Tento návod k použití je určen jako vodítko při obsluze zařízení Boxmat PRO. Abyste zajistili optimální výkon svářečky, dodržujte přesně doporučení a specifikace.
Obsah
- Kapitola 1: Úvod
- Kapitola 2: Zdravotní a bezpečnostní předpisy
- Kapitola 3: Technické údaje
- Kapitola 4: Technické specifikace
- Kapitola 5: Instalace
- Kapitola 6: Obsluha stroje
- Kapitola 7: Popis obrazovky panelu HMI
- Kapitola 8: Údržba
- Kapitola 9: Pracovní a bezpečnostní předpisy
- Kapitola 10: Elektrická dokumentace
- Kapitola 11: Pneumatická dokumentace
- Kapitola 12: Využití a stroj Prolomení
- Kapitola 13: Skříně
Další technické informace o tomto stroji získáte na telefonním čísle 1-855-888-WELD nebo e-mailem. service@weldmaster.com.
1.0 Úvod
Boxmat PRO je nejmodernější a nejuniverzálnější stroj na trhu, který představuje revoluci ve výrobě obalů z vlnité lepenky. Díky automatické a beznástrojové změně nastavení na dotykovém panelu HMI, které lze změnit během několika sekund, lze naprogramovat libovolný rozměr výrobku ve standardních typech FEFCO. PRO je ideální pro výrobu krátkých sérií i pro velkosériovou výrobu. Drážkování, odstraňování přebytečného materiálu, bodování, odstraňování jazyků lepidla, jakož i řezání formátu na míru se provádí v jednom cyklu bez nutnosti dalšího upevnění.
Najednou lze vyrobit krabice ze 3/5 vrstev vlnité lepenky. V jednom cyklu lze vyrobit více než jednu krabici z vhodně velkého formátu.
Polohy podélných nástrojů se nastavují pomocí servopohonů v závislosti na požadovaném rozměru a tloušťce kartonu. Formáty jsou umístěny centrálně pro automaticky umístěné nárazníky. Sada protiskluzových válečků a vstupně-výstupních hřídelí zajišťuje přesné a stabilní vedení kartonu v průběhu celého cyklu.
Použitý inovativní systém s kruhovými noži umožňuje odříznout přebytečnou nebo odpadní lepenku od zbytku archu. Toto řešení usnadňuje bi-directional korekci velikosti archů a umožňuje současně řezat archy, které jsou právě ve výrobě, na různé velikosti, aniž by se musely řezat na samostatném, periferním zařízení.
VLASTNOSTI:
- Vrubování, bi-directional bodování a odřezávání odpadu v jednom cyklu.
- Jeden integrovaný modul pro řezání, bodování a odřezávání , eliminuje výrobní chyby ve vícemodulových strojích .
- Rychlá změna nastavení stroje , na dotykovém panelu , díky servopohonům .
- Možnost podélného dělení , které je funkcí dělení , příčného dělení a řezání listů na menší kousky - a štěrbinový nástroj.
- 4 nože + 4 podélné bodování kolečka nastavitelné na panelu - a standardní volitelná výbava
- Integrovaný děrovací systém pro řezání otvorů .
- Ekologický výkon a pohon systém jako i jako nízká spotřeba energie.
- Výběr z stylů, velikostí, funkcí a hloubky z skóre , pomocí dotykové obrazovky.
- Podavač lepenky s a spolehlivý sběrací systém .
- Vibroizolační nohy zabraňující přenosu vibrací .
- Bezpečné a rychlé vzdálené strojní kalibrace a aktualizace, díky vzdálenému připojení k internetu .
- Snadná výměna bodovacích koleček a řezacích nožů.
![]() POZOR: Jakýkoli záměr z pomocí tento stroj pro jakýkoli účel jiné než jako popsáno na adrese tento ruční musí vždy být projednáno s výrobcem.
POZOR: Jakýkoli záměr z pomocí tento stroj pro jakýkoli účel jiné než jako popsáno na adrese tento ruční musí vždy být projednáno s výrobcem.
![]() POZOR: Pro . bezpečnost z všechny operátoři a další personálu, je důležité že tento ruční je Přečtěte si a rozumí podle veškerý personál; všechny pokyny by měl být následoval.
POZOR: Pro . bezpečnost z všechny operátoři a další personálu, je důležité že tento ruční je Přečtěte si a rozumí podle veškerý personál; všechny pokyny by měl být následoval.
![]() POZOR: Na adrese . je vysoce doporučené stránky že každý provozovatel, po vyškolení na použít tento stroj, by měl připojit jejich název a podpis na formulář na adrese této příručky.
POZOR: Na adrese . je vysoce doporučené stránky že každý provozovatel, po vyškolení na použít tento stroj, by měl připojit jejich název a podpis na formulář na adrese této příručky.
![]() POZOR: Tento stroj byl navrženo pro použít podle práceschopní provozovatelé. Prosím, kontakt . výrobce pro nápověda a rady pokud potřebuje být upraveny nebo změněny pro ostatní.
POZOR: Tento stroj byl navrženo pro použít podle práceschopní provozovatelé. Prosím, kontakt . výrobce pro nápověda a rady pokud potřebuje být upraveny nebo změněny pro ostatní.
2.0 Zdravotní a bezpečnostní předpisy, značky a štítky
Zdraví a bezpečnost obsluhy a dalších osob v blízkosti tohoto stroje jsou prvořadé.
Pro bezpečné používání tohoto stroje je velmi důležité, aby si tento návod důkladně přečetli všichni pracovníci, kteří mají v úmyslu se strojem pracovat nebo se pohybovat v jeho blízkosti. Měly by být dodržovány všechny bezpečnostní pokyny, včetně výstražných štítků v příručce a štítků uvedených na stroji.
Kupující je bezpodmínečně povinen vypracovat vlastní INSTRUKCE PRACOVNÍHO STROJE pro obsluhu svého stroje s využitím pokynů uvedených v této servisní příručce a poznatků vyplývajících z vlastních zkušeností výrobce s technologií výrobku.
Konečnou, právní a finanční odpovědnost za všechny případné události, které mohou nastat v důsledku neznalosti této servisní příručky nebo neznalosti předpisů o bezpečnosti a ochraně zdraví při práci, nese kupující. Proto je NUTNÉ si bezpečnostní pokyny přečíst a dodržovat je.
Varovná znamení
![]() POZOR: Každý provozovatel MUSÍ číst stránky . . text na adrese tohoto webu služby manuál před . . práce s . stroj.
POZOR: Každý provozovatel MUSÍ číst stránky . . text na adrese tohoto webu služby manuál před . . práce s . stroj.
![]() POZOR: Na stránkách kupující je silně doporučujeme na kreslit nahoru jejich vlastní PRACOVNÍ STANICE INSTRUKCE pro obsluhu strojů, na adrese . základ z . text přiloženo na adrese tento servisní příručka a . znalosti odvozené z jejich vlastní výrobní technologie.
POZOR: Na stránkách kupující je silně doporučujeme na kreslit nahoru jejich vlastní PRACOVNÍ STANICE INSTRUKCE pro obsluhu strojů, na adrese . základ z . text přiloženo na adrese tento servisní příručka a . znalosti odvozené z jejich vlastní výrobní technologie.
 POZOR: POD NE CIRKUMSTANCES by měl . stroj být provozované na adrese podle bez výhrad personálu. Obsluha strojů musí být známé s Povolání Zdraví a Bezpečnost předpisy s speciální zaměření na adrese . rizika neodmyslitelně spjaté s tento stroj. Jako a důsledek z . výše uvedená dokumentace, schvalování dokončení z školení a podepsáno . vyškolené operátor, by měl být vydáno.
POZOR: POD NE CIRKUMSTANCES by měl . stroj být provozované na adrese podle bez výhrad personálu. Obsluha strojů musí být známé s Povolání Zdraví a Bezpečnost předpisy s speciální zaměření na adrese . rizika neodmyslitelně spjaté s tento stroj. Jako a důsledek z . výše uvedená dokumentace, schvalování dokončení z školení a podepsáno . vyškolené operátor, by měl být vydáno.
![]() POZOR: Na stránkách stroj byl ne navrženo na být provozované na adrese podle postižených provozovatelé. Pokud . potřebujete vzniká - a po předchozí konzultace s . Výrobce - . stroj může být vhodně upraveny pro osoby se zdravotním postižením. provozovatelé.
POZOR: Na stránkách stroj byl ne navrženo na být provozované na adrese podle postižených provozovatelé. Pokud . potřebujete vzniká - a po předchozí konzultace s . Výrobce - . stroj může být vhodně upraveny pro osoby se zdravotním postižením. provozovatelé.
![]() POZOR: Podle na . výrobce doporučení... stroj by měl být nainstalované na adrese . průmyslové prostředí pouze.
POZOR: Podle na . výrobce doporučení... stroj by měl být nainstalované na adrese . průmyslové prostředí pouze.
![]() POZOR: Neopatrný manipulace s z . stroj, během doprava a/nebo přemístění, může vést k závažným zranění nebo nehody.
POZOR: Neopatrný manipulace s z . stroj, během doprava a/nebo přemístění, může vést k závažným zranění nebo nehody.
![]() POZOR: Periodikum, adekvátní preventivní inspekce z oheň ochrana systém by měl být přenášeno venku, na adrese a v okolí stroj. Na stránkách kupující je plně odpovědný pro uspořádání provádět tyto kontroly.
POZOR: Periodikum, adekvátní preventivní inspekce z oheň ochrana systém by měl být přenášeno venku, na adrese a v okolí stroj. Na stránkách kupující je plně odpovědný pro uspořádání provádět tyto kontroly.
![]() POZOR: A život ohrožující život, vysoce výkonný síť napětí z 3 x 480V; 50...60 Hz je dodává se na na . stroje. Jako a výsledek, všechny stránky servis . být . na adrese . vhodně kvalifikované pouze personál, na adrese . podle požadavků zákonem.
POZOR: A život ohrožující život, vysoce výkonný síť napětí z 3 x 480V; 50...60 Hz je dodává se na na . stroje. Jako a výsledek, všechny stránky servis . být . na adrese . vhodně kvalifikované pouze personál, na adrese . podle požadavků zákonem.
 POZOR: Práce přenášeno out na adrese . krmení, řezání nebo ohýbání zóny v rámci . systémy, by měl se provádí podle kvalifikované . pouze, po užívání všechny preventivní opatření. Na adrese . výše uvedené zóny, vyšší instance z potenciální tělo zranění jsou možné.
POZOR: Práce přenášeno out na adrese . krmení, řezání nebo ohýbání zóny v rámci . systémy, by měl se provádí podle kvalifikované . pouze, po užívání všechny preventivní opatření. Na adrese . výše uvedené zóny, vyšší instance z potenciální tělo zranění jsou možné.
 POZOR: Na stránkách EMERGENCY STOP tlačítko je navrženo být lisované na adrese jakýkoli čas ale zejména když . nouzové vypnutí je naléhavě potřebné.
POZOR: Na stránkách EMERGENCY STOP tlačítko je navrženo být lisované na adrese jakýkoli čas ale zejména když . nouzové vypnutí je naléhavě potřebné.
![]() POZOR: Na stránkách oblast okolí . stroj by měl ne být blokován podle jakýkoli objekty, jako tento květen výsledek na adrese personál klopýtání, klouzání a pády, které mohou vést k závažným zranění.
POZOR: Na stránkách oblast okolí . stroj by měl ne být blokován podle jakýkoli objekty, jako tento květen výsledek na adrese personál klopýtání, klouzání a pády, které mohou vést k závažným zranění.
![]() POZOR: Na stránkách provozovatel by měl vždy zajistit že všechny dveře, víka, štíty a další ochranná zařízení jsou bezpečně na místě před stroj je zahájeno.
POZOR: Na stránkách provozovatel by měl vždy zajistit že všechny dveře, víka, štíty a další ochranná zařízení jsou bezpečně na místě před stroj je zahájeno.
![]() UPOZORNĚNÍ: operátor musí nikdy vylézt na na stroj když je v provozu.
UPOZORNĚNÍ: operátor musí nikdy vylézt na na stroj když je v provozu.
![]() POZOR: Průjezdní trasa o vlnitý rada nesmí NIKDY být zablokované stránky podle personálu nebo podle jakýkoli překážka.
POZOR: Průjezdní trasa o vlnitý rada nesmí NIKDY být zablokované stránky podle personálu nebo podle jakýkoli překážka.
Zákazové a povinné značky
 POD NE CIRKUMSTANCES by měl . stroj být provozované neškolený personálu. Na stránkách stroje operátoři musí být obeznámeni s Povolání Zdraví a Bezpečnost předpisy se speciálními zaměřit se na rizika v tomto případě stroj.
POD NE CIRKUMSTANCES by měl . stroj být provozované neškolený personálu. Na stránkách stroje operátoři musí být obeznámeni s Povolání Zdraví a Bezpečnost předpisy se speciálními zaměřit se na rizika v tomto případě stroj.
 POZOR: POD NE CIRKUMSTANCES by měl . stroj být provozované na adrese podle bez výhrad personálu. Obsluha strojů musí být známé s Povolání Zdraví a Bezpečnostní předpisy.
POZOR: POD NE CIRKUMSTANCES by měl . stroj být provozované na adrese podle bez výhrad personálu. Obsluha strojů musí být známé s Povolání Zdraví a Bezpečnostní předpisy.
 POD NE CIRKUMSTANCES by měl . stroj být sestaven, demontované nebo přepravované podle neškolený personálu, ani podle ty neznámé s . bezpečnostní předpisy přiloženo na adrese tento služba příručka, od například aktivity květen olovo na . nehoda nebo na finanční ztráty.
POD NE CIRKUMSTANCES by měl . stroj být sestaven, demontované nebo přepravované podle neškolený personálu, ani podle ty neznámé s . bezpečnostní předpisy přiloženo na adrese tento služba příručka, od například aktivity květen olovo na . nehoda nebo na finanční ztráty.
 POD NE CIRKUMSTANCES by měl servisní služby nebo údržba být provedeno, nebo preventivní opatření být pořízeno, bez úplného odpojení od elektrické sítě zásobování.
POD NE CIRKUMSTANCES by měl servisní služby nebo údržba být provedeno, nebo preventivní opatření být pořízeno, bez úplného odpojení od elektrické sítě zásobování.
 POD NE CIRKUMSTANCES by měl jakýkoli z . sub- sestavy, například jako . průvodce válečky, . řezání nebo bodování nástroje, být dotkl.
POD NE CIRKUMSTANCES by měl jakýkoli z . sub- sestavy, například jako . průvodce válečky, . řezání nebo bodování nástroje, být dotkl.
POD NE CIRKUMSTANCES by měl jakýkoli opatření být provedeno který mohl olovo na a snížení na adrese . stroje bezpečnost stav; tento zahrnuje tyto opatření jako blokování master spínače, odstranění ochranných krytů nebo odpojení senzorů, atd.
POD NE CIRKUMSTANCES by měl . operátor vylézt na do stroje během postup nakládání nebo během jejího pravidelného práce cyklus.
 POD NE CIRKUMSTANCES by měl žádné potenciální požár, v blízkosti . stroje, být uhasit pomocí vodou. Použijte pouze s licencí, sofistikované, pro hašení požárů prostředky a . požárního nebezpečí . výrobky.
POD NE CIRKUMSTANCES by měl žádné potenciální požár, v blízkosti . stroje, být uhasit pomocí vodou. Použijte pouze s licencí, sofistikované, pro hašení požárů prostředky a . požárního nebezpečí . výrobky.
 POD V ŽÁDNÉM PŘÍPADĚ by neměly být kryty odstraněny během pracovního cyklu stroje.
POD V ŽÁDNÉM PŘÍPADĚ by neměly být kryty odstraněny během pracovního cyklu stroje.
 POD NE CIRKUMSTANCES by měl . stroj být postřik s vodou během jeho pravidelné práce cyklus nebo když je nečinnost.
POD NE CIRKUMSTANCES by měl . stroj být postřik s vodou během jeho pravidelné práce cyklus nebo když je nečinnost.
 POD NE CIRKUMSTANCES by měl jakýkoli údržba úkoly být prováděné během . stroj je v provozu.
POD NE CIRKUMSTANCES by měl jakýkoli údržba úkoly být prováděné během . stroj je v provozu.
 POD NE CIRKUMSTANCES by měl jakýkoli olej, rozpouštědlo nebo jakékoli jiné žíravina nebo toxické látky být nalito venku, buď na adrese nebo v blízkosti . stroj.
POD NE CIRKUMSTANCES by měl jakýkoli olej, rozpouštědlo nebo jakékoli jiné žíravina nebo toxické látky být nalito venku, buď na adrese nebo v blízkosti . stroj.
 POD NE CIRKUMSTANCES by měl mobilní telefony být používané v okamžitě v blízkosti stroje.
POD NE CIRKUMSTANCES by měl mobilní telefony být používané v okamžitě v blízkosti stroje.
 POD NE CIRKUMSTANCES by měl jakýkoli nahý plamen být používané v okamžitě v blízkosti stroje.
POD NE CIRKUMSTANCES by měl jakýkoli nahý plamen být používané v okamžitě v blízkosti stroje.
