Nafukovací svařování je proces spojování termoplastických nafukovacích materiálů pomocí tepla a tlaku za účelem vytvoření vzduchotěsných švů. Jedná se o kritický proces pro výrobní inženýry, vedoucí výroby a konstruktéry produktů, kteří vyrábějí svařované nafukovací výrobky pro rekreační, bezpečnostní a průmyslové účely. Vzhledem k tomu, že nafukovací výrobky jsou stále techničtější – obsahují jádra s kapkovými stehy, mají vyšší provozní tlaky a složité tvary – je výkonnost švů důležitější než kdykoli předtím. Výrobci, kteří chtějí rozšířit výrobu a zlepšit konzistenci, se obracejí na speciálně vyvinutá řešení pro svařování nafukovacích výrobků, která podporují opakovatelné a vysoce kvalitní konstrukce.
Myšlenka nafukovacích konstrukcí prošla významným vývojem, přičemž inovace v oblasti svařování nafukovacích materiálů transformovaly toto odvětví a umožnily vznik nových konceptů a aplikací.
Dnešní prostředí výroby nafukovacích produktů je náročnější než před pěti lety. Zákazníci očekávají lehčí materiály, pevnější švy a delší životnost produktů. Moderní svařovací procesy nabízejí vyšší účinnost, protože svařování je rychlejší než tradiční metody šití, což umožňuje rychlejší výrobu nafukovacích produktů. Od paddleboardů a nafukovacích mol až po záchranné zvedací vaky a průmyslové záchytné vaky jsou odolnost a vzduchotěsnost základními požadavky, nikoli prémiovými vylepšeními.
Aby optimalizovali výrobu různých nafukovacích produktů, výrobci často používají kombinaci různých svařovacích strojů, jako jsou vysokofrekvenční a horkovzdušné svářečky, aby mohli efektivně zpracovávat různé švy a komponenty.
Krátká verze: Co se změnilo ve výrobě nafukovacích výrobků
- Nafukovací výrobky se nyní používají v průmyslu, v oblasti bezpečnosti a na trzích s vysokými nároky na výkon, kde je porucha švů méně přijatelná.
- Technologie Drop-stitch vyžaduje přesné svařování, aby byly chráněny vnitřní nitě a zároveň byly zachovány vzduchotěsné švy.
- Svařování často překonává lepení z hlediska dlouhodobé trvanlivosti, protože se vyhýbá rizikům stárnutí lepidla a jeho reaktivace.
- Potřeba specializovaného svařovacího zařízení vzrostla, aby bylo možné splnit moderní výrobní požadavky a zajistit pevné, vodotěsné a vzduchotěsné spoje.
- Svařování PVC horkým vzduchem a svařování horkým klínem jsou běžné metody v závislosti na geometrii švu a složení materiálu.
- Automatické horkovzdušné svařovačky nabízejí významné výhody z hlediska efektivity, pracují rychlostí až 100 stop za minutu, čímž zvyšují produktivitu a snižují výrobní náklady.
- Kontrola kvality nafukovacích výrobků se nyní zaměřuje na opakovatelná nastavení, kontrolní protokoly a pracovní postupy při testování těsnosti – nikoli na dohady.
- Miller Weldmaster výrobu nafukovacích výrobků pomocí speciálně navržených systémů, školení a servisní podpory.
Co je to „svařovaná nafukovací“ konstrukce?
Svařované nafukovací výrobky využívají tepelné svařování k spojení termoplastických vrstev do vzduchotěsných švů. Namísto použití lepidel se materiál roztaví a stlačí, čímž vznikne spojovací povrch, který je odolnější a trvanlivější než lepené spoje, které se časem mohou oslabit.
Svařovací proces je průmyslová bezkontaktní metoda, která využívá teplo a tlak k tavení tkanin potažených termoplastem, čímž vznikají pevné, vodotěsné švy.
V praxi jsou „vzduchotěsné švy“ švy, které udržují tlak při zatížení, ohýbání a teplotních výkyvech bez měřitelného úniku. U vysokotlakých výrobků to znamená zachování strukturální integrity i při zvýšení vnitřního tlaku vzduchu.
Ačkoli se v některých konstrukcích stále používají lepidla, svařované nafukovací výrobky jsou stále více preferovány, když výrobci upřednostňují odolnost, opakovatelnost a dlouhodobou stabilitu švů. Společnosti jako Miller Weldmaster navrhují průmyslové systémy pro svařování textilií speciálně pro podporu této úrovně konzistence.
