
Tento návod k obsluze je určen jako vodítko při práci se zařízením 112 Extreme Seam. Abyste zajistili optimální výkon svářečky, dodržujte přesně doporučení a technické údaje.
Obsah
- Kapitola 1: Zamýšlené použití
- Kapitola 2: Vysvětlení varování
- Kapitola 3: Požadavky na elektrickou energii a vzduch
- Kapitola 4: Principy tepelného těsnění
- Kapitola 5: Snímky obrazovky
- Kapitola 6: Úpravy
- Kapitola 7: Údržba
- Kapitola 8: Tipy pro svařování
- Kapitola 9: Další dokumenty stroje
Další technické informace o tomto stroji získáte na telefonním čísle 1-855-888-WELD nebo e-mailem. service@weldmaster.com.
1.0 Zamýšlené použití
112 je rotační horkovzdušný svařovací stroj určený k tepelnému svařování tepelně zpracovatelných plastů, jako jsou např.:
- Netkaný polypropylen
- Vinylové (PVC) laminované tkaniny
- Tkaniny potažené vinylem (PVC)
- Vinylové (PVC) fólie
- Tkaniny s polyuretanovým (PU) povlakem
- Polyuretanové (PU) fólie
- Polypropylenové (PP) tkaniny s povrchovou úpravou
- Polyethylen (PE)
- Fólie z termoplastického kaučuku (TPR)
- Tkaniny z termoplastického kaučuku (TPR)
- Tuhé extrudované výrobky
Výrobce neschvaluje:
- Další využití těchto strojů.
- Odstranění všech bezpečnostních krytů za provozu.
- Neoprávněné úpravy strojů.
- Používání náhradních dílů, které nejsou schváleny výrobcem.
 Pouze řádně vyškolený technik smí obsluhovat a/nebo provádět jakoukoli běžnou údržbu neboopravy strojů.
Pouze řádně vyškolený technik smí obsluhovat a/nebo provádět jakoukoli běžnou údržbu neboopravy strojů.
UPOZORNĚNÍ: Výrobce nenese odpovědnost za škody nebo zranění způsobené nevhodným používáním tohoto stroje.
2.0 Vysvětlení varování
Na stránkách Miller Weldmaster 112 je umístěno několik různých výstražných symbolů. Tyto symboly mají upozornit obsluhu na potenciálně nebezpečná místa na stroji. Seznamte se s jejich umístěním a významem.

Upozornění: Horké
"Upozornění: Horký" je umístěn na ochranném krytu v blízkosti horkých povrchů.

Nebezpečí: Místa přiskřípnutí
"Nebezpečí: V blízkosti všech možných míst přiskřípnutí je umístěn symbol "Nebezpečí přiskřípnutí". Do blízkosti těchto částí stroje neumisťujte žádné části těla, pokud je stroj v chodu.

Upozornění: Odpojte stroj ze zásuvky
"Upozornění: Odpojte stroj od sítě" je umístěna v blízkosti otvoru skříně a všech přístupových panelů. Aby nedošlo k úrazu elektrickým proudem, měl by být stroj vždy odpojen od napájení před otevřením dveří skříně.

Varování: Udržujte ruce v čistotě
"Varování: Na sestavě ohřívače je umístěna nálepka "Udržujte ruce v bezpečí". Abyste předešli případnému přiskřípnutí nebo popálení, dávejte neustále pozor na polohu svých rukou.

Varování: Vysoká teplota vzduchu
"Varování: Na sestavě ohřívače je umístěna nálepka "Vysoká teplota vzduchu".

Upozornění: Elektřina
"Upozornění: Nálepka "Upozornění: Elektrický proud" se umisťuje v blízkosti prostor, které obsahují elektrický proud.
3.0 Požadavky na elektrickou energii a vzduch
Upozornění! Elektrické napájení smí připojit pouze kvalifikovaný elektrikář.
Elektrické napájení
Vzhledem k množství zásuvek různých stylů nebude kabel součástí dodávky. Doporučujeme, aby vám elektrikář nainstaloval kabel a zástrčku, které jsou srovnatelné s vaším stylem zásuvky. Můžete se rozhodnout, že napájecí kabel bude pevně připojen k vašemu zdroji napájení. Doporučujeme, aby váš elektrikář použil rozbočovací skříňku s vypínačem s ochranou proti zkratu podle požadavků místních elektrických předpisů, která bude vhodná pro primární odpojení. Miller Weldmaster 112 Extreme vyžaduje jeden z následujících napájecích zdrojů. Který napájecí zdroj váš stroj vyžaduje, zjistíte z elektrického schématu.
- 80 ampérů - jednofázový - 230 voltů
- 80 ampérů - 3 fáze - 230 voltů
- 60 ampér - 3 fáze - 400 V
Prodejna Zásobování vzduchem
Součástí Miller Weldmaster 112 Extreme je dílenský ventil pro přívod vzduchu, který umožňuje rychlé připojení a odpojení k dílenskému přívodu vzduchu. Vzhledem k množství různých stylů vzduchových konektorů není součástí balení rychlospojka se samcem. Budete chtít vybrat samčí rychlospojku s ¼ palcovým NPT (národním trubkovým závitem), která bude odpovídat vaší samičí rychlospojce. Miller Weldmaster 112 Extreme vyžaduje následující požadavky na vzduch v dílně:
- Minimálně 12 cfm při 120 psi
- Nepřekročit 340 l/min při tlaku 8,2 baru
- Řadový odlučovač vody a nečistot
Bezpečnostní pokyny
Materiál neupravujte, když se stroj pohybuje. Udržujte ruce, dlouhé vlasy, volné oblečení a předměty, jako jsou kravaty, mimo dosah válečků s přítlačnými body válečků, aby nedošlo k zamotání a zachycení, které může zachytit části těla nebo oblečení a způsobit vážné zranění. Zajistěte dostatečný prostor kolem stroje, aby byl zajištěn bezpečný a efektivní provoz. Před jakýmkoli čištěním, mazáním, seřizováním, opravou nebo údržbou jakékoli části stroje musí být stroj nehybný a pohyblivé části zablokované. Vždy používejte osobní ochranné pomůcky. (OOP) se rozumí ochranný oděv, přilba, ochranné brýle nebo jiný oděv určený k ochraně těla uživatele před zraněním.
4.0 Zásady tepelného těsnění
Hot Air
Teplo potřebné pro svařování je vytvářeno elektricky dvěma topnými články umístěnými uvnitř krytu topného článku. Teplota horkého vzduchu se pohybuje od 100 do 1350 stupňů Fahrenheita nebo od 25 do 730 stupňů Celsia.
Rychlost
Rychlost svařovacích válců určuje dobu působení tepla na svařovaný materiál. Čím pomalejší je nastavení rychlosti, tím více se materiál zahřívá. Čím rychlejší je nastavení rychlosti, tím méně se materiál zahřívá. Aby bylo dosaženo nejlepšího svaru, mělo by být na materiál aplikováno minimální množství tepla a zároveň by mělo být dosaženo plného svaru. Příliš mnoho tepla způsobí deformaci materiálu; zatímco nedostatečné teplo zabrání svařování materiálu.
Tlak
Přítlak svařovacího válce je posledním krokem při vytváření svaru. Tlak svařovacího válce stlačuje zahřátý materiál a dokončuje proces svařování.
Souhrn
Správná kombinace tepla, rychlosti a tlaku vám při tepelném zatavování umožní dosáhnout správně svařeného švu.
5.0 Snímky obrazovky