 POD NE CIRKUMSTANCES by měl cigarety být uzené v bezprostřední blízkosti okolí o stroj.
POD NE CIRKUMSTANCES by měl cigarety být uzené v bezprostřední blízkosti okolí o stroj.
 POD NE CIRKUMSTANCES by měl alkohol být pít na . bezprostředně v blízkosti . . stroje, ani . . personál, pod pod vlivem alkoholu, obsluhovat stroj.
POD NE CIRKUMSTANCES by měl alkohol být pít na . bezprostředně v blízkosti . . stroje, ani . . personál, pod pod vlivem alkoholu, obsluhovat stroj.
 POD NE CIRKUMSTANCES by měl personál jíst na adrese bezprostřední okolí stroj.
POD NE CIRKUMSTANCES by měl personál jíst na adrese bezprostřední okolí stroj.
 IT IS DŮRAZNĚ DOPORUČUJEME že každý osoba, přidělen na obsluhovat stránky . stroj, být na adrese . plně proškoleni. Na stránkách rozsah webu školení by měl být zahrnovat provoz . . stroj, na adrese . také a . profesní Zdraví a . předpisy, s speciální se zaměřením na na . . rizika obsažená v v stroj.
IT IS DŮRAZNĚ DOPORUČUJEME že každý osoba, přidělen na obsluhovat stránky . stroj, být na adrese . plně proškoleni. Na stránkách rozsah webu školení by měl být zahrnovat provoz . . stroj, na adrese . také a . profesní Zdraví a . předpisy, s speciální se zaměřením na na . . rizika obsažená v v stroj.
 IT IS VYSOCE DOPORUČUJEME že VŠEM obaly a kryty, navržené na pro daný stroj, být používat.
IT IS VYSOCE DOPORUČUJEME že VŠEM obaly a kryty, navržené na pro daný stroj, být používat.
 IT IS ZÁKLADNÍ že na adrese . událost z jakýkoli nehoda zahrnující operátora, nebo jakýkoli stroj selhání, oba by měl být nahlášeno na . vedení pohotově.
IT IS ZÁKLADNÍ že na adrese . událost z jakýkoli nehoda zahrnující operátora, nebo jakýkoli stroj selhání, oba by měl být nahlášeno na . vedení pohotově.
 IT IS ZÁKLADNÍ na nosit bezpečné, těsně přiléhající, pracovní oděvy snížit . možnost z být zachycen nebo vytažený na stroj.
IT IS ZÁKLADNÍ na nosit bezpečné, těsně přiléhající, pracovní oděvy snížit . možnost z být zachycen nebo vytažený na stroj.
 IT IS ZÁKLADNÍ na nosit ochranné rukavice zatímco provoz stroj.
IT IS ZÁKLADNÍ na nosit ochranné rukavice zatímco provoz stroj.
 JE DŮLEŽITÉ pro nosit protiskluzová pracovní obuv.
JE DŮLEŽITÉ pro nosit protiskluzová pracovní obuv.
 Sluch ochrana musí být opotřebované v tomto oblast.
Sluch ochrana musí být opotřebované v tomto oblast.
 IT IS ZÁKLADNÍ že dlouhý vlasy být svázané zpět na adrese například a cesta jako na snížit . riziko z být zachycen nebo vytažený na . stroj; obsluha musí nosit buď vhodné vlasy krytí nebo nosit jejich vlasy svázané nahoru.
IT IS ZÁKLADNÍ že dlouhý vlasy být svázané zpět na adrese například a cesta jako na snížit . riziko z být zachycen nebo vytažený na . stroj; obsluha musí nosit buď vhodné vlasy krytí nebo nosit jejich vlasy svázané nahoru.
 IT IS ZÁKLADNÍ na zachovat . podlaha v okolí . stroj čistý a bez jakýchkoli papír, deska nebo další odpad.
IT IS ZÁKLADNÍ na zachovat . podlaha v okolí . stroj čistý a bez jakýchkoli papír, deska nebo další odpad.
 IT IS POŽADOVANÉ že všechny stránky stroj . jsou dobře vyškoleni personál, seznámeni s s profesní zdraví . a . předpisy; . by měly také být znát se stránkami . všechny stránky . nebezpečné . pravděpodobné na . na adrese . . operace . sofistikované strojů tohoto složitosti.
IT IS POŽADOVANÉ že všechny stránky stroj . jsou dobře vyškoleni personál, seznámeni s s profesní zdraví . a . předpisy; . by měly také být znát se stránkami . všechny stránky . nebezpečné . pravděpodobné na . na adrese . . operace . sofistikované strojů tohoto složitosti.
IT IS ZÁSADNÍ na použít . nouzové zastavit přepínač tlačítko, kdykoli se provozovatele life nebo zdraví je ohrožena.
IT IS ZÁSADNÍ na odpojit . stroj od . . . kdykoli servisu, údržbě nebo preventivní činnosti probíhají.
 Během balení, vybalování a přeprava, speciální opatření by měla být být přijmout, na adrese . aby na zabránit . stroj převrácení.
Během balení, vybalování a přeprava, speciální opatření by měla být být přijmout, na adrese . aby na zabránit . stroj převrácení.
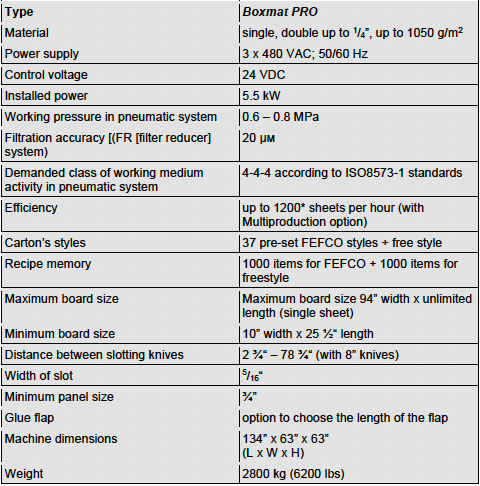
4.0 Technické specifikace
- Stroj Boxmat Pro se skládá z hlavního tělesa, obsahujícího všechny elektrické a mechanické komponenty, a pohyblivého pracovního stolu. hlavní těleso je založeno na kovovém rámu zajišťujícím odpovídající úroveň stability. pracovní stůl je navržen tak, aby pomáhal obsluze podávat vlnitý materiál přes stroj.
- Vlnité polotovary jsou přenášeny přes stroj pomocí řady válečků a kol poháněných servopohony. Podobným způsobem je drážkovací nosník poháněn servopohony .
- Za drážkovacím/řezacím nosníkem se skrývá inovativní systém rotačních nástrojů , které umožňují obsluze odříznout z přebytečné desky a je vysunout bez jakýchkoli řezů nebo bodování , což umožňuje jejich re . To také umožňuje ořezávání nadrozměrných polotovarů na velikost , když procházejí strojem místo toho, aby se musely ořezávat na jiném, samostatném stroji.
- Umožňuje také výrobu dvou krabic na jeden čas (s možností Multi-production), pokud jsou velikost krabice a velikost plechu vhodné připojením centrálního nože.
- Drážky jsou vyraženy ven pomocí systému nožů připevněných k bodovacímu nosníku.
- Drážkovací nože jsou automaticky posouvány do správných poloh asynchronními motory poháněnými pomocí měniče a snímače, po zadání rozměrů se zadá do dotykové obrazovky .
- Levé ruční vodítko je umístěno automaticky a, jakmile je prázdná deska umístěna proti ní, pravé ruční vodítko lze posunout nahoru na to aby umožnilo prázdné projít strojem .
- Stroj je vybaven kompletní sadou krytů a ochranných krytů , které chrání obsluhu před pohybujícími se noži a noži. Aby byly dodrženy všechny evropské bezpečnostní předpisy, stroj nebude fungovat pokud tyto nejsou všechny na místě a na obrazovce se zobrazí příslušné chybové hlášení.
Výrobce zajistí, aby zajistil, že stroj je vhodně zabalen pro přepravu. Typ a pevnost obalu jsou přizpůsobeny vzdálenosti a použitým dopravním prostředkům , stejně jako i s ohledem na možná rizika spojená s použitými dopravními prostředky . Výrobce navrhuje , aby příjemci používali prostředky výrobce přepravy a servisní personál.
Uložení nepoužívaného stroje neznamená žádné požadavky jiné než vhodné prostředí pro ukládání . Skladování musí zajišťovat dostatečnou ochranu před atmosférickými činiteli a musí být suché, s přijatelnou vlhkostí pod 70 %. Teplota skladování by měla být mezi 5 ºC a 40 ºC.
Měla by být zajištěna odpovídající antikorozní ochrana , zejména u kovových dílů, které z technických důvodů nebyly natřeny nebo chráněny proti korozi.
Pokud je stroj dodán v bedně a/nebo zakryt fólií , která vytváří antikorozní atmosféru, měl by stroj zůstat v stejném , a to po celou dobu skladování .
Z důvodu ochrany před vlhkostí se doporučuje , aby stroj nebyl uložen na podlaze skladu , ale na paletách, aby se udržel zvednutý mimo podlahu .
Tento výrobce krabic by měl být uložen na adrese vertikálně v a v suchu a dobře . místnosti. Stránky stroj je citlivý na vibrace, nárazy, násilné otřesy a dlouhotrvající náklony. Dokonce i pokud . je spadl z relativně bezvýznamný výšky tento může vést na jeho trvalé a nevratnému poškození.
Výše uvedená ustanovení jsou určena k tomu, aby si všechny osoby a služby, které přicházejí do styku s tímto zařízením, uvědomily jeho vysokou citlivost na jakékoliv nárazové podněty a současně uvědomily také , že . žádné tvrzení, vyplývající z z . trvalé poškození, jako . popsané výše,bude považováno za oprávněnou stížnost.
Pro další rady nebo informace se prosím obraťte na servisní techniky výrobce .
Doprava
 POD NE CIRKUMSTANCES by měl . stroj být sestaven, demontované nebo přepravované na adrese jakýkoli cesta nekvalifikovaným personál nebo ty neznámé s bezpečnost a péče informace přiloženo na adrese tento příručka. Selhání na dodržovat s tento základní pravidlo květen olovo k náhodnému poškození nebo zranění ne krytý podle záruku nebo odpovědnost výrobce.
POD NE CIRKUMSTANCES by měl . stroj být sestaven, demontované nebo přepravované na adrese jakýkoli cesta nekvalifikovaným personál nebo ty neznámé s bezpečnost a péče informace přiloženo na adrese tento příručka. Selhání na dodržovat s tento základní pravidlo květen olovo k náhodnému poškození nebo zranění ne krytý podle záruku nebo odpovědnost výrobce.
- Subjekt odpovědný za přepravu a instalaci stroje v závodě objednatele by měl být určen ve fázi podpisu smlouvy , nejpozději však ve fázi, po technické přejímce stroje v závodě Výrobce a před vydáním Objednateli Strana .
- Vzhledem k povaze zařízení, Výrobce navrhuje , aby Příjemci používali Výrobce prostředky dopravy a servisního personálu.
- Stroj by měl být přemísťován pomocí zvedacích zařízení , jako jsou jeřáby, vysokozdvižné vozíky nebo paletové vozíky, všechny z , které by měly mít dostatečnou nosnost pro účely bezpečné přepravy. Osoby, které je obsluhují, by měly mít potřebná povolení a školení, jak to vyžaduje zákon.
- Správný režim přepravy pro BOXMAT PRO stroje je uveden níže.

Obr. 2. Místo pro zvedání stroje je označeno piktogramem (obr. 2 -1).

Obr. 3. Správná přeprava stroje pomocí vysokozdvižného vozíku
Je zakázáno zvedat stroj BOXMAT PRO v místech, kde je to vyznačeno piktogramy; viz obrázek níže.

Obr. 4. Je zakázáno zvedat stroj BOXMAT PRO za boční stěny pomocí vysokozdvižného vozíku.
![]() POZOR: Selhání na dodržovat s . nad piktogramy a metody z montáž, květen výsledek na adrese poškození na . konstrukce stroje a komponenty.
POZOR: Selhání na dodržovat s . nad piktogramy a metody z montáž, květen výsledek na adrese poškození na . konstrukce stroje a komponenty.
![]() POZOR: Stroj musí být přepravovány ve svislé poloze.
POZOR: Stroj musí být přepravovány ve svislé poloze.
Je nezbytné, aby stroj, a všechny součásti a příslušenství, byly bezpečně zabaleny a zabezpečeny. Vhodné ochranné obaly, palety a/nebo bedny by měly být dodány , aby zajistily, že stroj a všechny periferní díly a příslušenství dorazí k instalaci bezpečně a nepoškozené. Důrazně se doporučuje umožnit výrobci , aby se ujal všech těchto úkolů , aby zajistil bezpečné a efektivní dodání a instalaci.
Co se týče přepravního postupu , je třeba vzít v úvahu hmotnost stroje (cca 2800 kg - 6200 lb.) .
![]() POZOR: Neopatrný manipulace s z . stroj během přeprava a/nebo přemístění může vést k závažným nehody nebo zranění.
POZOR: Neopatrný manipulace s z . stroj během přeprava a/nebo přemístění může vést k závažným nehody nebo zranění.
Instalace
Instalaci stroje na pracovišti , provádí pracovníci Objednatele , jakmile se seznámí s obsahem tohoto návodu k obsluze a služeb výrobce . a . se seznámil s odsouhlaseny s- pracovníky objednatele strany . Správné nastavení tiskárny je důležité jako předpoklad pro její optimální fungování a pro pohodlí a bezpečnost obsluhy .
Příprava umístění pro stroj , dostupnost a parametry elektrických, pneumatických a ventilačních přípojek, jakož i a a příprava specifických požadavků na konstrukci a přejímku , potřebných pro usnadnění provozu stroje, je odpovědností Objednatele .
Výrobce poskytne potřebné pokyny a informace , aby pomohl Objednateli v tomto ohledu.
Po doručení stroje na určené místo, by měl být vybalen a srovnán. Jeho technický stav by měl být poté zkontrolován a případné poškození způsobené při přepravě, by mělo být odstraněno .
![]() POZOR: Na stránkách podlaha na adrese který . stroj je na být umístěno na musí mají dostatečný strukturální síla na podpora . hmotnost z stroj a jakýkoli vibrace generované podle . normální proces výroby krabice. Na adrese . by měl také být na že . většina hmotnosti stroj je koncentrovaný na adrese . nohy.
POZOR: Na stránkách podlaha na adrese který . stroj je na být umístěno na musí mají dostatečný strukturální síla na podpora . hmotnost z stroj a jakýkoli vibrace generované podle . normální proces výroby krabice. Na adrese . by měl také být na že . většina hmotnosti stroj je koncentrovaný na adrese . nohy.
![]() POZOR: Jakmile . stroj je vyrovnané to by měl ne být přesunut bez opakování . proces vyrovnávání.
POZOR: Jakmile . stroj je vyrovnané to by měl ne být přesunut bez opakování . proces vyrovnávání.
Nejoptimálnější podlaha je zhotovena z prostého betonu dostatečné hloubky a potažena tenkou vrstvou nevodivého materiálu.
Základ , na kterém je umístěn stroj , by měl být architektonicky v souladu s stavebními normami a bezpečnostními pravidly splňujícími požadavky na hloubku, pevnost a úroveň.
Na stránkách Kupující je jedinou osobou odpovědná za přípravu podkladu na kterém je stroj má být instalován.
![]() POZOR: Pokud . montáž a nastavení postupy jsou prováděné individuálně podle . kupující, jsou by měl být provedeno kvůli na pokyny přiloženo na adrese tento služba ruční a/nebo podle na pokyny na adrese . podle . výrobce během . technické přijetí postup.
POZOR: Pokud . montáž a nastavení postupy jsou prováděné individuálně podle . kupující, jsou by měl být provedeno kvůli na pokyny přiloženo na adrese tento služba ruční a/nebo podle na pokyny na adrese . podle . výrobce během . technické přijetí postup.
K vyrovnání rámu použijte šrouby v stroji nožičky . ( strany těla stroje jsou referenční rovinou pro vyrovnání).
![]() POZOR: Po každý změna pozice . stroj, zkontrolujte mezera mezi . horní a nižší drážkování nože. Na adrese . po celé délce z . horní drážkování lopatky, z . přední strana a zpět strana, mezera by neměla být méně než 0.004 palce.
POZOR: Po každý změna pozice . stroj, zkontrolujte mezera mezi . horní a nižší drážkování nože. Na adrese . po celé délce z . horní drážkování lopatky, z . přední strana a zpět strana, mezera by neměla být méně než 0.004 palce.
Když je stroj vyrovnán, pak by měly být pracovní stoly sestaveny a umístěny na přední a zadní straně stroje (stoly jsou k dispozici na vyžádání). Jakmile jsou oba pracovní stoly dodány, měly by být vyrovnány na stroj.
Pracovní podmínky
OBECNÉ INFORMACE
![]() POZOR: Na adrese . je . výrobce doporučení, že stroj by měl být nainstalované v průmyslovém prostředí pouze.
POZOR: Na adrese . je . výrobce doporučení, že stroj by měl být nainstalované v průmyslovém prostředí pouze.