Nafukovací svařování vs. lepení
Svařování spojuje vrstvy materiálu jejich tavení za pomoci tepla a tlaku. Lepení spojuje vrstvy pomocí chemického lepidla. U lepených spojů mohou nastat problémy, jako je například selhání lepidla v průběhu času v důsledku migrace změkčovadel, což způsobuje ztrátu pevnosti lepených částí a může vést k netěsnostem nebo ztrátě integrity nafukovacích výrobků.
| Faktor | Svařování | Lepení |
|---|---|---|
| Pevnost švu | Fúze materiálů | Lepicí vrstva |
| Režimy selhání | Nesprávné teplo, překrývání nebo tlak | Stárnutí lepidla, kontaminace, reaktivace |
| Rychlost výroby | Po nastavení konzistentní | Požadovaná doba vytvrzení |
| Přístup QC | Tlakové zkoušky + kontrola parametrů | Vizuální + ověření vyléčení |
| Citlivost na životní prostředí | Méně citlivý na vlhkost během lepení | Lepidla mohou být citlivá na vlhkost/teplotu. |
Svařované švy zajišťují pevné a trvanlivé spojení, které může být stejně odolné jako souvislý kus vinylové tkaniny, a poskytují dlouhodobou integritu i za přítomnosti vlivů prostředí.
Některé výrobky stále používají lepidla, zejména u velmi detailních nebo hybridních konstrukcí. Pokud jsou však nejvyšší prioritou vzduchotěsné švy a opakovatelná výroba, často se upřednostňuje svařování. Mnoho výrobců považuje svařování horkým vzduchem za vylepšení oproti lepení, pokud jde o dlouhodobou odolnost nafukovacích výrobků.
Jak mohu zvýšit pevnost nafukovacích výrobků?
Pevnost je dána výběrem materiálu, konstrukcí švů a kontrolou procesu.
Svařované švy jsou pevné a poskytují vynikající odolnost, zejména u materiálů s vysokým tlakovým poklesem, jako jsou ty, které se používají u stand-up paddleboardů. Nafukovací svařování vytváří spojení, které je stejně pevné jako základní materiál, což je ideální pro výrobky, které musí odolávat intenzivnímu používání a namáhání okolním prostředím.
- Použijte vhodnou šířku přesahu na základě tlaku a zatížení.
- Udržujte konzistentní nastavení teploty, rychlosti a tlaku.
- Na namáhaná místa (rukojeti, ventily, tažná oka) přidejte výztužné záplaty.
- Navrhněte dráhy švů tak, aby se zabránilo ostrým zatíženým rohům.
- Zvolte typ švu podle funkce produktu (tažný vs. zvedací vak).
Například nafukovací vlečné zařízení může upřednostňovat dynamické zesílení švů u rukojetí, zatímco průmyslový zvedací vak upřednostňuje rovnoměrné utěsnění okrajů, aby odolal trvalému tlaku.
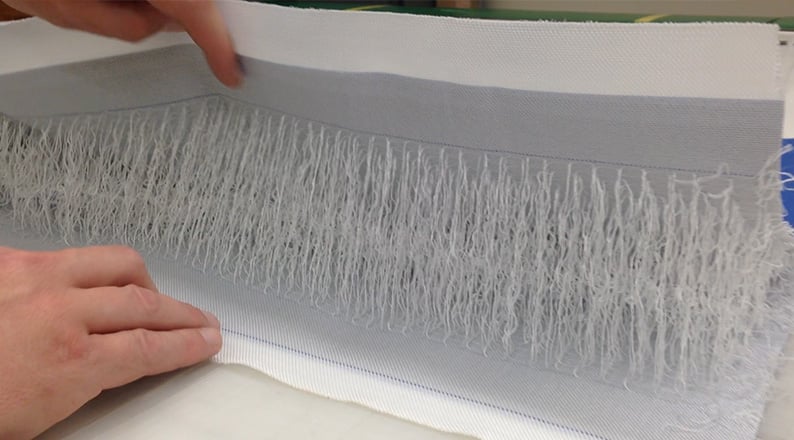
Technologie Drop-Stitch a proč je kvalita svařování důležitá
Drop-stitch je konstrukční metoda, při které jsou dvě vrstvy látky spojeny tisíci vnitřními nitěmi, což po nafouknutí vytváří pevnou strukturu. Podrobnou definici najdete v tomto vysvětlení technologie drop-stitch.
Panely s prošitými stehy, které se běžně používají u paddleboardů, nafukovacích podlah, tělocvičných žíněnek a nafukovacích mol, vyžadují přesné svařování. Tento proces musí utěsnit okraje, aniž by poškodil vnitřní strukturu vláken.