Odpojení: Odpojení: Tímto přepínačem se zapíná a vypíná elektrický proud do stroje.
Nouzové zastavení: Stisknutím tohoto tlačítka se stroj vypne a pro opětovné spuštění je třeba tlačítko otočit a vytáhnout.
Pauza: Stisknutím tohoto tlačítka zastavíte pohyb vozíku hlavy.
Obnovení: Stisknutím tohoto tlačítka se stroj aktivuje při spuštění nebo po stisknutí nouzového zastavení.
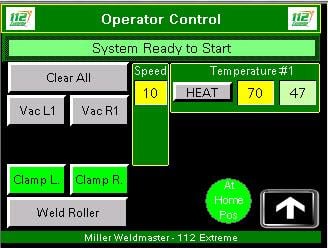
Vymazat vše: Účelem této funkce je jednodušší vypnutí všech vysavačů a svorek na tkaniny stisknutím jediného tlačítka.
Vysávání vlevo : Tato funkce slouží k zapnutí nebo vypnutí levého vysavače.
Vakuum vpravo: Účelem této funkce je zapnout nebo vypnout pravý podtlak.
Svorka vlevo : Tato funkce slouží k otevření nebo zavření levé svorky.
Svorka vpravo: Tato funkce slouží k otevření nebo zavření pravé svorky.
Svařovací válec: Účelem této funkce je zvednout svařovací válec nahoru nebo dolů.
Rychlost stroje : Účelem rychlosti stroje je řídit rychlost sestavy vozíku během procesu svařování. Číslo rychlosti stroje udává v procentech, jak rychle se bude pohybovat vozík hlavy 112 extreme .
Ohřev : Tato funkce slouží k zapnutí a vypnutí ohřevu.
Teplota SP: Účelem tohoto pole je zobrazit nastavenou teplotu a také umožnit obsluze ručně změnit teplotu, aniž by musela vstupovat do receptur.
Teplota PV : Účelem tohoto pole je ukázat obsluze, jaká je skutečná teplota na prvcích.
Tlačítko se šipkou: Slouží k přístupu k vyskakovacímu panelu ovládacích prvků.
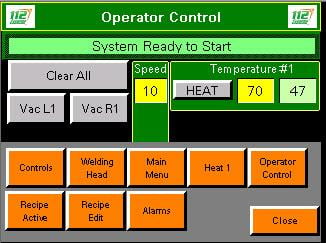
Kontrola: Stisknutím tohoto tlačítka se otevře obrazovka Control.
Svařovací hlava : Stisknutím tohoto tlačítka otevřete obrazovku svařovací hlavy.
Hlavní nabídka: Stisknutím tohoto tlačítka se otevře obrazovka hlavní nabídky.
Heat 1 : Stisknutím tohoto tlačítka se otevřou ovládací prvky pro každou svařovací hlavu.
Recept Aktivní obrazovka: Zobrazí všechny aktuální parametry vybraného receptu.
Úprava receptu : Stisknutím tohoto tlačítka otevřete obrazovku Úprava receptu.
Alarm: Zde se zobrazí aktuální aktivní alarmy, pokud existují.
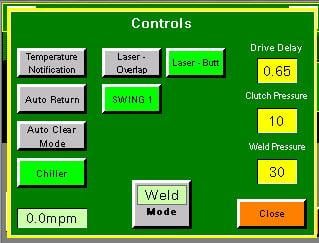
Upozornění na teplotu: Pokud je tato možnost vybrána, 112 Extreme upozorní obsluhu, aby zkontrolovala umístění trysek, když se změní teplota regulátoru +/- 160 F.
Automatický návrat: Po výběru této možnosti se rozsvítí zeleně a vozík se po dosažení koncové pozice sám vrátí.
Režim automatického vymazání: Po výběru tohoto režimu se rozsvítí zeleně a na konci jízdy se při použití koncové polohy vypnou vysavače a upínání látky.
Chladicí zařízení: Zapíná a vypíná chladiče svařovacích válců.
Laserové překrytí: Při stisknutí tohoto tlačítka se rozsvítí zeleně a zapne se překrývací laser a vypne se zadní laser.
Laser-Butt: Po stisknutí tohoto tlačítka se rozsvítí zeleně a zapne se zadní laser a vypne se překryvný laser.
Svařování/řezání: Pokud je v tomto poli zobrazeno svařování, znamená to, že je 112 extreme v režimu svařování. Dotykem na toto pole se přepne režim na řezání a přístroj 112 bude v režimu řezání.
Swing: Po výběru této možnosti se rozsvítí zeleně a tryska se roztočí. Pokud není vybrána možnost Swing, tryska se po stisknutí tlačítka Start nezapne.
Zpoždění pohonu: Účelem zpoždění pohonu je dočasně zastavit svařovací válec a umožnit horkovzdušné trysce, aby se rozjela na místo. Pokud je zpoždění pohonu nastaveno na vysokou hodnotu, způsobí to, že se materiál na začátku spálí. Pokud je zpoždění pohonu nastaveno na nízkou hodnotu, zůstane na začátku nesvařené místo.
Přítlak spojky : Účelem přítlaku spojky je měnit velikost hnací síly na svařovací válec. To pomáhá eliminovat případné zvrásnění materiálu. Zvýšení přítlaku spojky umožní rychlejší otáčení svařovacího válce v poměru k rychlosti pojezdu hlavy. Snížením tlaku spojky se svařovací válec roztočí pomaleji než vozík hlavy.
Přítlak svaru : Účelem přítlaku svaru je měnit velikost pneumatického tlaku mezi svařovacím válcem a svařovací dráhou.
Režim: Přepíná mezi svařováním a řezáním.
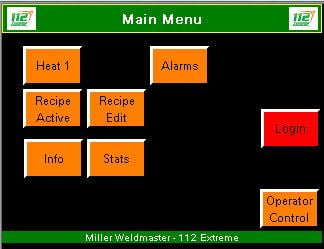
Heat 1 : Stisknutím tohoto tlačítka otevřete ovládací prvky pro vybranou svařovací hlavu.
Alarmy: Zde se zobrazí aktuální aktivní alarmy, pokud existují.
Recept Aktivní obrazovka: Zobrazí všechny aktuální parametry vybraného receptu.
Úprava receptu : Stisknutím tohoto tlačítka otevřete obrazovku Úprava receptu.
Informace: Stisknutím tohoto tlačítka přejdete na informační obrazovku.
Statistiky: Stisknutím tohoto tlačítka se dostanete na obrazovku statistik.
Ovládací obrazovka operátora: Toto je hlavní obrazovka, kterou obsluha používá. Na této obrazovce se stroj spustí.
Přihlášení: Tlačítko Konfigurace údržby přenese obsluhu na obrazovku Konfigurace údržby. Pro vstup na tuto obrazovku bude operátor vyzván k zadání uživatelského jména a hesla. Uživatelské jméno: TECH Heslo: 1234. Tato obrazovka přenese obsluhu na obrazovku podobnou obrazovce Konfigurace obsluhy. Rozdíl je v tom, že obrazovka Maintenance Configuration (Konfigurace údržby) umožní obsluze seřídit regulátor teploty, změnit jazyk a nastavit rychlost frézy a zpětného chodu.