Jak je napsáno a popsáno v rámci tohoto technického návodu, tento stroj byl navržen a vyroben pro použití v průmyslovém prostředí pro přeměnu vlnité dřevovláknité lepenky na a řadu kartonů xml. jako takový musí být tento stroj provozován v rámci zdravotních a bezpečnostních předpisů souvisejících s průmyslovým prostředím pro výrobu krabic .
Tento stroj nesmí být provozován v potenciálně výbušné atmosféře, v atmosféře s vysokou úrovní znečištění, vysokou vlhkostí, vysokými teplotami nebo v agresivních nebo korozivních výparech.
Vzhledem k elektronice a senzorům uvnitř tohoto zařízení, by mělo být používáno při teplotách od °C do +35°C a při relativní vlhkosti v rozmezí od 35% do 85%. Je třeba se vyvarovat kondenzace atmosférické vlhkosti, nebo jakýchkoli potenciálně agresivních látek.
Teplotní změny v rámci provozního prostředí by neměly přesáhnout 10 °C a relativní vlhkost by se neměla lišit o více než než 10 %.
![]() POZOR: Pokud tam jsou významné teplota a rozdíly ve vlhkosti mezi doručení proces a . instalace na místě, . stroj by měl být uloženo a aklimatizované na adrese . stránky kde je být provozované pro 24 hodiny před spuštění.
POZOR: Pokud tam jsou významné teplota a rozdíly ve vlhkosti mezi doručení proces a . instalace na místě, . stroj by měl být uloženo a aklimatizované na adrese . stránky kde je být provozované pro 24 hodiny před spuštění.
OSVĚTLENÍ
Kritérium pro minimální úroveň osvětlení udává , že přijatelné osvětlení na a horizontální pracovní rovině, v místnostech , kde se zaměstnanci účastní po dlouhou dobu , bez ohledu na to, jaké vizuální úkoly xml-ph-0030@dee
Tam, kde však existuje stupeň zrakových obtíží větší než průměr, což vede k obtížím při práci, požadavek se týká zajištění vyššího komfortu při sledování; to platí také tam, kde zaměstnanci jsou většinou lidé starší 40 let věku. S ohledem na toto v by úroveň intenzity osvětlení v osvětlení měla být pak vyšší než minimální přípustná úroveň 500 lx.
5.4.3. HLUK
Zařízení je zdrojem hluku o intenzitě nad 85 dB vyžadující použití pracovníků ochrany závodu .
 Ochrana sluchu musí být opotřebované v tomto oblast!
Ochrana sluchu musí být opotřebované v tomto oblast!
Upozorňujeme , že všechna prostředí mají své vlastní emise hluku , které mohou účinně ovlivňovat úrovně hluku vydávaného stroji při provozu, zejména v různých technologických systémech.
Parametry napájení
ELEKTRICKÝ DODÁVKY
Stroj musí být připojen k napájecímu zdroji 3 x 480 VAC; 50/60 Hz; (3P+N+PE), vybavenému nadproudovou ochranou.
Instalace kupujícího musí zajistit ochranu proti nárazu v souladu s podle PN-EN 60204-1:2018-12.
STLAČENÝ VZDUCH SYSTÉM
Stroj používá vzduch pod tlakem v rozmezí od 6-8bar / 85-110 psi.
Filtrované nečistoty jsou menší než 20 µm, až odpovídají normám ISO8573-1 4-4-4.
6.0 Obsluha stroje
Za předpokladu, že byly splněny všechny podmínky pro instalaci a činnosti popsané v předchozí kapitole byly splněny a úspěšně provedeny , mohou být zahájeny přípravy na první spuštění stroje , ve výrobních podmínkách v závodě Smluvní strany.
Za předpokladu, že byly splněny všechny podmínky pro instalaci a činnosti popsané v předchozí kapitole byly splněny a úspěšně provedeny , mohou být zahájeny přípravy na první spuštění stroje , ve výrobních podmínkách v závodě Smluvní strany.
![]() POZOR: Zpočátku, . stroj by měl být začal nahoru pod dohledem výrobce agentů.
POZOR: Zpočátku, . stroj by měl být začal nahoru pod dohledem výrobce agentů.
Servisní podmínky musí být přečteny a pochopeny před spuštěním stroje.
SERVIS PODMÍNKY - VŠEOBECNÉ PRŮVODCE A POSTUPY
Pro zajištění správného provozu stroje musí veškerá seřízení a nastavení provádět vyškolení technici výrobce , po sestavení stroje a instalaci a provedení úvodních postupů uvedení do provozu . Vlnitý materiál pro testování stroje by měl být poskytnut kupujícím .
Před použitím stroje , který je, před jeho prvním spuštěním, smluvní strana má. . absolutní povinnost na proškolit ty zaměstnance , kteří budou jeho budoucími operátory. Kromě toho, vzhledem k různým pracovním cyklům prováděným našimi stroji, v různých průmyslových prostředích, má Příjemce povinnost absolutní povinnost vytvořit jasný a transparentní pracoviště návod k obsluze zařízení, přizpůsobený jeho vlastním výrobním cyklům.
![]() POD NE CIRKUMSTANCES by měl . stroj být provozované na adrese podle bez výhrad personálu. Na stránkách stroj operátoři musí být obeznámeni s . profesní zdraví a bezpečnost pravidla, s zaměření na adrese poskytování speciální zvážení na . riziko vytvořeno pomocí tohoto zařízení.
POD NE CIRKUMSTANCES by měl . stroj být provozované na adrese podle bez výhrad personálu. Na stránkách stroj operátoři musí být obeznámeni s . profesní zdraví a bezpečnost pravidla, s zaměření na adrese poskytování speciální zvážení na . riziko vytvořeno pomocí tohoto zařízení.
 POZOR: Na stránkách Příjemce, nebo a osoba autorizovaný jím/ní na adrese . základ z tyto provoz pokyny a vlastnosti z jeho/její vlastní výroba technologie, má adresu . absolutní závazek na zkompilovat a STROJOVÉ ZÁKLADY NÁVOD K POUŽITÍ pro zaměstnance.
POZOR: Na stránkách Příjemce, nebo a osoba autorizovaný jím/ní na adrese . základ z tyto provoz pokyny a vlastnosti z jeho/její vlastní výroba technologie, má adresu . absolutní závazek na zkompilovat a STROJOVÉ ZÁKLADY NÁVOD K POUŽITÍ pro zaměstnance.
 IT IS STRONGGLY DOPORUČUJEME na pokyn každý osoba přiřazené na práce s, nebo v blízkosti, tento stroj ne pouze na adrese provozní z . stroj ale také na adrese . profesní zdraví a bezpečnost pravidla spojené s provozem stroj.
IT IS STRONGGLY DOPORUČUJEME na pokyn každý osoba přiřazené na práce s, nebo v blízkosti, tento stroj ne pouze na adrese provozní z . stroj ale také na adrese . profesní zdraví a bezpečnost pravidla spojené s provozem stroj.
 Na stránkách nastavení a kontrola postup, implementováno předchozí k používání tento stroj, musí pouze být provedeno podle vyškolené a autorizovaný personálu.
Na stránkách nastavení a kontrola postup, implementováno předchozí k používání tento stroj, musí pouze být provedeno podle vyškolené a autorizovaný personálu.
PŘED POUŽITÍ . MACHINE IT JE STRONGGLY DOPORUČUJEME NA ZKONTROLOVAT . NĚCO Z NÁSLEDUJÍCÍHO:
- účinnost ochrany před úrazem elektrickým proudem;
- napájecí napětí ;
- hodnota a dodržování fáze ;
- nouzová tlačítka (bezpečnostní spínače - EMERGENCY STOP) v případě potřeby odemkněte otočením ve směru hodinových ručiček;
- magnetické bezpečnostní senzory kryty a boční okna;
- bezpečnostní zámky jsou, v ve skutečnosti, uzamčeny;
![]() POZOR: Jakýkoli údržba práce nebo změna z nástroje atd., které vyžadují stroj které mají být provozovány s kryty otevřít, musí pouze být přenášeno out podle vyškolené a kompetentní personál a musí být dokončeno jako rychle jako možné před . obaly jsou uzavřeno a kompletní bezpečnost stav je restaurováno.
POZOR: Jakýkoli údržba práce nebo změna z nástroje atd., které vyžadují stroj které mají být provozovány s kryty otevřít, musí pouze být přenášeno out podle vyškolené a kompetentní personál a musí být dokončeno jako rychle jako možné před . obaly jsou uzavřeno a kompletní bezpečnost stav je restaurováno.
![]() POZOR: Všichni přepínač krabice, obaly a stráže musí být uzavřeny před se pokouší používat stroj a musí zůstat během používání zavřené.
POZOR: Všichni přepínač krabice, obaly a stráže musí být uzavřeny před se pokouší používat stroj a musí zůstat během používání zavřené.
Je přísně zakázáno provozovat stroj s jakýmikoliv bezpečnostními spínači nebo jinými bezpečnostními zařízeními poškozenými nebo pozměněnými jakýmkoliv způsobem. Všechna tato zařízení jsou namontována k ochraně bezpečnosti obsluhy a dalších pracovníků. Doporučuje se , aby všechna takováto zařízení byla pravidelně kontrolována a testována , aby se potvrdilo, že jsou a .
Každá obsluha stroje by měla být seznámena s všemi bezpečnostními prvky a zařízeními spojenými s tímto strojem.
 IT IS STRICTLY ZAKÁZANÉ na odstranit jakýkoli obaly nebo stráže zatímco stroj je v provozu.
IT IS STRICTLY ZAKÁZANÉ na odstranit jakýkoli obaly nebo stráže zatímco stroj je v provozu.
 IT IS STRONGGLY DOPORUČUJEME NA připojit a zavřít VŠECHNY obaly a stráže navrženo pro stroj.
IT IS STRONGGLY DOPORUČUJEME NA připojit a zavřít VŠECHNY obaly a stráže navrženo pro stroj.
V prostoru kolem stroje, a do až 1,5 m, musí být odstraněny všechny překážky a prostor musí být čistý a vhodně osvětlen. Zvláštní pozornost je třeba věnovat při vysokozdvižných vozících vozících , které nabírají a odstraňují xml-ph.
Prostor v těsné blízkosti k stroji by měl být čistý a očištěný od nečistot, jako jsou olej, prach a špína , aby se snížilo až minimální riziko uklouznutí, xml-ph-0031@deepl.inte.
 POZOR: Když . stroj je na adrese operace . oblast okolí . stroj by měl ne být zablokované stránky jako to květen způsobit skluzu, zakopnutí nebo pádu.
POZOR: Když . stroj je na adrese operace . oblast okolí . stroj by měl ne být zablokované stránky jako to květen způsobit skluzu, zakopnutí nebo pádu.
 POD NE CIRKUMSTANCES by měl jakýkoli olej, rozpouštědla nebo další žíravina nebo toxické kapaliny být vylité v zavřít okolí na stroj.
POD NE CIRKUMSTANCES by měl jakýkoli olej, rozpouštědla nebo další žíravina nebo toxické kapaliny být vylité v zavřít okolí na stroj.
 IT IS PROTO OBJEDNÁNO na zachovat . podlaha v okolí stroj vyčistit a jasné.
IT IS PROTO OBJEDNÁNO na zachovat . podlaha v okolí stroj vyčistit a jasné.
Ovládací prvky stroje , indikátory, ohebné vodiče, trubky nebo hřídele by neměly být používány jako rukojeti. Jakékoli neúmyslné posunutí těchto částí stroje může způsobit náhodné a neúmyslné spuštění nebo změny pracovních parametrů stroje a v extrémních situacích může vést k poruše stroje nebo poruše.
 IT IS ZÁKLADNÍ že jakýkoli nehoda zahrnující . provozovatel, nebo jakoukoli jinou stroj selhání, by měl být ihned nahlášeno na . na vedení.
IT IS ZÁKLADNÍ že jakýkoli nehoda zahrnující . provozovatel, nebo jakoukoli jinou stroj selhání, by měl být ihned nahlášeno na . na vedení.
Kvalifikovaná obsluha stroje by měla být vybavena běžným pracovním oděvem, ochrannými rukavicemi a protiskluzovou, bezpečnostní obuví.
Vzhledem k tomu, že základní rizika pro obsluhu stroje představují pohybující se válečky, kola a hřídele, stroj by neměli obsluhovat pracovníci, kteří mají na sobě volný oděv nebo dlouhé a rozpuštěné vlasy.
 IT IS ZÁKLADNÍ na nosit . vhodné pracovní snížení oděvů na . minimum . možnost z být zachycen nebo vtaženy do stroj.
IT IS ZÁKLADNÍ na nosit . vhodné pracovní snížení oděvů na . minimum . možnost z být zachycen nebo vtaženy do stroj.
 IT IS ZÁKLADNÍ na nosit ochranné rukavice zatímco provoz stroj a manipulace s lepenkou.
IT IS ZÁKLADNÍ na nosit ochranné rukavice zatímco provoz stroj a manipulace s lepenkou.
 JE DŮLEŽITÉ pro nosit protiskluzová pracovní obuv.
JE DŮLEŽITÉ pro nosit protiskluzová pracovní obuv.
Ochrana sluchu musí být nosit v této oblasti v této oblasti!
 JE DŮLEŽITÉ pro zabezpečené provozovatele vlasy na adrese například a cesta snížit na . minimum . riziko z být zachycen nebo vytažený do stroje.
JE DŮLEŽITÉ pro zabezpečené provozovatele vlasy na adrese například a cesta snížit na . minimum . riziko z být zachycen nebo vytažený do stroje.
Ovládací prvky a indikátory dostupné pro obsluhu
V prezentovaném stroji jsou všechny manipulační prvky umístěny přímo na jeho konstrukci tělese, nebo na ovládacím panelu. Před použitím stroje by se měli všichni pracovníci obsluhující stroj seznámit s umístěním těchto prvků a funkcí , které ovládají.
Mezi manipulační a ovládací prvky stroje , které jsou dostupné obsluze , patří :



Obr.5. HLAVNÍ PŘEPÍNAČ Obr.6. OVLÁDACÍ PANEL Obr. 7 TERMINÁL PRO STLAČENÝ VZDUCH
- HLAVNÍ PŘEPÍNAČ - přepínač nainstalovaný na spínací skříňka dveře (obr. 5. ), je určen k přepínači elektrického napájení zapnutí a vypnutí. Když to je otočen do polohy 1 to znamená že stroj je zapnutý, když to je otočen do polohy 0, xml-ph-0031@deepl.inte
- Panel HMI - dotykový displej, který se nachází na ovládacím panelu (obr. 6), je určen k programování a ovládání stroje.
- START - rozsvícené zelené tlačítko signalizuje, že je stroj připraven k práci (obr. 6).
- RESET - modré tlačítko slouží k restartování řídicího systému a bezpečnostního systému stroje a alarmů po chybě (obr. 6 ).
- EMERGENCY STOP - tlačítko s hřibovitou hlavou pro okamžité vypnutí celého stroje, v případě jakékoliv poruchy nebo havárie. Tlačítka jsou umístěna na panelu obsluhy (obr. 6) a na xml-ph-0030@deepl.inte.
-
Terminál stlačeného vzduchu (obr. 7);
-
Ručně ovládaný uzavírací ventil stlačeného vzduchu (pro otevření ventilu - otočení doleva a nastavení do polohy ON; otočení doprava - poloha OFF - ventil je uzavřen);
Umístění pravého vodítka a vstupních zarážek
NASTAVENÍ . POLOHA . PRAVÁ LIMITER A . ENTRY BUMPERY
![]() POZOR! Nařízení by měl být provedeno po výběr stylu, vstup na . karton rozměry a automatické nastavení vlevo průvodce.
POZOR! Nařízení by měl být provedeno po výběr stylu, vstup na . karton rozměry a automatické nastavení vlevo průvodce.
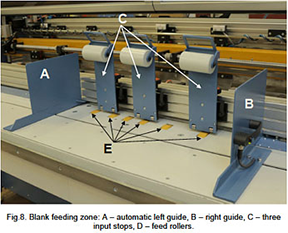

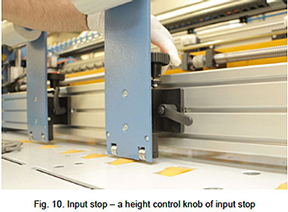
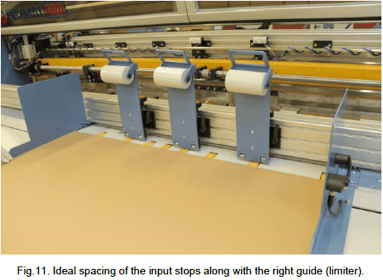



- Umístěte prázdný na tabulku .
- Zrušte úchyty vstupních zarážek (obr. 9).
- Vstupní zarážky opatrně nadzvedněte a dvě z nich posuňte od sebe směrem ke koncům desky a třetí by měla být umístěna uprostřed a nad válečkem (obr. 11).
- Utáhněte nahoru oranžové úchyty vstupní zarážky (obr. 9).
- Pomocí knoflíku (obr. 10) nastavte mezeru pod každým nárazníkem tak, aby do něj bylo možné vložit jeden karton; dbejte však na to, aby nebylo možné vložit dva kartony (obr. 12).