Mezi poruchové stavy patří:
- Poškození závitu v důsledku nadměrného tepla
- Nerovnoměrné spojení podél okrajů panelů
- Mikroúniky, které se objevují pouze při vyšším tlaku
- Nekonzistentní překrývání způsobující lokální slabost
Svařovací systémy používané pro panely s kapkovými stehy musí vyvažovat přívod tepla a zachování struktury.
Vzduchotěsné švy na panelech s prošitím
„Vzduchotěsný“ v pojmech kontroly kvality znamená, že během definovaného časového období nedochází k žádné měřitelné ztrátě tlaku.
- Udržujte kontrolovanou teplotu, aby nedošlo k poškození závitu.
- Zajistěte rovnoměrné překrytí a tlak
- Zkontrolujte konzistenci okrajů
- Proveďte zkoušky udržování tlaku
Doporučená zkušební metoda: Zkouška udržování tlaku po stanovenou dobu za účelem potvrzení minimální ztráty PSI za kontrolovaných podmínek.
Výběr správné metody svařování nafukovacích materiálů
Volba metody závisí na typu materiálu, tloušťce, geometrii a požadavcích na švy. Výběr správného svařovacího stroje, jako je svařovací stroj na horký vzduch nebo vysokofrekvenční svařovací stroj, je rozhodující pro dosažení trvanlivých, vodotěsných švů u nafukovacích výrobků.
Svařovací stroje na horký vzduch pracují při specifických teplotách, obvykle mezi 700 °F a 1350 °F, aby zajistily správné spojení švů bez poškození materiálu. Po svařování lze také použít pásku
, která zpevní švy, zabrání prosakování a zvýší vodotěsnost pro větší odolnost.
| Materiál | Typ švu | Geometrie | Typická metoda svařování | Zaměření na kontrolu kvality |
|---|---|---|---|---|
| Tkanina potažená PVC | Překrývající se šev | Rovné/dlouhé běhy | Svařování PVC horkým vzduchem | Rovnoměrné teplo + proudění vzduchu |
| Tkanina potažená PVC | Dlouhé rovné švy | Ploché | Svařování horkým klínem | Rychlost + konzistence tlaku |
| TPU fólie | Zakřivené švy | Složité tvary | Svařování horkým vzduchem | Regulace citlivosti na teplo |
| Materiály kompatibilní s RF | Švy plochých panelů | Řízené nástroje | RF svařování nafukovacích předmětů | Vyrovnání formy + regulace energie |
Svařování PVC horkým vzduchem pro nafukovací výrobky
Tkaniny potažené PVC se běžně používají při výrobě nafukovacích výrobků díky své odolnosti a svařitelnosti. Svářeč musí přesně regulovat teplotu, proudění vzduchu, rychlost a tlak.
Svařování vinylu je proces, který zaručuje vodotěsné utěsnění a vzduchotěsné spojení nafukovacích výrobků, což je ideální pro výrobu pevných a spolehlivých nafukovacích výrobků.
Například u švů na nafukovacích hradech může být prioritou rychlost a široké překrytí, zatímco u švů na nafukovacích člunech může být zapotřebí přísnější kontrola teploty a integrace výztuže. Více informací o základních principech procesu najdete v této příručce k svařování horkým vzduchem u nafukovacích výrobků.
Kontrolní seznam:
- Potvrďte správné nastavení teploty
- Sledujte konzistenci proudění vzduchu
- Ověřit překrývající se zarovnání
- Proveďte tlakovou zkoušku vzorků
Svařování vinylu eliminuje potřebu šití, které může vytvářet díry a zvyšovat riziko úniků.
Absence šití ve svařovaných švech snižuje riziko úniku vzduchu z nafukovacích člunů a bazénových hraček a zajišťuje vodotěsnost a vzduchotěsnost.
Stroj T300/T600 Curve Hot Air je ideální pro výrobu a opravy nafukovacích člunů, protože zajišťuje pevné a vodotěsné svařované švy.
Designové trendy v roce 2026, které kladou větší důraz na švy
Výrobky jsou stále složitější, což vede ke zpřísnění tolerancí švů.
- Více tvarů 3D panelů a zakřivených dráh švů
- Moderní svařovací stroje zvládnou prakticky jakýkoli tvar nebo velikost nafukovací konstrukce a zajišťují přesné a odolné švy.
- Případy použití s vyšším tlakem u výkonných nafukovacích výrobků
- Přidané komponenty, jako jsou rukojeti, ventily, úchyty a kryty senzorů
- Lehké materiály vyžadující odolné svařování švů
- Rostoucí očekávání ohledně dokumentované kontroly kvality nafukovacích výrobků
Svařovací stroje na horký vzduch se běžně používají k výrobě nafukovacích stanů, vojenských útočných člunů a dalších nafukovacích výrobků.