Teplota SP: Účelem tohoto pole je zobrazit nastavenou teplotu a také umožnit obsluze ručně změnit teplotu, aniž by musela vstupovat do receptur.
Teplota PV : Účelem tohoto pole je ukázat obsluze, jaká je skutečná teplota na prvcích.
Alarmové pásmo: Je číslo, které může obsluha nastavit dotykem, a pokud se teplota změní +/- na nastavenou hodnotu, na displeji se zobrazí varování.
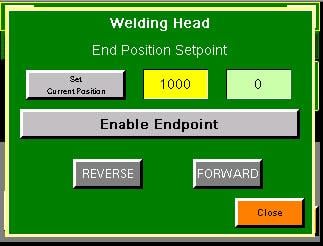
Nastavení aktuální pozice: Nastaví se bod, o který se svařovací hlava posune.
Nastavený bod: Je to vzdálenost, kterou svařovací hlava ujede.
Aktuální : Toto je aktuální poloha hlavy.
Povolit koncový bod: Při zapnutí této možnosti se povolí koncový bod svařovací hlavy.
Reverzní strana: Svařovací hlava se pohybuje dozadu.
Dopředu: Svařovací hlava se posune dopředu.

Recept #: Číslo aktuálního receptu.
Název receptu: Název aktuálního receptu.
Svařovací jednotka # : Jedná se o nastavenou teplotu, na kterou nastavujeme každou svařovací hlavu.
Rychlost %: Ovládá celkovou rychlost stroje. Jedná se o hlavní regulaci otáček.
Přítlak spojky : Účelem přítlaku spojky je měnit velikost hnací síly na svařovací válec.
Přítlak svaru : Účelem přítlaku svaru je měnit velikost pneumatického tlaku mezi svařovacím válcem a svařovací dráhou.
Zpoždění pohonu: Je doba, která uplyne mezi spuštěním svařovací hlavy a najetím trysek, než se svařovací hlava spustí.
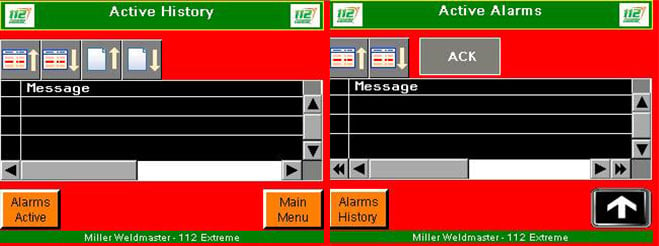
Aktivní obrazovka alarmu: Na této obrazovce se zobrazí aktuální aktivní alarmy, pokud existují.
Ack: Toto tlačítko slouží k potvrzení všech aktivních alarmů.
Historie poplachů: Slouží k vytažení všech starých alarmů, které kdy byly na stroji přítomny.
6.0 Úpravy
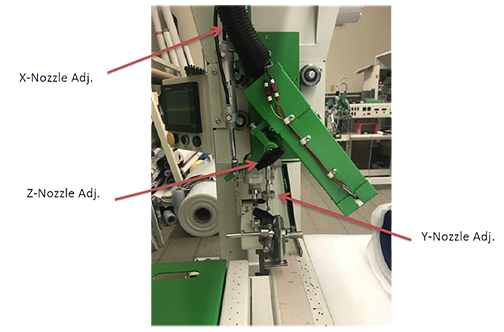
Nastavení trysek
Umístění trysek je klíčovou součástí tepelného těsnění. Správně umístěná tryska bude vycentrovaná na svařovacím válečku ve vzdálenosti přibližně ¼ palce a během svařování bude mírně pískat. Pokud je potřeba provést úpravu, otočte regulátor otáček na nízké nastavení. Proveďte nastavení a zkontrolujte umístění trysky zapnutím spínače Start. Nezapomeňte, že umístění trysky se změní při svařování při různých teplotách . Umístění trysky zkontrolujte při změně teploty o více než 160 stupňů C.
1. Nastavení trysky X - tryska X
Nastavení umožňuje přesné nastavení levého a pravého horkovzdušného nástavce. Správné nastavení trysky X ponechá horkovzdušnou trysku ve středu svařovacího válce.
2. Nastavení trysky Y - tryska Y
Nastavení umožňuje jemné vyladění horkovzdušné trysky nahoru a dolů. Při správném nastavení trysky Y bude horký vzduch směřovat na bod přitlačení svařovacího válečku a svařovací dráhy. Při dopadu vzduchu z trysky na tento bod přitlačení by měl být slyšet pískavý zvuk .
3. Nastavení trysky Z - tryska Z
Nastavení umožňuje jemné vyladění horkovzdušné trysky. Správné nastavení trysky Z Ad justment ponechá horkovzdušnou trysku přibližně ¼ až ½ palce od bodu přitlačení .
4. Nastavení trysek Hotovo
Po dokončení by měla být horkovzdušná tryska umístěna ve středu svařovacího válce vlevo na vpravo, 1/4 až 1/2 palce od místa přitlačení svařovacího válce a dráhy.
 Pozor! Při nastavování laserů se nedívejte přímo do laserového zdroje. Při kalibraci laserů dbejte zvýšené opatrnosti.
Pozor! Při nastavování laserů se nedívejte přímo do laserového zdroje. Při kalibraci laserů dbejte zvýšené opatrnosti.
Laserové seřízení
Dvojitá laserová čára
1.Zapněte napájení.
2. Spínač topení nechte v poloze OFF. Pod svorku látky vložte vzorovou látku (nejlépe bílou) a roztáhněte ji až na konec stroje.
3. Zapněte levý a pravý vysavač.
4. Nastavte svařovací válec do polohy DOLŮ a vyrovnejte vnitřní okraj svařovacího válce s okrajem první řady vakuových otvorů na vakuové svařovací dráze.
5. Otočte regulátor otáček na rychlost 20.
6. Pomocí kuličkového pera jej umístěte na vnitřní okraj svařovacího válce, kde by měl být laser. Opakujte pro vnější laserovou čáru.
7. Stiskněte tlačítko START a posuňte válec po celé délce svařovací dráhy.
8. V případě potřeby proveďte první seřízení povolením knoflíku uchycení laseru, abyste kalibrovali laser dovnitř a ven na nakreslenou čáru. Když jste spokojeni, utáhněte knoflík uchycení laseru.
9. V případě potřeby proveďte druhé nastavení uvolněním knoflíku pro upevnění laseru a otáčením jeho horní části laser zkalibrujte. Tím dojde k pootočení laserové linie. Jakmile budete spokojeni, utáhněte knoflík uchycení laseru.
Tupý šev
1. Přepněte přepínač laseru do režimu tupého švu.
2. Přesuňte svařovací válec tak, aby byl okraj proti laseru, přičemž je třeba brát v úvahu, že dvojitá laserová linie byla správně nastavena a látka s liniemi pera zůstala na svém místě. Změřte středový bod dvojitého laseru a udělejte v tomto bodě značku. Přesuňte okraj svařovacího válečku k této značce a utáhněte. Postupujte podle výše uvedeného sedmého kroku. Vyrovnejte laser.