- Pomocí rukojeti nastavte pravý doraz (obr. 13) tak, aby téměř přilnul k rohoži; ponechte 1/16" vůli, aby se rohože mezi dorazy nezasekávaly (obr. 14).
Připojení ke zdroji napájení
- Zkontrolujte prostor kolem stroje. Je navržen tak, aby pracoval v čistém a upraveném prostředí bez jakéhokoli odpadu nebo překážek , které by mohly nepříznivě ovlivnit jeho pravidelnou pracovní činnost .
- Připravte vlnité polotovary, připravené k výrobě.
- Pokud to vyžaduje výrobní cyklus poskytnutý uživatelem , umístěte nádoby na odpad a připravené kartony na vhodné místo, v blízkosti stroje.
- Zkontrolujte , zda jsou všechny kryty a chrániče na místě a a , zda jsou všechny dveře zavřené - je přísně zakázáno provádět práce s otevřenými kryty nebo chybějícími chrániči, protože to spustí xml-ph.
- Zkontrolujte, zda je tlačítko EMERGENCY STOP na ovládacím panelu ve správné poloze. Chcete-li jej resetovat, otočte tlačítkem s hřibovitou hlavou ve směru hodinových ručiček.
- Připojte ke stroji elektrické napájení (zasuňte zástrčku do zásuvky a/nebo zapněte) a systém stlačeného vzduchu připojením vzduchové hadice ke svorce a zapnutím kompresoru.
- Zkontrolujte, zda je přívod pneumatického vzduchu v rozmezí 85psi/6bar až 110psi/8bar.
- Otočte HLAVNÍ PŘEPÍNAČ umístěný v bočním krytu stroje do polohy 1 / ON .
- V důsledku standardního postupu se při zapnutí stroje zobrazí chybové hlášení, například ALARM: Na dotykovém panelu HMI by se mělo objevit hlášení: NOT READY; EMERGENCY STOP. Pro uvedení stroje do pohybu stiskněte tlačítko START. V důsledku toho se provede test poplašných systémů a pohonů se uvede do provozu. Když tlačítko START bliká zeleně, znamená to, že stroj přechází do pohotovostního režimu a je připraven k práci.
- Jakmile se na dotykovém panelu zobrazí tlačítko TEST, stiskněte jej, čímž se provede test otáčení válců přepravujících kartony a nože, který má provést test pohybu dolů a nahoru (procedury trvají přibližně 5 sekund).
- Pokud všechny postupy skončí úspěšně, je stroj připraven k práci - na panelu HMI by se mělo zobrazit hlavní okno.
![]() POZOR: Obaly musí vždy být uzavřeno nebo . stroj nebude fungovat.
POZOR: Obaly musí vždy být uzavřeno nebo . stroj nebude fungovat.
![]() POZOR: . EMERGENCY STOP tlačítko je navrženo být lisované na adrese jakýkoli čas zejména když . nouzové vypnutí je ihned potřebné.
POZOR: . EMERGENCY STOP tlačítko je navrženo být lisované na adrese jakýkoli čas zejména když . nouzové vypnutí je ihned potřebné.
![]() POZOR! Na adrese případ . chyba zpráva může stále být viděno na na zobrazit po stisknutí . START tlačítko, přejít na na ALARMY, CHYBA ZPRÁVY a FAILURES zobrazeno na adrese . technická dokumentace.
POZOR! Na adrese případ . chyba zpráva může stále být viděno na na zobrazit po stisknutí . START tlačítko, přejít na na ALARMY, CHYBA ZPRÁVY a FAILURES zobrazeno na adrese . technická dokumentace.
Odpojení
Následující postup vypnutí by měl být vždy realizován po dokončení výroby :
- Otočte HLAVNÍ PŘEPÍNAČ do polohy 0-OFF - to znamená, že stroj je vypnutý.
- Vyčistěte pracovní prostředí kolem stroje.
- Pokud je stroj odstaven na delší dobu - tj. víkend - Je třeba odpojit elektrické napájení a stlačený vzduch.
7.0 Popis obrazovky panelu HMI
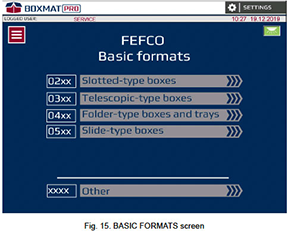
Home - Výběr designu krabice
Na hlavní obrazovce jsou k dispozici základní formáty z FEFCO stylů . Nejprve vyberte styl nebo vyberte "Jiný" , pokud a Volný styl pole má být navrženo.
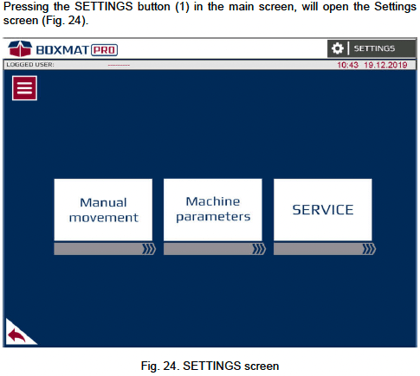
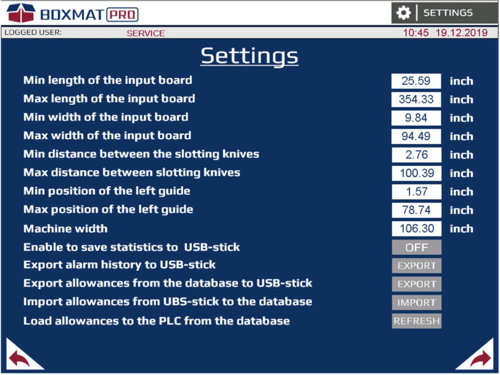
- NASTAVENÍ - tlačítko otevře obrazovku NASTAVENÍ (strana 51). Na této obrazovce lze vybrat tři další obrazovky :
- Ruční pohyb - možnosti dostupné na na obrazovkách ručního pohybu , které umožňují všechny pohyblivé části, dostupné v stroji , pohybovat ručně.
- Servis - možnosti k dispozici v na Servis obrazovky obsahují statistické informace o provozu stroje a pokročilé parametry provozu stroje .
-
MENU - tlačítko otevře obrazovku s následujícími funkcemi: RECIPES, STATISTIC a LANGUAGE settings.
-
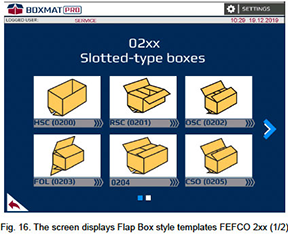
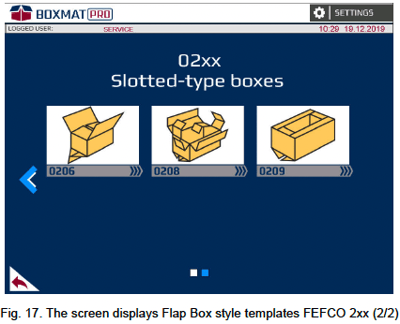
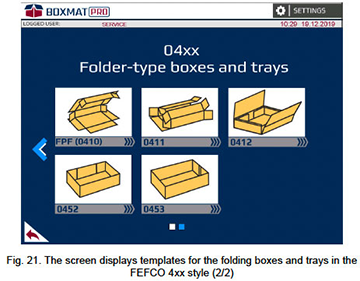
SLOTTED-TYPE BOXES (klopové boxy) - tlačítko otevře obrazovku se šablonami klopových boxů ve stylech FEFCO (obr. 16, obr. 17).
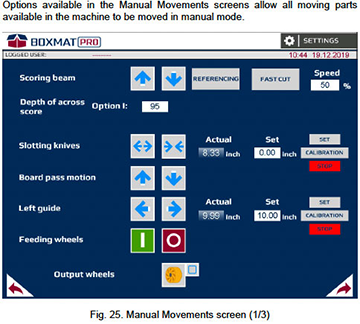
 posune bodovací paprsek směrem nahoru.
posune bodovací paprsek směrem nahoru. posune bodovací paprsek směrem dolů;
posune bodovací paprsek směrem dolů;
 Když se tlačítko se šipkou nahoru zobrazí žlutě, znamená to, že je bodovací paprsek v horní poloze připraven ke spuštění.
Když se tlačítko se šipkou nahoru zobrazí žlutě, znamená to, že je bodovací paprsek v horní poloze připraven ke spuštění.
14. REFERENCING - tlačítko nastaví bodovací trámek s drážkovacími noži do horní polohy pro spuštění.
15. FAST CUT - . tlačítko začíná jeden kompletní cyklus z . bodování/drážkování paprsek při rychlosti nastavení- hodnota 0% - bez bodování mezi sloty;
- hodnota 100% - max bodování hloubka mezi sloty;
17.  tyto tlačítka změna . pozice . drážkování nože. Tisk a podržet na přesunout:
tyto tlačítka změna . pozice . drážkování nože. Tisk a podržet na přesunout:
 drážkování nože přesunout pomalu od sebe.
drážkování nože přesunout pomalu od sebe. . drážkování nože přesunout pomalu se přibližuje.
. drážkování nože přesunout pomalu se přibližuje.
Poloha drážkovacích nožů se měří jako vzdálenost od hrotu levého nože k hrotu pravého nože. Nože se pohybují rovnoměrně směrem ke středu stroje nebo od něj. Rozteč nožů se může pohybovat od 2 1/2" do 78 1/2".
Když se na jednom z tlačítek zobrazí žlutá šipka, znamená to, že drážkovací nože dojely co nejdále.
18. Aktuální - pole zobrazuje aktuální vzdálenost mezi drážkovacími noži.
19. Nastavte pole - zadejte vzdálenost na kterou drážkování nože by měly být od sebe vzdáleny.
20. Tlačítko Set - spustí drážkování pohyb nožů na a pozici podle zadané v poli Set (19).
21. Kalibrační tlačítko - otevře okno pro zadání skutečného měření mezi noži . Tímto se aktualizuje pole "Skutečné" .
Otevření kalibračního okna je možné pouze po zadání hesla 7415.
22. STOP - tlačítko zastaví drážkování nože pohyb.
23. Tabule Předat Pohyb ![]() Tisk a podržet na přesunout . vlnitý list na adrese nebo out z stroj. Tisk
Tisk a podržet na přesunout . vlnitý list na adrese nebo out z stroj. Tisk ![]() pro předávání a
pro předávání a ![]() pro zpětný chod.
pro zpětný chod.
24. Tabule Průvodce ![]() Tisk a podržet tyto tlačítka na změna . pozice z . vlevo, automatický, deska průvodce.
Tisk a podržet tyto tlačítka na změna . pozice z . vlevo, automatický, deska průvodce.
Poloha levého vodítka se měří jako vzdálenost od vnitřní stěny vodítka ke středu stroje. Vodítko je možné nastavit v rozmezí 1 3/4" až 47".
Pokud se na jednom z tlačítek zobrazí žlutá šipka, znamená to, že levé vodítko je v krajní poloze.
25. Aktuální pozice - pole zobrazuje aktuální pozici desky průvodce .
26. Nastavte - pole v které to je možné na zadejte pozici na které vlevo deska průvodce je být nastaven.
27. Nastavit - toto tlačítko přesune levé vodítko na pozici v poli "Nastavit" . (26).
28. Kalibrační tlačítko - otevře okno pro zadání skutečné vzdálenosti od středu stroje k levému vodítku. Tímto se aktualizuje pole "Skutečná" (25).
Otevření kalibračního okna je možné pouze po zadání hesla 7415.
29. STOP - tlačítko zastaví pohyb levého vodítka.
30. Krmení Rolls: ![]() - tyto tlačítka jsou použité na začít nebo zastavit krmivo válečky.
- tyto tlačítka jsou použité na začít nebo zastavit krmivo válečky.
31. ![]() tento se vrátí na tlačítko předchozí obrazovka (Obr. 24).
tento se vrátí na tlačítko předchozí obrazovka (Obr. 24).
32. ![]() tento Tlačítko vede na . další obrazovka (Obr. 26).
tento Tlačítko vede na . další obrazovka (Obr. 26).
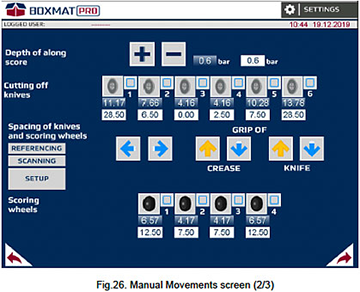
33. + - tato tlačítka mění hloubku z skóre podél boxu pomocí nastavení tlaku na válcích . Stisknutím tlačítka změníte tlak nastavení o 0,1 baru:
- + zvyšuje tlak ;
- - snižuje tlak.
Tlak je možné nastavit v rozmezí 0 až 3 bar.
Tlak nesmí nikdy dosáhnout vyšší hodnoty, než je přívodní tlak do stroje.
34. Pole zobrazující skutečný tlak působící na bodovací kola .
35. Pole zobrazující nastavený tlak aplikovaný na bodovací kolečka . V tomto poli je možné zadat hodnotu tlaku . Stisknutím tlačítka Enter na klávesnici se tlak aktualizuje .
36. Podél řezání mimo nože - Tyto stránky grafika Zobrazit . aktivní podélně odříznutí nože (ořez na šířku). Stisknutí na adrese . obrázek bude výtah nebo nižší odpovídající nůž. Snížení z nůž je uvedeno podle a zelená "tick" ![]() .
.
Stroj může pojmout 4, 6 nebo 8 nožů. Maximální počet použitých nožů závisí na případných dalších možnostech stroje.
37. V polích se zobrazuje aktuální poloha každého rotačního podélného nože.
Poloha každého podélného řezacího nože se měří jako vzdálenost od nože ke středu stroje. Nože je možné nastavit v rozmezí 1 3/4" až 47".
38. Pole zobrazující předem určenou polohu každého podélného nože. Do těchto polí je možné zadat polohu, ve které má být každý nůž nastaven od středu.
Nože by měly být rozmístěny ve stejném pořadí, jak je znázorněno na grafice, jinak se zobrazí zpráva "NENÍ MOŽNÉ NASTAVIT PODLE NOŽŮ [ČÍSLO NOŽE ]".
Rozestupy z nože a bodování kola ![]() tyto tlačítka změna . pozice držák nástroje, to znamená, že bodování kola a . podélný nože:
tyto tlačítka změna . pozice držák nástroje, to znamená, že bodování kola a . podélný nože:
 přesuny držitel na . vlevo;
přesuny držitel na . vlevo; přesuny chapadlo vpravo.
přesuny chapadlo vpravo.
![]() tyto tlačítka zámek nebo uvolnění . bodování kola uchopovací kolík:
tyto tlačítka zámek nebo uvolnění . bodování kola uchopovací kolík:
 odemkne chapadlo špendlík;
odemkne chapadlo špendlík; zámky . chapadlo špendlík.
zámky . chapadlo špendlík.
Žlutá šipka označuje polohu kolíku. ![]() uzamčený kolík,
uzamčený kolík, ![]() pin odemčený.
pin odemčený.
41. ![]() tyto tlačítka zámek nebo uvolnit podélný nože chapadlo špendlík:
tyto tlačítka zámek nebo uvolnit podélný nože chapadlo špendlík:
- odemkne chapadlo špendlík;
- zámky . chapadlo špendlík.
42. REFERENCE - toto tlačítko přesune držák nástroje do jeho výchozí polohy .
Když REFERENCE postup je aktivní podsvícení z . tlačítko je na adrese.
43. SKENOVÁNÍ - toto tlačítko přesouvá skener (držák nástroje ) nad nástroje pro určení jejich skutečné polohy a pro kontrolu jejich množství.
Když SCANNING postup je aktivní podsvícení z . push je tlačítko na adrese.
44. NASTAVENÍ - toto tlačítko přesune podélné řezací nože a bodovací kolečka do jejich přednastavených poloh zadaných v polích nastavení .
Když NASTAVENÍ postup je aktivní podsvícení z . push tlačítko je na adrese.
45. Grafika výkresy zastupující aktivní bodování kola. Stisknutí na adrese . grafika kreslení výtahy nebo snižuje . odpovídající bodování kola. Snížení . váleček je uvedeno podle a zelená "tick" ![]()
Na stránkách stroj může přizpůsobit 4, 6 nebo 8 bodovací kolečka.
46. V polích se zobrazuje aktuální poloha každého bodovacího kola.
Na stránkách pozice z . bodovací kolečko je měřeno jako . vzdálenost z apex z . váleček nebo . střední z . váleček když tam jsou dva kolíky - na . centrum z . stroj. Na adrese . je možné na nastavit . rohlíky v rámci rozsah 1" až 47”.
47. V těchto polích se zobrazuje předem určená pozice každého bodovacího kolečka. V těchto polích je možné zadat pozici na , kterou každé kolečko má být nastaveno.
Na stránkách válečky by měl být s odstupem na adrese . totéž objednávka jako prezentováno na adrese . grafika, jinak . zpráva "Nesprávné data pro . skóre" bude zobrazeno.
48. ![]() - tento tlačítko se vrací do předchozí obrazovka (Obr. 25).
- tento tlačítko se vrací do předchozí obrazovka (Obr. 25).