Křivky, rohy a neobvyklé tvary (místa, kde se rády skrývají netěsnosti)
Zakřivené švy selhávají častěji kvůli posunu vyrovnání, nerovnoměrnému překrytí nebo nerovnoměrnému kontaktu s teplem.
- Malé poloměry zvyšují citlivost vyrovnání
- Nepravidelná geometrie představuje výzvu pro rovnoměrné rozložení tepla
- Šířka překrytí se může lišit bez řádné kontroly.
- Napětí se soustřeďuje v rozích
Zvažte reklamní nafukovací předmět s ostrými zatáčkami: rohové švy často nejprve vykazují netěsnosti kvůli drobným nesrovnalostem v překrytí.
Kontrola kvality nafukovacích výrobků
Nafukovací QC ověřuje integritu švů a těsnost před odesláním.
- Vizuální kontrola svarů (stop po spálení, vynechané svary, konzistence překrytí)
- Zkouška udržování tlaku
- Detekce úniku (mýdlový roztok nebo řízené ponoření)
- Dokumentace nastavení svařování pro opakovatelnost
Důkladná kontrola kvality a správné svařovací techniky výrazně snižují riziko úniků a poruch švů u nafukovacích výrobků.
Stabilní parametry svařování snižují riziko nepříjemných překvapení a zlepšují dlouhodobý výkon.
Jak Miller Weldmaster svařování nafukovacích výrobků od nastavení až po servis
Miller Weldmaster spolupracuje s výrobci na hodnocení materiálových stohů, typů švů a cílů průchodnosti. Týmy mohou prodiskutovat aplikace, provést vzorky a zkontrolovat výkonnost švů před zahájením plné výroby. Miller Weldmaster pomáhá zákazníkům najít správný svařovací stroj nebo řešení pro jejich konkrétní potřeby.
Výrobci se také mohou obrátit na obchodní oddělení, aby vyhodnotili metody svařování, nebo se spojit se servisním oddělením, které jim pomůže s řešením problémů se svary, plánováním údržby nebo školením. Používání pokročilých svařovacích systémů může výrobcům ušetřit čas a peníze a některé nafukovací systémy pro proplachování svarů se mohou zaplatit již po několika svarech díky úspoře plynu.
Co si vzít s sebou na kontrolu švů:
- Vzorky materiálů
- Specifikace cílového tlaku
- Stávající vzorky švů
- Fotografie poruch nebo údaje z testů těsnosti
Často kladené otázky o nafukovacím svařování
Co je to nafukovací svařování?
Nafukovací svařování spojuje termoplastické nafukovací materiály pomocí tepla a tlaku a vytváří tak vzduchotěsné švy. Běžně se používá u produktů, jako jsou nafukovací čluny, paddleboardy a průmyslové měchy, kde je důležitější konzistentní utěsnění než kosmetická úprava.
Je nafukovací svařování lepší než lepení?
Často ano, kvůli trvanlivosti a opakovatelnosti. Svařování spojuje vrstvy materiálu, zatímco lepidlo přidává adhezivní vrstvu, která se za určitých podmínek může rozložit nebo znovu aktivovat. Mnoho výrobců dává přednost svařování, pokud jsou prioritou vzduchotěsné spoje a konzistentní výroba.
Co je to technologie drop-stitch u nafukovacích výrobků?
Drop-stitch využívá dvě vrstvy látky spojené tisíci vnitřních vláken. Po nafouknutí si tato vlákna zachovávají pevnou tloušťku, takže produkt je tuhý. Svařování musí utěsnit okraje bez poškození struktury vláken, aby produkt zůstal vzduchotěsný.
Jak se testuje těsnost nafukovacích švů?
Mezi běžné metody patří vizuální kontrola svarů, zkouška udržování tlaku po stanovenou dobu a detekce netěsností pomocí mýdlového roztoku nebo řízeného ponoření. Zkouška ověřuje, zda svar zůstává pod tlakem vzduchotěsný, a ne pouze to, zda vypadá čistě. Výsledky porovnejte se zaznamenanými nastaveními svařování, abyste zajistili opakovatelnost.
Jaká metoda svařování se používá pro nafukovací PVC nebo TPU?
Svařování horkým vzduchem se široce používá pro mnoho nafukovacích termoplastů a typů švů. Výběr metody závisí na složení materiálu, tloušťce a geometrii švu, zejména pokud se jedná o zakřivené nebo složité panely. Nejlepší přístup obvykle potvrdí rychlý vzorový svar a tlaková zkouška.