Úpravy průvodce
Svařování lemu: Vnější strana vodítka musí být nastavena na vnější stranu svařovacího válce. Po provedení testu, pokud je na lemu kapsa, posuňte vodítko směrem od obsluhy.
- Nastavte stroj na požadované nastavení, nainstalujte na stroj vodítko lemování.
- Vyrovnejte vodítko lemování tak, aby byl vnější okraj zarovnán s okrajem svařovacího válce.
- Obecně platí, že při svařování lemu je třeba nastavit vyšší tlak spojky.
- Při podávání látky do vodítka lemování netahejte látku do stran, ale srolujte ji na do vodítka. Pokud budete za látku tahat do stran, bude se ve vodítku napínat a vázat.
1. Nainstalujte vodítko lemu.
2. Posuňte okraj materiálu skrz vodítko a přitiskněte materiál na sebe.
3. Ujistěte se, že je v rovině s okrajem.
4. Při přitlačování posuňte materiál pod svařovací válec.
5. Položte svařovací váleček a poté položte svorku.
6. Napněte materiál, ujistěte se, že je materiál mezi kolečkem a vodítkem napnutý tak, aby se tryska volně kývala.
7. Stiskněte tlačítko Start a přidržte materiál na pravé straně vodítka.
8. V případě potřeby trochu zvyšte přítlak spojky, aby se materiál udržel ve vodítku.
9. Po dokončení běhu stiskněte tlačítko Return (pokud není zapnuta funkce automatického návratu).
10. Zvedací svorka.
11. Kontrola svaru.
12. Není potřeba vakuum.
Svařování lemu pomocí lana: Svařování lemu pomocí lana je stejné jako svařování rovného lemu s tím rozdílem, že přidáváte lano skrz očko na lano nebo necháváte prázdné místo pro otevřenou kapsu.
1. Nainstalujte lem a vedení lana.
2. Prostrčte lano vodítkem.
3. Posuňte okraj materiálu skrz vodítko a přitiskněte materiál na sebe.
4. Ujistěte se, že je v rovině s okrajem.
5. Při přitlačování posunujte materiál pod svařovací válec a udržujte lano na levé straně kola.
6. Položte svařovací váleček, ujistěte se, že kolo není na laně, a poté položte svorku.
7. Napněte materiál, ujistěte se, že je materiál mezi kolečkem a vodítkem napnutý tak, aby se tryska volně kývala.
8. Stiskněte tlačítko Start a přidržte materiál na pravé straně vodítka.
9. V případě potřeby trochu zvyšte tlak na spojku, abyste pomohli udržet materiál ve vodítku.
10. Po dokončení běhu stiskněte tlačítko Return (pokud není zapnuta funkce automatického návratu).
11. Zvedací svorka.
12. Kontrolní svar.
13. Není potřeba vakuum.
Svařování přesahu
- Vodítko překrytí musí být dostatečně vysoko, aby se tryska mohla kývat a nenarazila do spodní části vodítka. Vodítko musí být také kolmé na dráhu.
- Vodítko překrytí slouží ke kontrole přesné polohy svařovaného horního panelu tkaniny. Vodítko kontroluje konečnou polohu horního panelu tkaniny.
- Vodítko bude zarovnáno s okrajem svařovacího válce.
1. Umístěte spodní stranu svařovaného panelu pod pravou svorku o 1/4 až 3/8 palce a zarovnejte hranu s vnitřní laserovou čarou.
2. Zapněte pravý vysavač (nepoužívanou dráhu zakryjte magnetem).
3. Vyhlaďte panel ve vakuu a zkontrolujte zarovnání s laserovou linií.
4. Umístěte horní stranu svařovaného panelu pod levou svorku o 1/4 až 3/8 palce a zarovnejte hranu s vnější laserovou čárou.
5. Spodní svařovací válec.
6. Nainstalujte vodítko překrytí.
7. Zapněte levý vysavač (nepoužívanou dráhu zakryjte magnetem).
8. Vyhlaďte panel ve vakuu a zkontrolujte zarovnání pomocí laserové čáry (1/4 palce nad).
9. Stiskněte tlačítko Start a přidržte materiál ve vodítku, přičemž dávejte pozor, abyste jej neroztáhli.
10. Po dokončení běhu stiskněte tlačítko Return (pokud není zapnuta funkce automatického návratu).
11. Vypněte levý a pravý vysavač.
12. Zvedací svorky.
13. Kontrolní svar.
Svařování kapsy na tyči
- Vedení kapsy musí být dostatečně vysoké, aby tryska nenarážela na spodní část vodicího prvku . Musí být také kolmá na dráhu.
- Vodítko kapsy se používá ke svařování kapes na sloupy. Vodítko slouží ke kontrole přesné polohy horní chlopně materiálu.
- Při svařování kapsy o velikosti 3 palce nebo větší lze obvykle použít nastavení překrytí. Pokud je menší než 3 palce, je třeba zvýšit rychlost a snížit množství tepla, protože se teplo zachytí.
- Při držení látky ve vodítku kapsy netahejte látku do stran ani dozadu, ale držte ji jen s malým tlakem na vodítko. Pokud budete za látku tahat do stran, bude těsná a ve vodítku se sváže. Pokud budete za látku tahat dozadu, může se roztáhnout a zanechat vrásky.
1. Umístěte svařovaný panel pod svorky o 1/4 - 3/8 palce a zarovnejte okraj panelu na žlábek na požadovanou velikost kapsy.
2. Zapněte pravý vysavač (nepoužívanou dráhu zakryjte magnetem).
3. Přitáhněte panel a zkontrolujte zarovnání okraje na požadovanou velikost kapsy.
4. Zvedněte levou svorku.