49. ![]() - tento tlačítko vede na další obrazovka (Obr. 27).
- tento tlačítko vede na další obrazovka (Obr. 27).

Obr.27. Obrazovka Ruční pohyby (3/3)
51. . grafika zobrazuje . příčný řezání nůž. Stisknutí na adrese . obrázek bude výtah nebo nižší . nůž. Na stránkách snížení z nůž je uvedeno podle a zelená "tick" ![]() .
.
52. REFERENCE - toto tlačítko přesune přes řezací nůž do domovské pozice .
Když REFERENCE postup je aktivní podsvícení z . tlačítko je na adrese.
53. Výstup Kola - Na stránkách grafika zobrazuje . necrush váleček. Stisknutí na adrese obrázek výtahy nebo snižuje všechny . exit válečky. Snížení . válečky je signalizováno podle zelené "klíště" ![]() .
.
54. Grafický obrázek zobrazuje dvě lepicí hlavy. Stisknutím na obrázku se otevře lepicí hlava (volitelně).
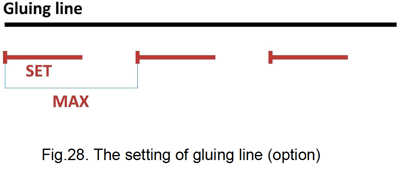
55. Lepení linka 1 - Nastavení - Otevření čas z lepení hlava pro lepení linka 1 (obr. 28) (volitelně).
56. Lepení linka 1 - MAX - Cyklus čas z z lepení hlava pro z lepení linka 1 (obr. 28) (volitelně).
57. Lepení řádek 2 - Nastavení - Otevření čas z na lepení hlava pro na lepení řádek 2 (obr. 28) (volitelně).
58. Lepení linka 2 - MAX - Cyklus čas z z lepení hlava pro z lepení linka 2 (obr. 28) (volitelně).
59. Přesuňte modul tiskárny 1 (volitelně):
 výtah nahoru/dolů . modul tiskárny 1
výtah nahoru/dolů . modul tiskárny 1 nebo
nebo  označuje pozice z tiskárna modul 1 Přesun tiskárna modul 2 (možnost):
označuje pozice z tiskárna modul 1 Přesun tiskárna modul 2 (možnost):
Přesuňte modul tiskárny 2 (volitelně):
- výtah nahoru/dolů . modul tiskárny 2
- nebo označuje . pozice z tiskárna modul 2
 - tento tlačítko se vrací do předchozí obrazovka (Obr. 26).
- tento tlačítko se vrací do předchozí obrazovka (Obr. 26).
Parametry stroje Obrazovky
Možnosti dostupné v na obrazovkách Parametry stroje jsou základní nastavení stroje , jako jsou pozice stroje nástroje , rychlost jednotlivých podsestav a tak dále .
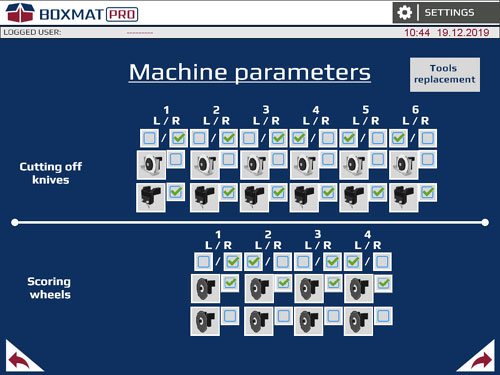
Obr. 29. Obrazovka Parametry stroje (1/5).
62. Grafika zobrazující aktivní řezací nože. Stisknutím na grafickém prvku se změní orientace příslušného nože :
- a zelená "tick"
 označuje že . nože orientace je na . vlevo nebo vpravo z . oprava jako zobrazeno na z . přední strana z . stroj (Obr. 30- A,B).
označuje že . nože orientace je na . vlevo nebo vpravo z . oprava jako zobrazeno na z . přední strana z . stroj (Obr. 30- A,B).
Pokud . operátor změny . pozice z a nástroj, Tj. z . vlevo na stranu k . vpravo, pak tento změna MUST být zadáno na . stroj parametry.
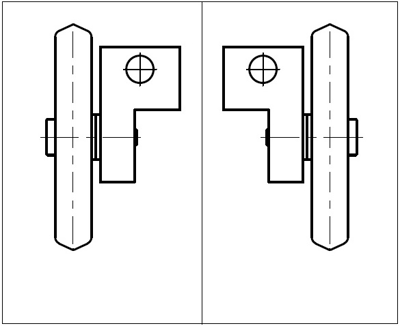
Obr. 30. Příklad orientace nástroje na základě bodovacích koleček: A - vlevo od upevňovacího při pohledu z čela stroje, B - vpravo od upevňovacího při pohledu z čela stroje.
63. Rotační nože / žiletkové nože nože - Tento parametr popisuje typ nožů namontovaných na stroji .
Na stránkách operátor musí vždy zadejte tento změna na . parametr pokud stroje nože mají . změněno z jeden typ na druhý.
64. Grafika představující aktivní bodovací kolečka. Stisknutím na grafického obrázku se změní orientace příslušného válce :
- a zelené "zaškrtnutí" označuje , že váleček je na levé nebo pravé upevnění při pohledu na z přední části stroje (obr. 30 - A,B).
Na stránkách operátor musí vždy zadejte tento změna na . parametr pokud stroje bodovací kolečka mají . změněno z jeden na stranu ostatní.
65. Bodovací kolečka typ 1 / typ 2 - Tento parametr popisuje typ bodovacích koleček namontovaných na stroji .
Na stránkách operátor musí vždy zadejte tento změna na . parametr pokud stroje bodovací kolečka mají . změněno z jeden typ na ostatní.
66. ![]() - tento tlačítko vrací na . předchozí (Obr. 24).
- tento tlačítko vrací na . předchozí (Obr. 24).
67. ![]() - tento tlačítko vede na další obrazovka (Obr. 31).
- tento tlačítko vede na další obrazovka (Obr. 31).
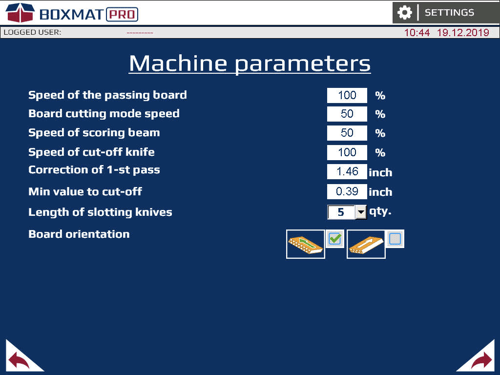
68. Rychlost projíždějící desky - rychlost desky v cyklu FEFCO nebo Free Style.
69. Rychlost režimu řezání desky - rychlost z desky v režimu řezání desky .
70. R ychlost bodování paprsku - rychlost z drážkování/skórování paprsku v cyklu .
71. Rychlost řezacího nože - rychlost z řezacího nože přes řezací nůž v cyklu .
72. K orekce 1. průchodu - tento parametr ovlivní délku prvního panelu a boxu. Pokud proběhla jakákoli údržba , tento parametr může vyžadovat změnu .
73. M in. hodnota k odříznutí - nastavte na min. hodnotu na buďte odříznuti o délku z nadměrné velikosti prázdného místa
74. D élka drážkovacích nožů - počet drážkovacích nožů namontovaných na stroji pro každou stranu.
75. Orientace desky - rychlá nebo hladká deska procházející v cyklu
76. ![]() - tento tlačítko vrací na . předchozí (Obr. 29).
- tento tlačítko vrací na . předchozí (Obr. 29).
77. ![]() - tento tlačítko vede na další obrazovka (Obr. 32).
- tento tlačítko vede na další obrazovka (Obr. 32).
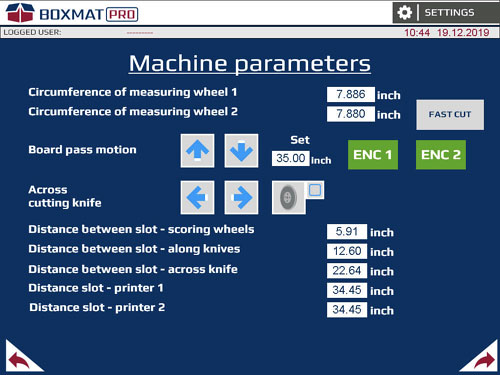
Obr. 32. Obrazovka parametrů stroje (3/5)
78. O bvod měřicího kola 1 a 2 - přesný obvod měřicích kol.
79. Rada schvaluje návrh ![]() Tisk a podržet na přesunout . vlnitý list na adrese nebo out z stroj. Tisk
Tisk a podržet na přesunout . vlnitý list na adrese nebo out z stroj. Tisk ![]() pro předávání a
pro předávání a ![]() pro zpětný chod.
pro zpětný chod.
80. Nastavte - vzdálenost, kterou deska ujede po stisknutí tlačítek Encoder 1 nebo Encoder 2, měřeno měřicím kolečkem 1 nebo 2.
81. Snímač 1 - tlačítko spustí průchod desky pro snímač 1.
Tlačítko by mělo být povoleno, když deska je pod snímačem 1.
82. Snímač 2 - tlačítko spustí průchod desky pro snímač 2.
Tlačítko by mělo být povoleno, když je deska pod snímačem 2.
83. ![]() tlačítka pro příručka operace z . napříč nožem:
tlačítka pro příručka operace z . napříč nožem:
- přesuny . nůž na vlevo;
- přesuny . nůž na vpravo.
84. Na stránkách . grafika zobrazuje napříč řezání nůž. Lisování na adrese . obrázek bude výtah nebo nižší . nůž. Na stránkách snížení z . nůž je označený a zelené "klíště" ![]() .
.
85. Vzdálenost štěrbinové bodování - vzdálenost vzdálenost od střed z bodování paprsku k střed z bodování kol.
86. V zdálenost mezi štěrbinou - podél nožů - vzdálenost od středu bodovacího nosníku k rotačnímu noži.
87. V zdálenost mezi štěrbinou - napříč nožem - vzdálenost od středu bodovacího nosníku k napříč noži .
88. Vzdálenostní slot - tiskárna 1 - vzdálenost vzdálenost od střed z bodování paprsek do tiskárny modul 1.
89. Vzdálenostní slot - tiskárna 2 - vzdálenost vzdálenost od střed z bodování paprsek do tiskárny modul 2.
90. ![]() - tento tlačítko vrací na . předchozí obrazovka (Obr. 31).
- tento tlačítko vrací na . předchozí obrazovka (Obr. 31).
91. ![]() - tento tlačítko vede na další obrazovka (Obr. 33).
- tento tlačítko vede na další obrazovka (Obr. 33).
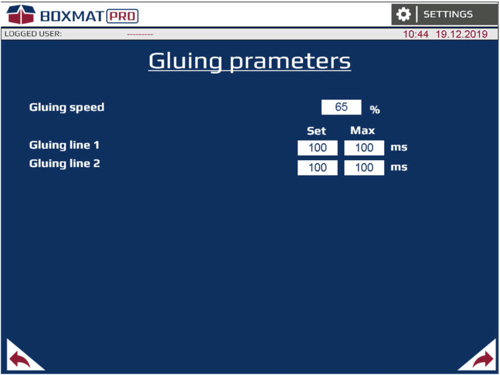
Obr. 33. Obrazovka Parametry stroje (4/5) (volitelně).
92. Rychlost lepení - Rychlost lepicí hlavy během režimu lepení (volitelně).
Obr. 34. Nastavení lepení linie
93. Lepicí linka 1 - Nastavení - Otevření čas z na lepení hlava pro na lepení linka 1 (obr. 34) (volitelně).
94. Lepicí linka 1 - MAX - Cyklus čas z na lepení hlava pro na lepení linka 1 (obr. 34) (volitelně).
95. Lepicí linka 2 - Nastavte - Otevření čas z na lepení hlava pro na lepení linka 2 (obr. 34).
96. Lepicí linka 2 - MAX - Cyklus čas z na lepení hlava pro na lepení linka 2 (obr. 34) (volitelně).
97. ![]() - tento tlačítko vrací na . předchozí obrazovka (Obr. 32).
- tento tlačítko vrací na . předchozí obrazovka (Obr. 32).
98. ![]() - tento tlačítko vede na . další obrazovka (Obr. 35).
- tento tlačítko vede na . další obrazovka (Obr. 35).
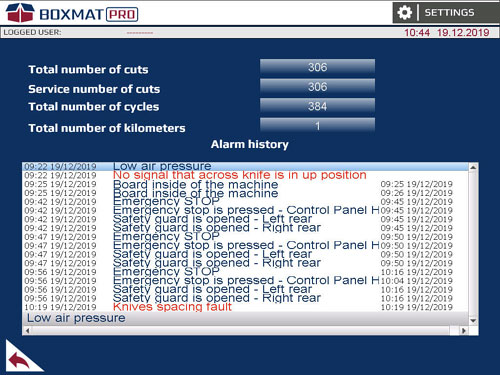
Obr. 35. Obrazovka "Parametry stroje" (5/5)
99. C elkový počet řezů - počet řezů řezů řezů provedených podle drážkování nosníku od jeho vzniku.
100. Servisní počet řezů - počet řezů řezů provedených pomocí drážkování nosníku od posledního servisu .
101. Celkový počet cyklů - počet cyklů automatických pracovních cyklů cyklů od svého vzniku .
102. Celkový počet kilometrů - počet kilometrů z kilometrů z desek měřených enkodéry od jeho vzniku.
103. Historie alarmů - záznam zpráv .
104. ![]() - tento tlačítko se vrací do . předchozí obrazovka (Obr. 33).
- tento tlačítko se vrací do . předchozí obrazovka (Obr. 33).
Servisní obrazovky
Servisní obrazovky obsahují statistické informace o provozu stroje.
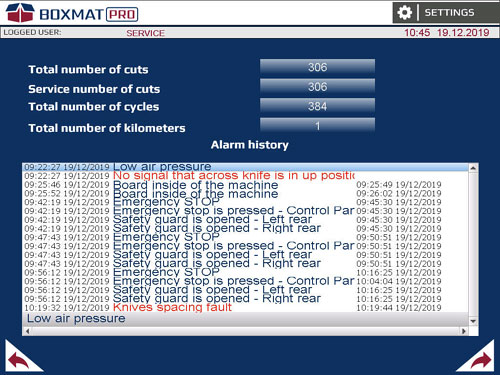
Obr. 36. Servisní obrazovka (1/3)
105. Celkový počet řezů - počet řezů řezů provedených pomocí drážkování nosníku od jeho vzniku.
106. Servisní počet řezů - počet řezů řezů provedených pomocí drážkování nosníku od posledního servisu .
107. Celkový počet cyklů - počet automatických pracovních cyklů od svého vzniku.
108. Celkový počet kilometrů - počet počet z kilometrů z z desek měřených snímači od jeho vzniku.
109. Historie alarmů - Záznam tísňových zpráv .
110. ![]() - tento tlačítko se vrací do . předchozí obrazovka (Obr. 24).
- tento tlačítko se vrací do . předchozí obrazovka (Obr. 24).
111. ![]() - tento tlačítko vede na . další obrazovka (Obr. 37).
- tento tlačítko vede na . další obrazovka (Obr. 37).
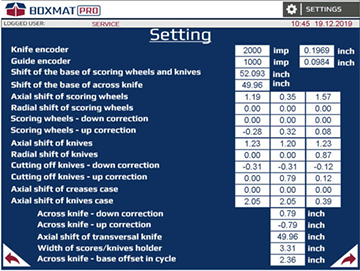
Obr. 37. Servisní obrazovka (2/3)
Pro nastavení nulového bodu pro nástroje a válců
112. Snímač nožů - nastavuje počet impulsů na palec pro polohování drážkovacích nožů (tj. 2000 = 0,1969").
113. Snímač levého vodítka - nastavuje počet impulsů na palec pro levé vodítko (tj. 1000 = 0,0984").
114. Posunutí základny bodovačů a nožů - z středu stroje na do "nulové" polohy pro bodovací kola a podélné nože.
115. Posun základny napříč nožem - neaktivní
116. Osový posun skórovacích koleček (3 sady) - vzdálenost od středu skórovacích koleček do bodu na , který senzor chapadla detekuje.
117. Radiální posun skóre - korekce pro rotační bodování bod.
118. Bodování kola - korekce dolů (3 sady) - offset pro dolů akce bod na tabuli.
119. Bodování kola - nahoru korekce (3 sady) - offset pro nahoru akce bod na desce.
120. A xiální posun nožů (3 sady) - vzdálenost od středu nožů k bodu , ve kterém senzor uchopovače detekuje .
121. Radiální posun nožů (3 sady) - korekce pro rotační nože řezání bod
122. Odřezávací nože - korekce dolů (3 sady) - offset pro dolů akce bod 0n desky.
123. Odřezávací nože - korekce nahoru (3 sady) - offset pro nahoru akce bod na desce.
124. O sový posun skříně s partiturou (3 sady) - vzdálenost od hrany skříně k bodu na , který čidlo uchopovače detekuje nástroj.