5. Sklopte okrajovou stranu pod svorky a svařovací váleček.
6. Zarovnejte hranu s pravým laserem a ujistěte se, že je panel pod válečkem čtvercový.
7. Spusťte svařovací válec a svorku.
8. Nainstalujte kapesní vodítko.
9. Stiskněte tlačítko Start a přidržte materiál na pravé straně vodítka.
10. Po dokončení běhu stiskněte tlačítko Return (pokud není zapnuta funkce automatického návratu).
11. Vypněte pravý vysavač.
12. Zvedací svorky.
13. Vyjměte kapesní vodítko.
14. Kontrolní svar.
Svařovací pásky nebo pásky
1. Nainstalujte nastavitelný popruh nebo vodicí pásku do stroje.
2. Nastavte vodítko na správnou šířku popruhu nebo pásky.
3. Ujistěte se, že se svařovací válec a tryska nedotýkají vedení. Vodítko je také třeba nastavit rovnoběžně s kolečkem.
Průvodce páskou pro tupý šev
1. Vodicí páska pro tupý šev slouží ke správnému vedení a umístění pásky při šití na tupo.
2. Vodítko pásky pro tupý šev je nastavitelné pro různé šířky pásky. Ujistěte se, že jsou obě nastavitelné části vodítka zarovnané a obě jsou stejně široké.
Nastavení svařovacích válečků
1. Svařovací válec je umístěn na pohyblivé svařovací hlavě.
2. Účelem svařovacího válce je stlačovat zahřátý materiál k sobě a vytvářet svařovaný šev a pohánět nebo posouvat tkaninu systémem.
3. Svařovací válec musí být vždy zarovnán na hraně vakuových otvorů, která je nejblíže straně obsluhy svařovací dráhy.
Výměna svařovacích válců
1. Povolte šroub na upínacím límci svařovacího válce.
2. Vysuňte svařovací válec z hřídele svařovacího válce.
3. Nasaďte nový svařovací válec na hřídel svařovacího válce.
- Vyrovnejte svařovací válec do středu laserů.
- V závislosti na velikosti svařovacího válce může být nutné lasery znovu nastavit. (Viz seřízení laserů)
4. Zarovnejte horkovzdušnou trysku s novým svařovacím válečkem. (Viz seřízení trysky)
5. Při přechodu na různé velikosti svařovacích válečků je třeba vyměnit trysku tak, aby odpovídala svařovacímu válečku.
Výměna horkovzdušných trysek
1. Vypněte ohřev a napájení.
2. Po řádném vychladnutí stroje uvolněte svorku trysky.
3. Držte trysku kleštěmi, protože tryska může být ještě horká na dotek.
4. Vyjměte horkovzdušnou trysku a sestavu svorek trysky.
5. Umístěte novou horkovzdušnou trysku do sestavy svorek trysek a umístěte je na pouzdro dvojitého prvku .
6. Mírně utáhněte svorku trysky.
7. Je velmi důležité vyrovnat hrot horkovzdušné trysky tak, aby byl na svařovacím válečku vystředěný a čtvercový a aby byl hrot trysky v rovině se spodní dráhou.
8. Zapněte napájení.
- Nastavte rychlost na nulu. TOTO PROVEĎTE POUZE V PŘÍPADĚ, ŽE STROJ NEVYPOUŠTÍ HORKÝ VZDUCH! Poté stiskněte tlačítko start, abyste trysku uvedli do svařovací polohy, vozík se nebude pohybovat, což umožní snadné nastavení. Umístěte špičku trysky tak, aby byla zarovnána do pravého úhlu se svařovacím válečkem a spodní kolejnicí. Kleštěmi zajistěte svorku trysky.
- Se čtvercovou tryskou zvyšte otáčky na požadované nastavení. Znovu zapněte přívod tepla a nechte stroj zahřát na požadovanou teplotu.
- Viz nastavení trysky.
Nastavení válce svařovacího válce
- Tlak na svařovací válec je vytvářen pneumatickým válcem, který se používá k jeho zvedání nebo odkládání.
- Tlak na svařovací válec je regulován a zobrazován na ovládacím panelu. Tlak musí být nastaven minimálně na 10 liber. Pokud není tlak nastaven, válec nebude správně fungovat.
- Rychlost pohybu svařovacího válce nahoru a dolů lze nastavit pomocí dávkovacích ventilů na straně vzduchového válce.
Nastavení výkyvného válce trysky
- Horkovzdušná tryska je automaticky umístěna do polohy nebo z polohy prostřednictvím výkyvného vzduchového válce trysky.
- Pokud se horkovzdušná tryska rozkmitá příliš rychle nebo příliš pomalu, rychlost rozkmitání se řídí pomocí ventilů pro měření průtoku vzduchu umístěných na boku vzduchového válce. Otáčením šroubů dovnitř se rychlost kývání zpomalí, zatímco zpětným pohybem šroubů se rychlost zvýší.
- Horkovzdušná tryska by měla být ve středu svařovacího válce.
Nastavení nože
- Pokud je stroj vybaven laserem pro tupý šev. Zarovnejte řezačku na tuto laserovou čáru. Pokud stroj touto volbou není vybaven, zarovnejte řezačku na vnitřní překryvný laser.
- Nejdříve běžte s cutterem do výchozí pozice. Fréza by měla být v montážní svorce nastavena do pravého úhlu tak, aby po položení frézy seděla patka na dráze v pravém úhlu. Poté utáhněte čtyři šrouby. Nedotahujte však příliš, došlo by k přiškrcení proudu vzduchu uvnitř frézy, což by způsobilo její nefunkčnost.
- Za druhé je ke stroji připevněn upínač frézy. Ta ovládá boční nastavení a úhel nožové patky. Žací patka by měla být v mírném sklonu, který zvedá zadní část patky mírně nad dráhu. Příliš velký sklon způsobí, že se fréza zaboří do dráhy. Fréza by se měla posouvat doleva nebo doprava, aby se patka vyrovnala s laserovou linií. Utáhněte čtyři šrouby a proveďte zkušební řez. Zjistěte, zda řezačka řeže na laserové linii. Pokud ne, posuňte frézu doleva nebo doprava, dokud nebude řezat na linii. Nezapomeňte, že úhel patky se může posunout při každém posunutí frézy doleva nebo doprava.
- V případě, že řezák klesá příliš brzy nebo příliš pozdě. Přihlaste se na stránce Údržba a upravte délku řezání.
Nastavení mikrospínačů
Na této stránce jsou podrobně popsány jednotlivé mikrospínače a senzory na Miller Weldmaster 112 Extreme .
- Limitní spínač překročení: Účelem tohoto spínače je zastavit pojezd hlavy před překročením . *Poznámka: Tento spínač spustí nouzové zastavení a odebere stroji energii a vzduch.
- Návrat domů Zpomalovací spínač: Účelem tohoto přepínače je zpomalit pojezd hlavy při návratu do výchozí polohy.
- Bezpečnostní spínač nože: Účelem tohoto spínače je zajistit, aby se nůž nacházel v horní poloze , aby se mohl vrátit do výchozí polohy.
Snímače polohy
- Snímač polohy domů: Účelem tohoto snímače je informovat systém o tom, že vozík hlavy je v domovské poloze a je připraven ke spuštění.
- Snímač polohy nože: Účelem tohoto snímače je informovat systém o tom, že vozík hlavy je v poloze pro řezání.
- Snímač předního limitu: Účelem tohoto snímače je zastavit pohyb vozíku hlavy směrem dopředu.
Pozor! Údržbu tohoto stroje smí provádět pouze kvalifikovaný technik. Může to být zástupce Miller Weldmaster nebo osoba vyškolená zástupcem Miller Weldmaster .
 Pozor! Tento stroj musí být odpojen od zdroje napájení před jakýmkoli může být zahájena údržba.
Pozor! Tento stroj musí být odpojen od zdroje napájení před jakýmkoli může být zahájena údržba.
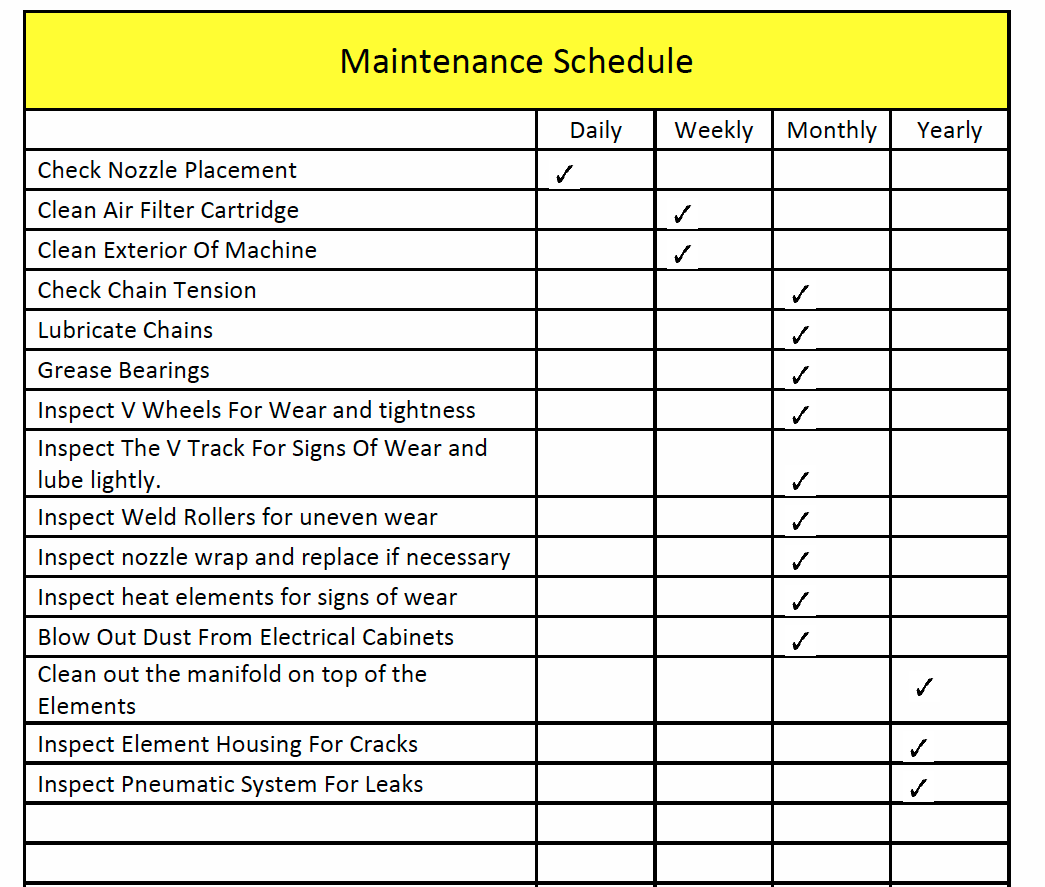
Údržba
- Kazeta vzduchového filtru: Miller Weldmaster 112 Extreme je vybaven vzduchovým kompresorem, který přivádí vzduch na tepelné prvky. Pro udržení dostatečného průtoku vzduchu je nutné pravidelné čištění a výměna kazety vzduchového filtru. Nedostatečný průtok vzduchu nebo jakékoli nečistoty v proudu vzduchu zkracují životnost tepelných prvků.
- Čistěte kazetu vzduchového filtru každý týden: Pokud nejsou okolní podmínky ve vašem výrobním prostoru čisté, doporučujeme čistit kazetu vzduchového filtru dvakrát týdně.
Výměna součástí
- Tepelné prvky: Topná tělesa používaná v zařízení 112EX jsou dimenzována na 1000 hodin provozu při teplotě 1000 stupňů F (537 stupňů C). Ačkoli je při správné údržbě možná delší životnost tepelných prvků, 1000 hodin je průměr. Pokud tepelné prvky předčasně selžou, obraťte se před jejich výměnou na zástupce Miller Weldmaster .
- Řetězy: Stroj 112EX má několik řetězů, které se používají k pohonu svařovacích válců. Přestože řetězy nepatří mezi položky s náročnou údržbou, měly by se jednou měsíčně kontrolovat, zda nedochází k nadměrné korozi, rzi nebo znečištění. Zkontrolujte také, zda nejsou volné nebo uvolněné. V případě potřeby řetězy jednou měsíčně promažte převodovým olejem 80w - 90w.
Seřízení svářecího válečku horní jednotky a hnacího řetězu spojky
- Horní jednotka: Při utahování řetězu horní jednotky je nutné zkontrolovat vůli svařovacího válečku. Svařovací válec by se měl pohybovat tam a zpět pouze o 1/8 palce. Povolte matici na napínacím šroubu. Po uvolnění matice otáčejte šroubem ve směru hodinových ručiček, dokud se svařovací válec nepohne. Odšroubujte napínací šroub proti směru hodinových ručiček, dokud svařovací válec nedosáhne vůle 1/8 palce.
- Dlouhý řetěz: Nastavení dlouhého řetězu se nachází přímo za horní jednotkou, kde se horní jednotka připojuje k sloupku hlavy. Řetěz nastavíte seřízením stavěcích šroubů ložiskových bloků, které drží horní jednotku . Nastavením stavěcích šroubů směrem dolů se řetěz napne. Nastavením stavěcího šroubu nahoru se řetěz uvolní.
- Hlavní spojkový řetěz: Hlavní řetěz spojky by měl být trochu volný. Sundejte kryt ze strany hlavy . Řetěz upravte povolením držáků napínacího kola. K dispozici budou 2 napínací řetězová kola. Řetěz by se měl odtrhnout od napínacího kola přibližně o 3/16 palce, ale ne natolik, aby se odlepil od zubů . Pokud je řetěz příliš napnutý, spojka nebude správně fungovat.
Výměna termočlánku
Moduline používá termočlánek, který snímá teplotu vzduchu těsně předtím, než dosáhne trysky. Typická životnost termočlánku se liší. Termočlánek by měl být vyměněn, pokud stroj neudržuje konstantní teplotu +/- 2 stupně F (+/- 1 stupeň C) nebo pokud se tepelné prvky předčasně spálí.
Pozor! Údržbu tohoto stroje smí provádět pouze kvalifikovaný technik. Může to být zástupce Miller Weldmaster nebo osoba vyškolená zástupcem Miller Weldmaster .
Pozor! Tento stroj musí být odpojen od zdroje napájení před jakýmkoli může být zahájena údržba.