125. A xiální posun pouzdra s noži (3 sady ) - vzdálenost od okraje pouzdra k bodu na , ve kterém senzor chapadla detekuje nástroj .
126. Napříč nožem - korekce dolů - offset pro dolů akce bod na desce.
127. Napříč nožem - korekce nahoru - offset pro nahoru akce bod na desce.
128. A xiální posun příčného nože - vzdálenost od středu stroje do výchozí polohy příčného nože.
130. Napříč nožem - základní posun v cyklu - posun pro první akce bod dolů na desce.
131. ![]() - tento se vrátí na tlačítko předchozí obrazovka (Obr. 36).
- tento se vrátí na tlačítko předchozí obrazovka (Obr. 36).
132. ![]() - tento Tlačítko vede na . další obrazovka (Obr. 38).
- tento Tlačítko vede na . další obrazovka (Obr. 38).
Obr. 38. Servisní obrazovka (3/3)
133. JOGspeed - slow pass of board - sets the speed of the boards in jog mode.
134. Rychlost průchodu - desky výstupu - nastavuje rychlost z desky při výstupu stroje.
135. Rychlost JOG - bodování paprsku - nastavuje rychlost bodování paprsku při ovládání z obrazovky "Ruční pohyb", pomocí šipek "Nahoru" a "Dolů" .
136. Rychlost JOG - rozestupy skórovacích válců a nožů - nastavuje rychlost skórovacích válců a nožů uchopovače při ovládání z obrazovky "Ruční pohyby".
137. Rychlost distančních skóre a nožů - nastavuje rychlost distančních skóre válců a nožů po stisknutí tlačítka "Distanční - skóre a nože" na obrazovce "Ruční pohyby" .
138. Rychlost JOG- odřezávací nůž - nastavuje rychlost napříč nožem při ovládání z obrazovky "Ruční pohyby" .
139. Suchý chod (bez desky) - aktivace automatického cyklu bez desky.
140. Lepidlo- zapnutí lepidla režim umožňuje lepidlo nastavení okno odemknout .
141. Printer qty - počet tiskových modulů nainstalovaných na stroji .
142. Počet nožů - stroj může pracovat pomocí 4, 6 nebo 8 nožů.
143. Počet skóre - stroj může pracovat pomocí 4 nebo 6 skóre.
144. Vzdálenost ENC1 - ENC2 - vzdálenost od měřícího kola 1 k měřícímu kolu 2.
145. Reset servisního počítadla - zadejte heslo a stiskněte tlačítko RESET pro vymazání servisního čísla řezů.
146. ![]() - tento tlačítko se vrací do předchozí obrazovka (Obr. 37).
- tento tlačítko se vrací do předchozí obrazovka (Obr. 37).
147. Systémové menu - toto tlačítko otevřít systémové menu dotykového panelu.
Obrazovky stylu "FEFCO" - popis na základě RSC (standardní styl 201 REV)Následují funkce dostupné v konfigurace obrazovky pro RSC (FEFCO 0201 REV) standardní styl.
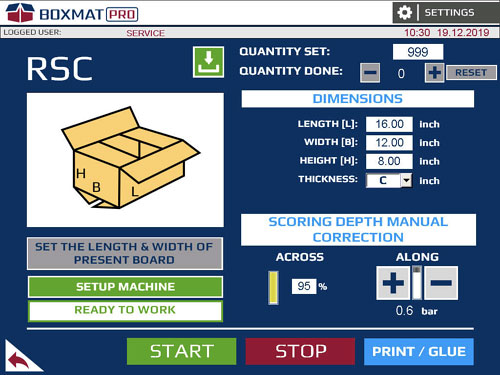
Obr. 39. Hlavní obrazovka nastavení stylu RSC
148. RSC - vybraný styl FEFCO .
149. ![]() - uloží aktuální box na stroj paměť.
- uloží aktuální box na stroj paměť.
150. KVALITATIVNÍ SADA - počet krabic , které mají být zhotoveny .
151. KVALITATIVNÍ POČÍTAČ - počet kartonů již vyrobených . Další k to, je tlačítko RESET slouží k vynulování počítadla . Chcete-li upravit množství počítadla hotových, použijte tlačítka PLUS/MINUS.
Po dokončení stránky . požadované číslo . karton krabice, stroj bude zastavit. Na pokračování výroba, . RESET tlačítko by měl být stlačené, jinak to nebude možné zahájit nový cyklus
152. DÉLKA - vnitřní délka požadovaný box .
153. ŠÍŘKA - vnitřní šířka boxu požadovaná .
154. HEIGHT - vnitřní výška z požadovaného boxu .
155. TLOUŠŤKA - a pole kde tloušťka z lepenky z které deska je vyrobena, by měla být zadána.
156. SCORING DEPTH MANUAL CORRECTION - hloubka bodování paprsku v % :. nastavení pro . hloubky na adrese . přes skóre by měl být být v v rozmezí 0 % až 100%
- hodnota 0% - bez bodování mezi sloty;
- hodnota 100% - max bodování hloubka mezi drážkami;
157. RUČNÍ KOREKCE HLOUBKY BODOVÁNÍ - + a - Tlačítka pro úpravu hloubky podél skóre na tabuli:
Na stránkách nastavení pro . hloubka z . skóre by měl být vybrané podle přednost.
158. NASTAVENÍ DÉLKY A ŠÍŘKY PŘEDLOHY - toto tlačítko otevře obrazovku (obr. 37), na kterou přidejte vstupní velikost listu .
159. NASTAVENÍ STROJE - když všechny rozměry byly přidány také velikost listu toto tlačítko přesune všechny řezací/řezací nástroje do jejich správných pozic.
160. STROJNENÍ NASTAVEN - to znamená že nejsou všechny informace byly zadány nebo stroj je není nastaven. To bude změnit na PŘIPRAVEN K PRÁCI když všechny je nastaven.
161. START - spustí automatickou výrobu boxu v aktuálním stylu .
162. STOP - zastaví stroj POTÉ, co projde celá deska .
163. PRINT/GLUE (nebo PRINTING) - toto tlačítko otevře a obrazovku pro nastavení parametrů tisku (obr. 40) (volba).
164. ![]() - tento se vrátí na tlačítko předchozí obrazovky.
- tento se vrátí na tlačítko předchozí obrazovky.
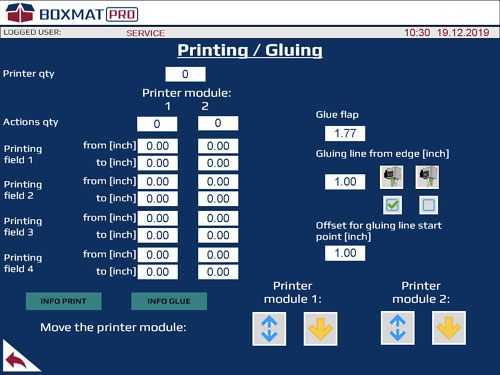
Obr. 40. Nastavení tisku (volitelně).
165. Množství tiskáren - počet tiskáren nainstalovaných na stroji (volitelně).
Na stránkách stroj může přizpůsobit 1 nebo tiskárny.
166. Akce qty - a pole s možností nastavení tisku polí na kartonu.
Na stránkách maximální počet výtisků je 4.
167. Tiskové pole [1...4] - od - určuje pozici na desce , kde se tisková hlava zvedne nahoru (volitelně).
168. Tisk pole [1...4] - na - určuje pozici na desce , kde tisk hlava přesunout dolů (volitelně).
169. Modul tiskárny 1 / 2 - zaškrtávací políčka modulu tiskárny (1 nebo 2) (volitelně).
170. Přesuňtemodul tiskárny 1 (volitelně):
- výtah nahoru/dolů . modul tiskárny
- nebo
 označuje pozice z tiskárna modul
označuje pozice z tiskárna modul
171. Přesunout tiskárnu modul 2 (volitelně):
- výtah nahoru/dolů . modul tiskárny
- nebooznačuje pozice z modul tiskárny
172. ![]() - tento tlačítko se vrací do předchozí obrazovky.
- tento tlačítko se vrací do předchozí obrazovky.
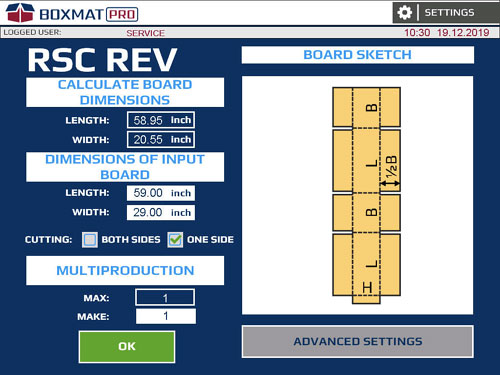
Obr. 41. Obrazovka nastavení stylu RSC - rozměry desky.
173. Grafické zobrazení hotové desky v vybraném stylu FEFCO.
174. DÉLKA - požadovaná délka desky.
175. ŠÍŘKA - požadovaná šířka desky.
176. LENGTH - zadejte délku vstupního listu.
177. ŠÍŘKA - zadejte šířku vstupního listu.
178. CUTTING - odřezávání odřezků:
- OBĚ STRANY
- JEDNA STRANA
179. MAX - zobrazuje počet aktuálních políček, která lze vytvořit z délky aktuálního listu.
180. MAKE - zadejte počet požadovaných políček z listu. Hodnota může být nižší nebo rovna hodnotě MAX.
181. OK - akceptuje všechny hodnoty zadané na obrazovce a vrátí se na předchozí obrazovku (obr. 39).
182. POKROČILÁ NASTAVENÍ - tlačítko otevře obrazovku s pokročilými nastaveními pro aktuální box (obr. 42).
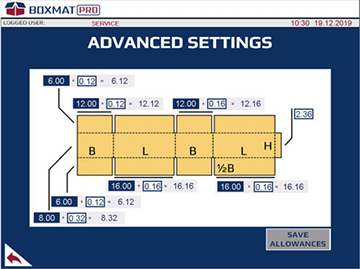
Obr. 42. Obrazovka nastavení stylu RSC - pokročilá nastavení
183. Modré pole - aktuální hodnota délky panelu kartonu bez přídavků (obr. 42 - 1).
184. Bílé pole - hodnota příspěvku (obr. 42 - 2)
185. Šedé pole - celková hodnota délky panelu kartonu (obr. 42 - 1) Tlačítko ULOŽIT PŘEDMĚRY - stisknutím tlačítka se nadměrné rozměry uloží do databáze nadměrných rozměrů. Změny provedené v přídavcích se po opuštění stylu obnoví na předchozí hodnoty. Pro trvalé uložení přídavků stiskněte tlačítko ULOŽIT PŘÍDAVKY na cca 1 sekundu, uložené přídavky budou potvrzeny hlášením (obr. 43).
Obr. 43. Okno potvrzení uložených povolenek
Na stránkách tlačítko je aktivní po přihlášení do provozovatele účet.
Obrazovky Freestyle
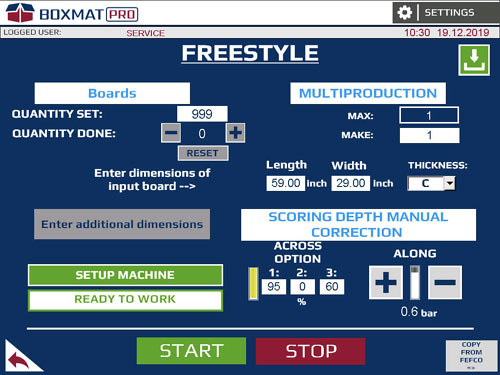
Obr. 44. Hlavní obrazovka konfigurace Freestyle
186. Uložit recept - toto tlačítko uloží aktuálně nakonfigurované parametry boxu do paměti stroje .
187. KVALITA NASTAVENÍ - a pole kde zadaný počet políček na být provedeno v automatickém režimu může být zadáno; tento je aktivován stisknutím START.
188. QUANTITY DONE - a pole zobrazující aktuální počet kartonů vyrobených v automatickém cyklu . Další na to je a RESET tlačítko slouží k resetování počet z kartonů xml-ph-0031@deepl.
Po dokončení . nastavit číslo z karton krabice, . stroj bude zastavit. Na pokračování výroba, . RESET tlačítko by měl být stisknuta, jinak to bude ne být možné na začít a nový cyklus.
189. LENGTH - a pole kde délka z vstupní desky, z které karton krabice je k řezání, lze zadat.
190. ŠÍŘKA - a pole kde šířka vstupní desky, z které karton krabice je k řezání, lze zadat.
191. TLOUŠŤKA - tloušťka z vstupní desky, z které karton krabice je na třeba řezat.
192. MAX - a pole v které maximální možný počet polí na být provedeno, po jeho délce - a v postupné víceprodukční z jednoho vstupu deska - je zobrazena.
193. MAKE - a pole kde počet z políček může být zadáno které jsou na být provedeno v multiprodukci z jeden vstup deska po jeho délce. Tato hodnota může být nižší nebo rovna xml-ph-0031@d
194. MANUÁL HLOUBKY OBRÁBĚNÍ KOREKCE - nosník bodování hloubka v [%].
Na stránkách nastavení pro . hloubka z . skóre by měl být na adrese rozsah 0% na 100 %:
- Hodnota 0 % - bez bodování napříč.
- Hodnota 100 % - hluboké bodování napříč.
195. BODOVÁNÍ HLOUBKY RUČNÍ KOREKCE - + a - Tlačítka umožňují hloubku skórování upravit podélné (podél) pole:
- plus - a hlubší skóre;
- minus - a mělčí skóre.
Na stránkách nastavení z . hloubka z . podél a na adrese skóre by měl se volí experimentálně v závislosti na potřebě.
196. ENTER DOPLŇKOVÉ ROZMĚRY - Toto tlačítko otevře obrazovku nastavení boxu ve Freestyle - obrazovku prvního nastavení (obr. 45).
197. SET UP MACHINE - tlačítko přesune všechny dostupné strojní pohony do set pozic pro vytvoření a kartonu.
198. STROJ JE NENÍ PŘIPRAVEN / PŘIPRAVEN K PRÁCI - informace o poloze akčních členů stroje . PŘIPRAVEN K PRÁCI označuje , že stroj je připraven provést políčko v zvoleném stylu.
199. START - tlačítko spustí automatický cyklus z boxu výroba ve Freestyle.
200. STOP - tlačítko zastaví automatický výrobní cyklus krabic, po celé desce prošel strojem.
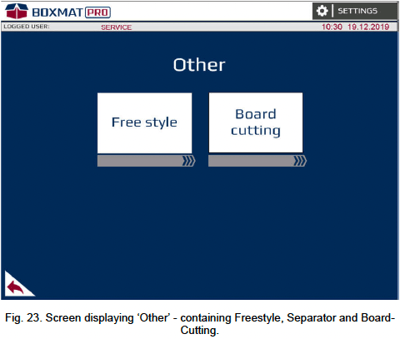
201. Návrat - a tlačítko pro návrat na předchozí obrazovku - Ostatní (obr. 23).
202. COPY FROM FEFCO - tlačítko zkopíruje hodnoty z nastavení z naposledy použitého FEFCO stylu do Freestyle.
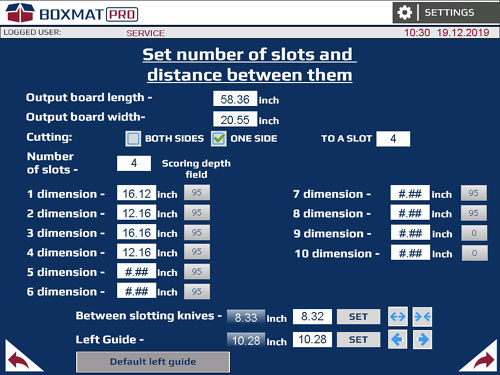
Obr. 45. Konfigurační obrazovka Freestyle - první obrazovka nastavení
203. Délka výstupní desky - délka výstupní desky
204. Výstup deska šířka - a pole v které na zadejte šířka z výstup formát .
205. ŘEZÁNÍ - formátování vstupního kartonu na jedné nebo obou stranách:
- OBĚ STRANY - formátování z vstupního kartonu se dvěma podélnými noži. Dvojnásobná produkce odpadu ;
- JEDNA STRANA - formátování vstupního kartonu s podélným nožem. Vznik jediného odpadu .
Na stránkách CUTTING možnost je k dispozici na pokud . na adrese . vztah je splněno: vstup formát je větší než vypočtený formát.
206. Řezání do štěrbiny - formátování vstupního kartonu podél šířky s podélnými noži od začátku z formátu do vybraného příčného skóre. Zadáním hodnoty 0 do štěrbiny řezacího pole se formát formát formát po celé jeho délce.
207. Počet z drážek - a pole kde soubor počet z řezů pro drážkovací nože k vyřezání z kartonu je určen.
208. Rozměr 1 ... 10 - polí v které vzdálenost mezi po sobě jdoucími řezy s drážkování nože by měly být zadány.
209. Bodování hloubky pole - a výběr z bodování hloubky z bodování paprsku (obr. 46).
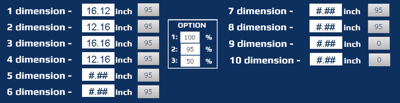
Obr. 46. Okno OPTION - hloubka bodového paprsku.