1. Přepněte jistič do vypnuté polohy.

2. Odpojte napájecí kabel od zdroje napájení. Pokud je napájecí kabel zapojen do zdroje, vypněte napájení v rozvodné skříni.

3. Odpojte 2 přívody termočlánku.

4. Uvolněním svorky vyjměte horkovzdušnou trysku.

5. Odstraňte držáky vodičů termočlánku.

6. Odstraňte spodní kryt a část izolace ze skleněných vláken z krytu prvku.

7. Pomocí klíče 7/16 opatrně uvolněte a sejměte matici termočlánku.

8. Nainstalujte nový termočlánek se všemi distančními podložkami v uvedeném pořadí. Ujistěte se, že je termočlánek zasunutý až na doraz.
9. Utáhněte matici termočlánku.
10. Znovu vložte izolaci ze skleněných vláken a spodní kryt se šrouby spodní kryt se šrouby.
11. Nainstalujte oba držáky vodičů termočlánků.

12. Nainstalujte trysku a svorku. Dbejte na to, abyste svorku instalovali stranou s drážkami nahoru.

13. Zapojte přívody termočlánku. Pokud se teplota začne odečítat obráceně, přehoďte vodiče.
Výměna tepelných prvků
Topná tělesa používaná v zařízení Miller Weldmaster jsou dimenzována na 1000 hodin provozu při teplotě 1000 stupňů F (537 stupňů C). Ačkoli je při správné údržbě možná delší životnost topných prvků, 1000 hodin je průměrná hodnota. Pokud tepelné prvky předčasně selžou, kontaktujte před výměnou zástupce Miller Weldmaster . Doporučuje se vyměnit oba prvky, i když se vypálí pouze jeden.
1. Přepněte jistič do vypnuté polohy.
2. Odpojte napájecí kabel od zdroje napájení. Pokud je napájecí kabel zapojen do zdroje, vypněte napájení v rozvodné skříni.
3. Odpojte 2 přívody termočlánku.
4. Odstraňte držáky vodičů termočlánku.

5. Odstraňte horní kryt krytu prvku a vysuňte jej.

6. Odstraňte 2 kusy izolace mezi vodiči a hliníkovým rozdělovačem vzduchu.

7. Odstraňte 4 vodiče z tepelných prvků.

8. Povolte 4 šrouby upevňující hliníkový rozdělovač vzduchu.

9. Vyjměte hliníkový rozdělovač vzduchu.

10. Opatrně vyjměte tepelné prvky z pouzdra prvků.
POZNÁMKA: Zkontrolujte každý prvek, zda se z něj neodlomily úlomky skla nebo drátu. Chybějící úlomky se nacházejí v krytu dvojitého prvku nebo v trysce. Tyto úlomky je třeba odstranit před instalací nových prvků.
11. Opatrně nainstalujte 2 nové tepelné prvky do pouzdra dvojitého prvku.
12. Nainstalujte hliníkový rozdělovač vzduchu.

13. Připojte čtyři vodiče k prvkům. Ujistěte se, že vodiče č. 1 a č. 3 jsou připojeny k jednomu prvku a vodiče č. 2 a č. 4 jsou připojeny k druhému prvku.
14. Vložte 2 kusy izolace mezi vodiče a hliníkový rozdělovač vzduchu.
15. Nasaďte horní kryt zpět na těleso tepelného prvku. Dbejte na to, abyste přípojky termočlánku vedli horním otvorem.