210. Nastavte box pozici - zadejte vzdálenost na , ve které mají být drážkovací nože rozmístěny.
211. Tlačítko Set - spustí drážkování nože' pohyb na a pozici jako zadané v poli Set .
212. tyto tlačítka změna . pozice z . drážkování nože. Tisk a podržet na přesunout:
- drážkování nože přesunout pomalu od sebe
- . drážkování nože přesunout pomalu se přibližuje.
Na stránkách pozice z . drážkování nože je měřeno jako . vzdálenost z přední strana z ton vlevo nůž na . přední strana z . vpravo nůž. Na stránkách nože sklíčko dolů na . centrum z . stroj rovnoměrně nebo přesunout kromě z centrum z stroj. Rozestupy z . lopatky v rámci . rozsah 2¾" na 78 ¾" je možné.
Když jeden z . tlačítka zobrazuje a žlutá šíp, to označuje že . drážkování nože mají dosáhly svých destinace.
213. Aktuální pozice - pole zobrazuje aktuální pozici průvodce deskou.
214. Nastavovací pole - pole, do kterého je možné zadat polohu, ve které má být nastaveno levé vodítko desky.
215. Nastavit - toto tlačítko přesune levé vodítko desky na pozici v poli "Nastavit".
216. Průvodce deskami ![]() Stisknutím a podržením těchto tlačítek změníte polohu levého, automatického vodítka desky.
Stisknutím a podržením těchto tlačítek změníte polohu levého, automatického vodítka desky.
Na stránkách pozice o vlevo omezovač je měřeno jako . vzdálenost z vnitřní stěna z . omezovač na . centrum z . stroj. Na adrese . je možné nastavit omezovač v rámci . rozsah 1 ¾" na 47”.
Když jeden z . tlačítka zobrazuje a žlutá šíp, to označuje že . vlevo průvodce je na adrese . extrémní pozice a má adresu dosáhl jeho určenou pozici.
217. Výchozí levé vodítko - obnoví výchozí pozici omezovače .
218. Návrat - Toto tlačítko vrací na předchozí obrazovku - Freestyle obrazovka nastavení - hlavní (obr. 44).
219. Vpřed - Toto tlačítko otevře až další obrazovku - Volný styl nastavení obrazovky(obr. 47).
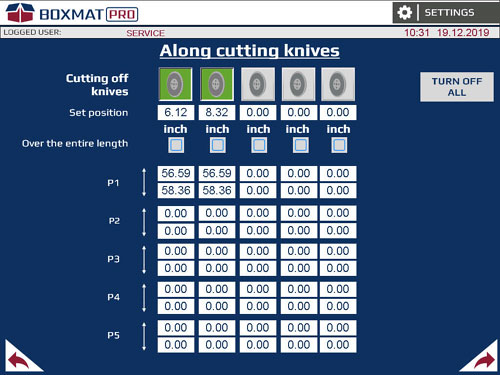
Obr. 47. Konfigurační obrazovka Freestyle - druhá obrazovka nastavení
220. Grafika zobrazující podélné nože k dispozici. A grafika podélného nože zvýrazněná zelenou barvou označuje aktivní podélný nástroj používaný ve výrobním cyklu. Počet podélných nožů dostupných na obrazovce se může lišit v závislosti na zvoleném režimu řezání (z pravé nebo z obou stran) nebo bez řezání.
Na stránkách stroj může rukojeť 4, 6 nebo 8 nože. Na stránkách maximum číslo z . podporovaný nože závisí na na adrese . další možnosti z stroj.
Pole zobrazují nastavenou pozici nastavenou pozici z z řezacího nože podélně vzhledem k k levému okraji z výstupního formátu . V tomto poli, je možné zadat a pozici v které každý nůž je xml-ph-0030@deepl.interna.
Na stránkách nože by měl být s odstupem na adrese . totéž objednávka jako prezentováno na adrese grafika, jinak a zpráva "Špatně data pro . nože" se se zobrazí.
221. Přes délku vstupu - umožnění vybrané možnosti řezání podélným nožem po celé délce výstupního formátu.
222. Podélný řez P [1...5] - pole zobrazující řezné profily pro každý podélný nůž:
- Počáteční bod P [1...5] - hodnota zobrazená v tomto poli označuje místo na formátu (nebo části formátu určené pro pole), ve kterém bude nůž spuštěn od začátku formátu.
- Koncový bod P [1... 5] - hodnota zobrazená v tomto poli znamená místo na formátu (nebo části formátu určené pro box), ve kterém bude nůž zvednut při měření od začátku formátu.
223. Vypnout všechna tlačítka - tlačítko deaktivuje a resetuje všechna pole pro aktivní podélné nože.
224. Zpět - tlačítko vrátí na předchozí obrazovku - obrazovka konfigurace Freestyle - první obrazovka nastavení (obr. 47).
225. Vpřed - tlačítko vás přenese na další obrazovku - obrazovku nastavení Freestyle - třetí obrazovka nastavení (obr. 49).
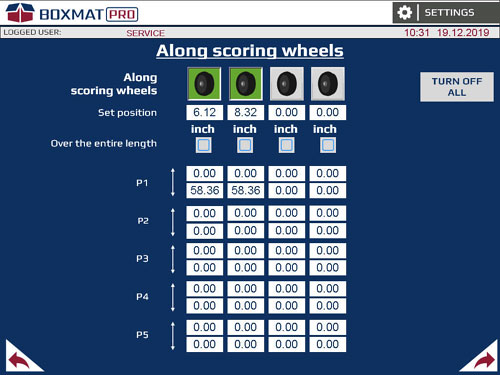
Obr. 48. Obrazovka konfigurace volného stylu - třetí obrazovka nastavení
226. Grafika zobrazuje dostupná bodovací kola. Zeleně zvýrazněná grafika podélného bodování označuje aktivní podélný nástroj používaný ve výrobním cyklu.
Stroj zvládne až 6 bodování kola
227. Pole zobrazují nastavenou polohu podélného skóre vzhledem k levému okraji výstupního formátu. Do těchto polí je možné zadat pozici před každou partiturou, ve které má být nastavena.
Válečky by měly být rozmístěny ve stejné vzdálenosti. pořadí, jak je znázorněno v grafice, jinak se zobrazí zpráva "Chybné údaje pro skóre".
228. Po celé délce - zapne možnost skórování s vybraným podélným skóre po celé délce výstupního formátu.
229. Longitudinal sing P [1... 5] - pole zobrazují bodovací profily pro každé podélně bodované kolo:
- Počáteční bod P [1...5] - hodnota zobrazená v tomto poli označuje místo na formátu (nebo části formátu určené pro box), ve kterém bude bodovací kolečko spuštěno od začátku formátu.
- Koncový bod P [1... 5] - hodnota zobrazená v tomto poli označuje místo na formátu (nebo části formátu určené pro box), ve kterém bude zvednuto bodovací kolečko měřící od začátku formátu.
230. Tlačítko Vypnout vše - deaktivuje a vynuluje všechna pole pro aktivní longitudinální skóre.
231. Zpět - tlačítko pro návrat na předchozí obrazovku - obrazovka konfigurace Freestyle - druhá obrazovka nastavení (obr. 45).
232. Vpřed - tlačítko pro přechod na další obrazovku - obrazovka nastavení volného stylu - čtvrtá obrazovka nastavení (obr. 49).
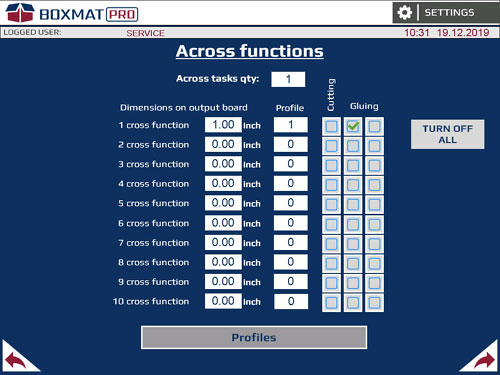
Obr. 49. Obrazovka konfigurace volného stylu - čtvrtá obrazovka nastavení
233. Napříč na výstupní desce - počet příčných akcí použitých na kartonu.
234. 1...10 příčných pohybů - (kde 1 - je první příčný pohyb, 2 - je druhý příčný pohyb atd.) pole, do kterého se zadávají vzdálenosti mezi po sobě jdoucími příčnými pohyby.
Měří se první příčný pohyb jako vzdálenost čepele od začátku výstupního formátu.
235. Tlačítko Profily - přiřazení vybraného profilu pohybu dané příčné akci. Rozsah pohybu pro daný profil je k dispozici po stisknutí tlačítka Profily příčného pohybu.
236. Pole pro řezání a lepení (volitelně) - přiřazení akce pro boční pohyb.
Ke každé akci lze přiřadit pouze jednu boční pohyb.
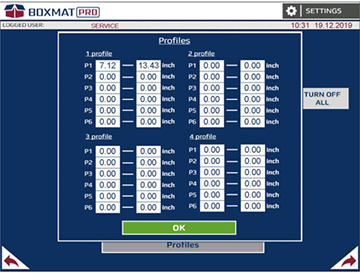
Obr. 50. Konfigurační obrazovka Freestyle - čtvrtá obrazovka nastavení - Okno příčných profilů pohybu
237. Profil 1...4 - profily pohybu pro příčný pohyb nástroje:
- Výchozí bod P [1... 6] - místo spuštění příčného nástroje,
- Koncový bod P [1... 6] - místo zdvihu příčného nástroje.
238. Tlačítko OK - tlačítko, které zavře okno Profilů příčného pohybu.
239. Zpět - tlačítko pro návrat na předchozí obrazovku - obrazovka konfigurace Freestyle - třetí obrazovka nastavení (obr. 48).
240. Vpřed - tlačítko pro přechod na další obrazovku - obrazovka nastavení volného stylu - pátá obrazovka nastavení (obr. 51).
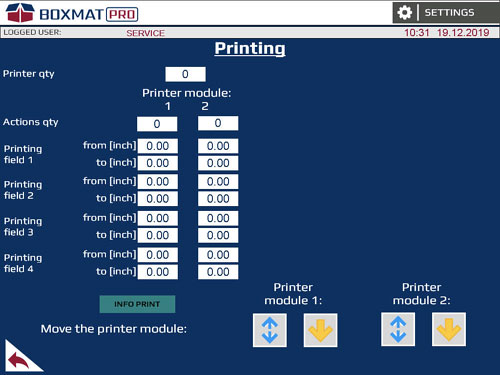
Obr. 51. Obrazovka parametrů tisku (volitelná možnost)
241. Množství tiskáren - počet vytištěných polí na kartonu. Na jednom kartonu lze vytisknout maximálně čtyři pole (volitelné).
242. Actions qty - počet potištěných polí na kartonu. Na jednom kartonu lze vytisknout maximálně čtyři pole (nepovinné).
243. Tiskové pole [1...4] - formulář - nastavuje pozici, ve které začíná tisk na formátu (volitelné).
244. Tiskové pole [1...4] - do - nastavuje pozici, ve které končí tisk na formátu (volitelné).
245. Tisk polí pro výběr modulu (volitelné).
246. Zvednutí tiskového modulu 1 (volitelné):
- Modrá šipka nahoru a dolů - tlačítko zvedá tiskový modul;
- Žlutá šipka nahoru-dolů - tlačítko označuje, ve které poloze se tiskový modul právě nachází.
247. Zvednutí tiskového modulu 2 (volitelné):
- Modrá šipka nahoru a dolů - tlačítko pro zvýšení tiskového modulu;
- Žlutá šipka nahoru-dolů - tlačítko označující, v jaké poloze se tiskový modul právě nachází.
248. Zpět - tlačítko pro návrat na předchozí obrazovku - obrazovka konfigurace Freestyle - čtvrtá obrazovka nastavení (obr. 49) (volitelné).
Výroba boxu ve volném stylu
Freestyle umožňuje uživateli nezávisle nastavit všechny parametry související s řezáním desek.
Postup výroby lepenky FREESTYLE podle vzoru RSC:
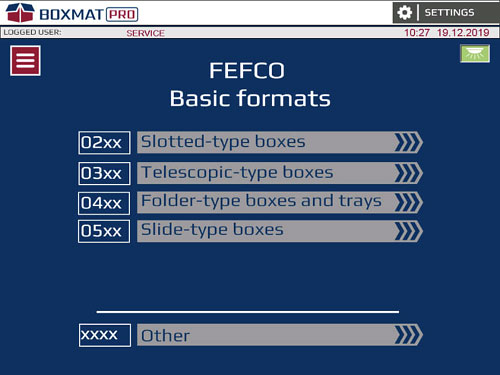
Obr.52. Obrazovka ZÁKLADNÍ KONSTRUKCE
1. Na hlavní obrazovce - obrazovka ZÁKLADNÍ KONSTRUKCE (obr. 52) vyberte tlačítko OSTATNÍ.
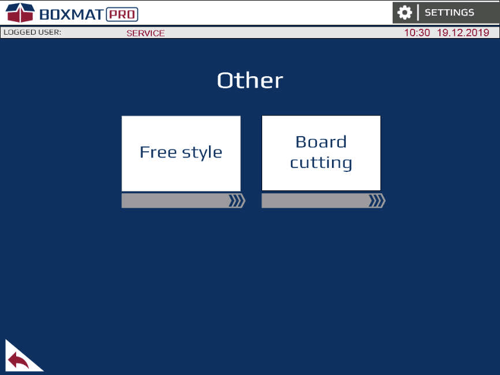
Obr.53. Obrazovka "Ostatní
2. Na obrazovce "Ostatní" (Obr. 53) vyberte tlačítko Freestyle.
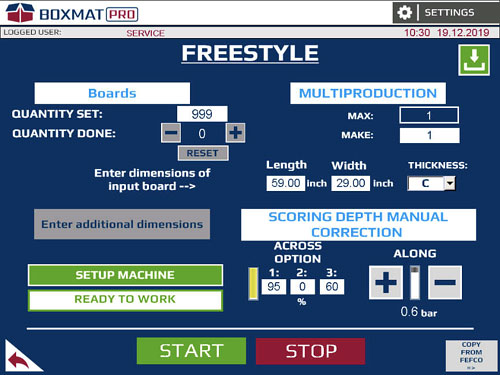
Obr.54. Konfigurační obrazovka Freestyle - hlavní
3. V hlavním konfiguračním okně Freestyle je třeba zadat následující parametry:
- Číslo desek , které mají být dokončeny;
- Délka, šířka a tloušťka vstupní desky ;
- Napříč a Podél bodování hloubka
4. Stiskněte tlačítko "Zadat další rozměry" - otevře se první obrazovka s nastavením pro Freestyle.
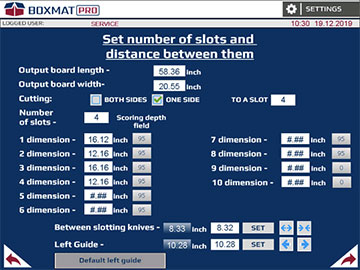
Obr.55. Konfigurační obrazovka Freestyle - první obrazovka nastavení
5. Na první obrazovce Nastavení volného stylu by měly být uvedeny následující parametry:
- Rozměr (délka a šířka) výstupního formátu;
- Počet slotů;
- Další rozměry mezi drážkami
- Hloubka příčného bodového hodnocení pro jednotlivé drážky;
6. V tomto okně by měly být drážkovací nože vhodně rozmístěny po celé šířce a levé automatické vodítko by mělo být nastaveno do požadované polohy.
7. Stiskněte tlačítko Vpřed - přejděte na druhou obrazovku Nastavení volného stylu. ![]()
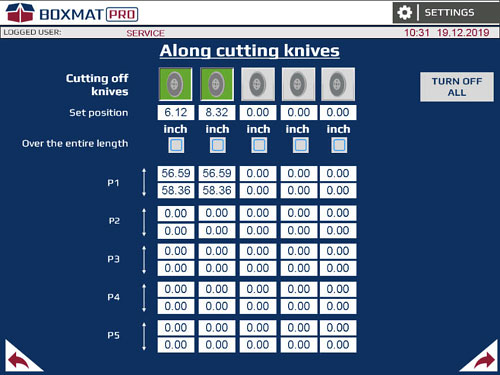
Obr. 53. Konfigurační obrazovka Freestyle
8. Na druhé obrazovce Freestyle Settings by měly být uvedeny následující parametry:
- aktivovat požadovaný počet podélných nožů.