16. Namontujte 3 šrouby do plechu na horní část krytu tepelného prvku.
17. Připojte vodiče termočlánku. Pokud začne regulátor teploty odečítat údaje obráceně, přehoďte vodiče.
8.0 Svařovací tipy
POZNÁMKA: Aby bylo možné obnovit výkon, musí být ve stroji tlak vzduchu alespoň 90 psi.
Ztráta teploty svařování
- Topná tělesa mohou být vyhořelá, zkontrolujte počet hodin na topných tělesech. Tepelné prvky jsou dimenzovány na 1000 hodin při teplotě 73 ºC.
- Termočlánek může být přepálený nebo uvolněné vodiče.
- Zkontrolujte připojení vodičů ke každému tepelnému prvku.
- Špatné elektrické připojení na přívodním vedení ke stroji.
Vzduchové lahve nefungují
- Zkontrolujte tlak vzduchu! Do stroje by mělo vstupovat 90 PSI.
- Je třeba seřídit měřicí ventil na válci.
- Zkontrolujte tlak vzduchu a napětí v elektromagnetickém ventilu.
- Pokud máte tlak vzduchu a napětí, je solenoid špatný.
Fréza
- Řezačka neřeže na laserové čáře.
- Je třeba seřídit nůž.
- Lasery je třeba upravit.
- Sekačka se nezapíná.
- Žádný tlak vzduchu do frézy.
- Fréza neklesá na dráhu nebo klesá příliš rychle.
- Je třeba seřídit dávkovací ventil na šoupátku frézy.
- Úder nože do svorky.
- Je třeba nastavit snímač polohy Home Cutter. (Viz mikrospínače, nastavení snímače)
- Z frézy uniká olej.
- Je třeba upravit olejničku nože.
Tryska horkého vzduchu
- Tryska narazí na svorku.
- Vůz s hlavou se vrátil příliš daleko. (Viz mikrospínače, senzory)
- Tryska narazí na kolejnici, svařovací válec nebo vedení.
- Trysku je třeba seřídit (viz seřízení trysky).
- Průvodce je třeba upravit.
- Tryska se při aktivaci svařování pohybuje.
- Uvolněná svorka trysky (viz seřízení trysky).
Šev je svařen pouze na jedné straně
- Hrot horkovzdušné trysky je třeba nastavit.
- Trysku je třeba nastavit do stran.
- Tryska může být na jedné straně sevřená. Otevřete sevřenou stranu, aby byl průtok rovnoměrný.
- Regulace otáček je nastavena příliš vysoko, což neumožňuje správné působení horkého vzduchu na šev.
- Na povrchu svařované tkaniny je nečistota.
Překryvný šev
- Překryvný šev je na obou stranách svaru zprohýbaný.
- Teplota je příliš vysoká. Snižte teplotu nebo zrychlete chod stroje.
- Jeden panel se prohýbá a může být krátký nebo dlouhý.
- Pokud je tlak ve spojce krátký, je třeba jej snížit.
- Při dlouhém rozjezdu je třeba zvýšit tlak ve spojce.
- Překrývací svar má na jedné straně svaru klapku.
- Vodítko je třeba nastavit do stran.
- Spodní panel není správně zarovnán.
- Překrytí svaru je menší než velikost svaru.
- Průvodce je třeba upravit. Posuňte vodítko směrem od obsluhy.
Pole Pocket
- Šev kapes je nadměrně projmutý.
- Teplota je příliš vysoká. Snižte teplotu nebo zrychlete chod stroje.
- Kapsa je pomačkaná a zkroucená.
- Materiál nezačal čtvercově.
- Je třeba nastavit tlak ve spojce. Pokud je horní díl krátký, snižte tlak spojky. Pokud vychází dlouhý, zvyšte tlak spojky.
- Obsluha příliš tahá za materiál. Udržujte materiál během svařování rovně s malým tlakem obsluhy na vedení. Většinu práce nechte na stroji a vodítku.
- Kapsa má na jedné straně sváru klopu.
- Průvodce je třeba upravit. Posuňte vodítko směrem k obsluze.
- Kapesní svar je menší než velikost svaru.
- Průvodce je třeba upravit. Posuňte vodítko směrem od obsluhy.
Hem
- Lem je příliš nařasený nebo na jedné straně vypálený.
- Teplota je příliš vysoká. Snižte teplotu nebo zrychlete chod stroje.
- Hem nezůstane v průvodci.
- Vodítko není pravoúhlé, upravte vodítko.
- Přidejte přítlak spojky.
- Tryska zasáhne materiál.
- Příliš vysoká tryska. Snižte trysku.
- Materiál není těsný mezi svařovacím válečkem a vodítkem, protože materiál nezačíná rovně na začátku.
- Lemový svar má na jedné straně sváru záklopku.
- Průvodce je třeba upravit. Posuňte vodítko směrem k obsluze.
- Lem svaru má na jedné straně sváru korálek nebo kapsu.
- Průvodce je třeba upravit. Posuňte vodítko směrem od obsluhy.
Lem a lano
- Příliš volný materiál kolem lana.
- Nastavte vodítko směrem od obsluhy.
- Příliš malé lano pro průvodce.
- Příliš těsný materiál kolem lana.
- Nastavte vodítko směrem k obsluze.
- Příliš velké lano pro průvodce.
- Lem a provaz se nadměrně zkrabatí nebo je na jedné straně vypálený.
- Teplota je příliš vysoká. Snižte teplotu nebo zrychlete provoz.
- Lem a lano nezůstanou ve vodítku.
- Vodítko není pravoúhlé Nastavte vodítko.
- Přidejte přítlak spojky.
- Tryska zasáhne materiál.
- Tryska je příliš vysoko, snižte ji.
- Materiál není těsný mezi svařovacím válečkem a vodítkem, protože materiál nezačíná rovně na začátku.
- Svařovací válec přejíždí po laně.
- Lano musí být spuštěno na vnější straně svařovacího válce.
Tupý šev
- Páska není ve sváru vycentrovaná.
- Špatně nastavené vodítko.
- Střed zadku není zarovnán s laserem.
- Laserová čára není vycentrovaná se svařovacím válečkem.
- Zmačkání pásky.
- Příliš velký tlak na spojku.
- Příliš horké.
Boční lemování nákladních vozidel
- Indikační čára se neshoduje s materiálem.
- Špatně nastavené vodítko.
- Tryska narazí na korálky.
- Příliš vysoká tryska.
- Vrásky na začátku.
- Neupevněný materiál.
9.0 Další dokumenty ke stroji