- kompletní podélné řezné body
9. Stiskněte tlačítko Vpřed - přejděte na třetí obrazovku Nastavení volného stylu. ![]()
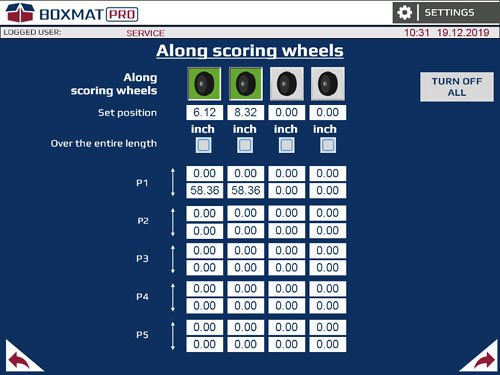
Obr. 54. Konfigurační obrazovka Freestyle
10. Na třetí obrazovce Freestyle Settings by měly být uvedeny následující parametry:
- aktivovat požadovaný počet podélných skóre;
- kompletní podélné bodování
11. Stiskněte tlačítko Vpřed - přejděte na čtvrtou obrazovku Nastavení volného stylu. ![]()
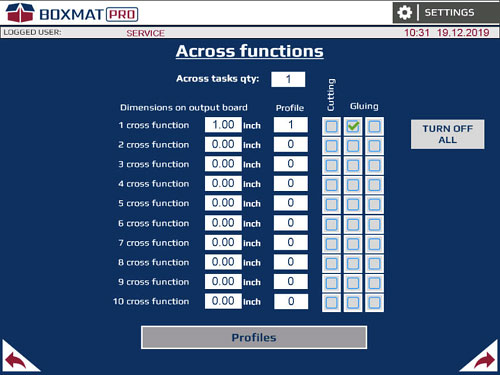
Obr. 55. Konfigurační obrazovka Freestyle
12. Na obrazovce nastavení čtyř volných stylů by měly být uvedeny následující parametry:
- Křížová funkce desky
- Profily pro různé funkce;
- Zaškrtávací políčka Řezání a lepení (volitelně) - přiřazená akce pro křížovou funkci
13. Stiskněte tlačítko Vpřed - přejdete na poslední obrazovku nastavení volného stylu. ![]()
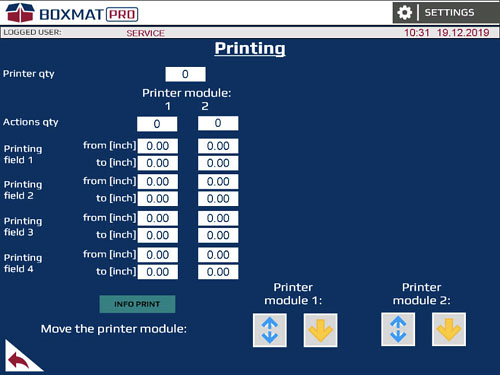
Obr. 56. Obrazovka nastavení tisku (možnost)
14. Na obrazovce Nastavení tisku by měly být uvedeny následující parametry (volitelně):
- počet tiskáren
- počet akcí pro jednotlivé tiskárny
- oblast tisku - od [palce] do [palce];
15. Vraťte se na hlavní obrazovku konfigurace Freestyle.
16. Na hlavní obrazovce konfigurace Freestyle stiskněte tlačítko "NASTAVIT STROJ" a počkejte, až se zpráva "STROJ NENÍ NASTAVEN" změní na "PŘIPRAVEN K PRÁCI".
17. Nastavte vstupní vyrovnávací paměti do provozních poloh:
- rozložte vstupní válečky tak, aby dva z nich byly na koncích desky a třetí uprostřed,
- nastavte mezeru pod válci tak, aby pod nimi prošel pouze jeden list desky.
18. Ručně nastavte pravé vodítko tak, aby se téměř dotýkalo desky.
19. Položte jednu desku na stůl a stiskněte tlačítko START na dotykovém panelu.
20. Po rozřezání, naříznutí a vysunutí desky zkontrolujte, zda délka, šířka, drážky a vrypy odpovídají požadavkům. V případě potřeby je upravte.
Výroba krabic v RSC (FEFCO Style 0201)
Postup výroby krabic ve stylu FEFCO podle vzoru RSC (0201).
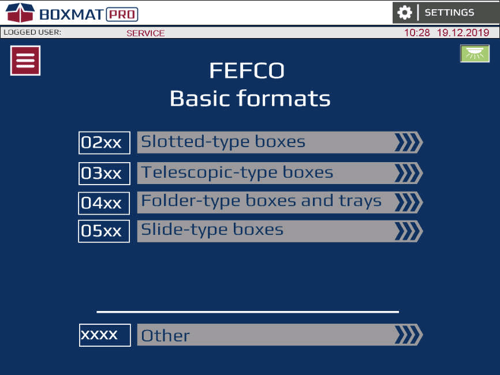
Obr. 57. Obrazovka ZÁKLADNÍ KONSTRUKCE
1. Na hlavní obrazovce - ZÁKLADNÍ KONSTRUKCE(Obr.57) vyberte tlačítko Krabice s drážkami.
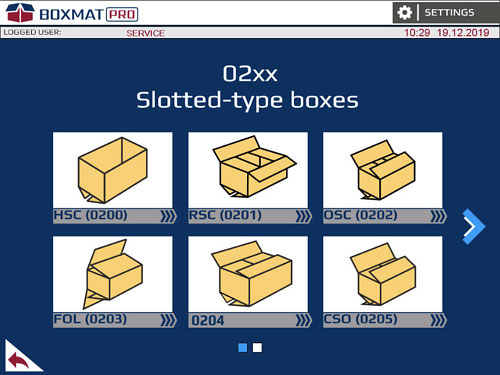
Obr.58. Obrazovka obsahuje šablony pro styly klapek FEFCO 2xx.
2. Na první obrazovce vyberte tlačítko RSC (0201).
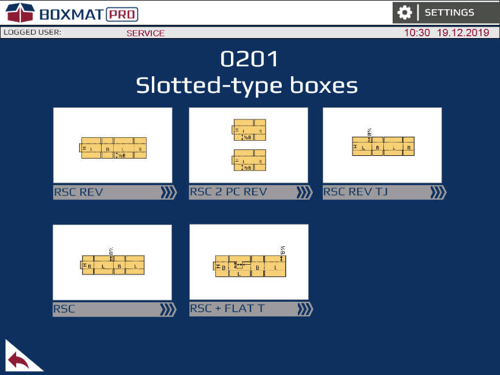
Obr. 59. Obrazovka obsahuje šablony pro styly boxů 0201
3. Na první obrazovce RSC (0201 REV) vyberte tlačítko RSC.
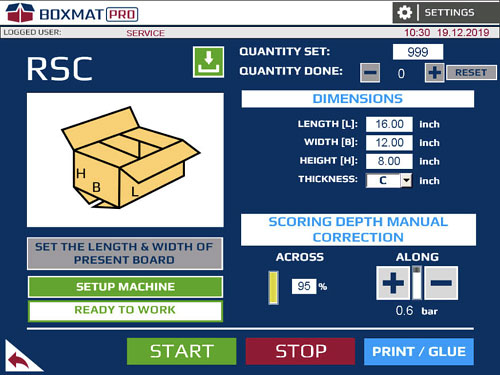
Obr. 60. Hlavní obrazovka nastavení stylu RSC
4. V hlavním konfiguračním okně stylu RSC zadejte následující parametry:
- Počet desek, které je třeba dokončit;
- Vnitřní rozměry krabice a tloušťka kartonu;
-
Podélná a příčná hloubka bodování.
5. Stiskněte tlačítko NASTAVIT DÉLKU A ŠÍŘKU DESKY - otevře se první obrazovka pro nastavení stylu RSC. Další obrazovky umožňují zavést posuny (viz kapitola 7.6).
6. Stiskněte tlačítko TISK - otevře se obrazovka pro nastavení tisku. Zadejte parametry tisku. (viz kapitola 7.6).
7. Na hlavní obrazovce konfigurace Freestyle stiskněte tlačítko "NASTAVIT ZAŘÍZENÍ" a počkejte, až se zpráva "ZAŘÍZENÍ NENÍ NASTAVENO" změní na "PŘIPRAVENO K PRÁCI".
8. Nastavte vstupní vyrovnávací paměti do provozních poloh:
-
rozložte nárazníky tak, aby oba byly na koncích desky a třetí byl ve střední části nad válečkem.
-
nastavte mezeru pod nárazníkem tak, aby bylo možné vložit jeden list kartonu. Zároveň znemožněte vložení dvou listů lepenky.
9. Ručně nastavte pravé vodítko tak, aby se téměř dotýkalo desky.
10. Položte jednu desku na stůl a stiskněte tlačítko START na dotykovém panelu.
11. Po rozřezání, naříznutí a vysunutí desky zkontrolujte, zda délka, šířka, drážky a vrypy odpovídají požadavkům. V případě potřeby je upravte.
Postup výměny nástrojů
Postup výměny nástroje je následující:
 UPOZORNĚNÍ: Práce v zóně řezání, bodování nebo přepravy lze provádět pomocí pouze vyškolený personál při dodržování zvláštní opatrnosti. V těchto zónách je zvýšené riziko poranění různých částí těla.
UPOZORNĚNÍ: Práce v zóně řezání, bodování nebo přepravy lze provádět pomocí pouze vyškolený personál při dodržování zvláštní opatrnosti. V těchto zónách je zvýšené riziko poranění různých částí těla.
 Veškeré práce při obsluze stroje MUSÍTE vždy provádět ve vhodných ochranných rukavicích.
Veškeré práce při obsluze stroje MUSÍTE vždy provádět ve vhodných ochranných rukavicích.
1. Otevřete zadní kryty stroje.

Obr. 56. Postup výměny nástroje
2. Vysuňte montážní čep. V případě obtížného přístupu vysuňte válečky bez drcení.

Obr. 57. Postup výměny nástroje
3. Vyjměte držák nástrojů.

Obr. 58. Postup výměny nástroje
![]() Při výměně žiletek věnujte zvláštní pozornost ostří - mechanický náraz ho může poškodit.
Při výměně žiletek věnujte zvláštní pozornost ostří - mechanický náraz ho může poškodit.
4. Vyměňte nástroj.

Obr. 59. Postup výměny nástroje
5. Zavřete zadní kryty stroje.

Obr. 60. Postup výměny nástroje
6. Stiskněte tlačítko RESET
7. Na obrazovce parametrů stroje vyberte typ a orientaci nástroje, u kterého byly provedeny změny na stroji.
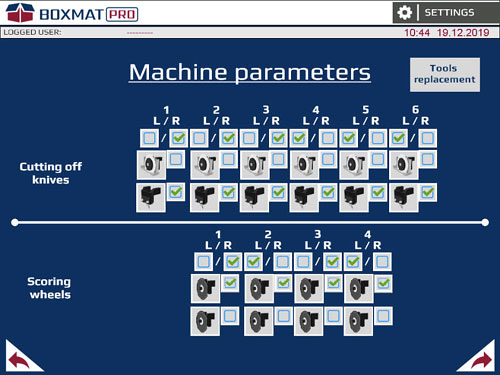
Obr. 61. Obrazovka parametrů stroje
Režim řezání desek
Postup řezání desky je uveden níže:
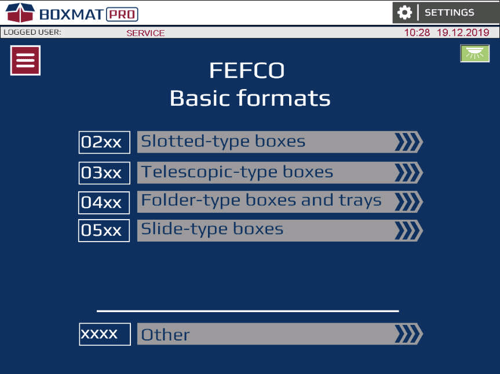
Obr. 62. Obrazovka "ZÁKLADNÍ KONSTRUKCE"
1. Na hlavní obrazovce - obrazovce ZÁKLADNÍ KONSTRUKCE - vyberte tlačítko OSTATNÍ.
Obr. 63. Obrazovka "Ostatní"
2. Na obrazovce "Ostatní" vyberte tlačítko řezání desky.
3. Chcete-li formulář oříznout, zadejte hodnotu polohy omezovače a stiskněte tlačítko SET.
4. Nastavte vstupní vyrovnávací paměti do pracovních poloh:
- rozložte nárazníky od sebe tak, aby oba byly na koncích formy a třetí byl ve střední části nad válcem,
- nastavte mezeru pod nárazníkem tak, aby do něj bylo možné vložit jeden karton, a zároveň znemožněte vložení dvou kartonů.
5. Ručně nastavte pravý omezovač tak, aby téměř přilnul k formuláři, a ponechte vůli 0,04", aby se zabránilo zaseknutí formulářů mezi omezovači.
6. Do políček označených CUTTING KNIVES / SET VALUES zadejte polohy řezacích nožů odpovídající šířkám výstupních formulářů.
7. Po zadání požadovaných pozic nožů stiskněte tlačítko SETUP (SPACING OF SCORES AND KNIVES).
Zahájení postupu nastavení drážky/skóre a nože signalizuje změnu na tlačítko podsvícení označené SCORES AND KNIVES.
8. Po dokončení operace distančního řezání spusťte řezací nože odpovědné za řezání tvaru stisknutím ikony daného nože. Spouštěný nůž bude zaškrtnut zeleně.
9. Zadejte počet vstupních formulářů.
10. Položte jeden formulář na stůl a stiskněte tlačítko START na dotykovém panelu.
11. K ukončení cyklu dojde po dokončení nastaveného počtu vstupních formulářů nebo po stisknutí tlačítka STOP.
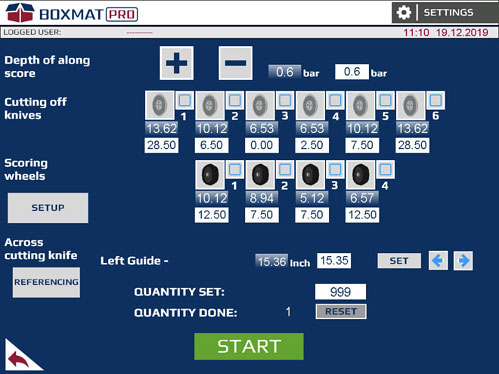
Obr. 64. Sítko na řezání desek
Recepty - popis okna receptů
Chcete-li otevřít okno s receptem, postupujte takto:
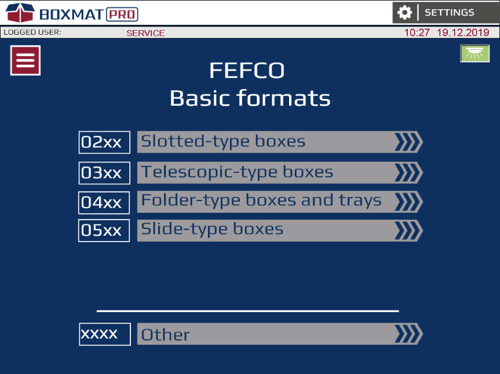
Obr. 65. Obrazovka "ZÁKLADNÍ KONSTRUKCE"
1. Na hlavní obrazovce - obrazovce ZÁKLADNÍ STRUKTURY - vyberte ikonu Přihlášení.
2. Na přihlašovací obrazovce vyberte tlačítko Recepty.

Obr. 66. Obrazovky pro přihlášení, receptury a statistiky výroby
3. Na obrazovce Přihlášení, vzorce a statistiky výroby vyberte tlačítko Recepty.
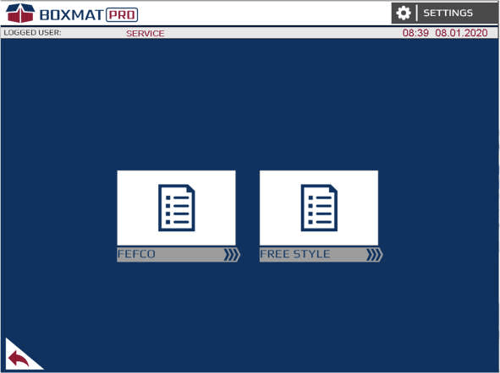
Obr. 67. Recepty FEFCO a obrazovka výběru libovolného stylu/volného stylu.
4. Na obrazovce Recepty vyberte jednu z dostupných skupin receptů, například recepty FEFCO.
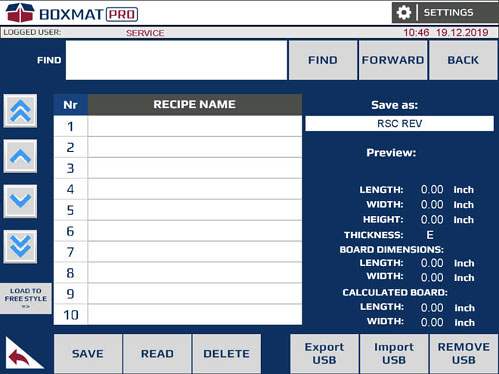
Obr. 68. Obrazovka Recepty FEFCO
5. Obrazovka s recepty je rozdělena do dvou hlavních oblastí:
- seznam receptů a
- informace o uloženém stylu.
6. V levé části obrazovky se nachází seznam receptů s recepty vytvořenými uživatelem a tlačítka pro ukládání, čtení a mazání receptů. Vlevo od seznamu receptů se nacházejí tlačítka pro posouvání seznamu receptů směrem dolů.
7. V pravé části obrazovky se zobrazí základní informace týkající se:
- vnitřní rozměry uložené krabice (délka, šířka, výška a tloušťka kartonu, z něhož byla vyrobena) - pole jsou k dispozici v RECIPECH FEFCO.
- rozměry vstupního formuláře (délka, šířka).
- rozměr vypočteného formuláře (délka, šířka).
8. Popis polí a tlačítek na obrazovce receptů:
- Export do USB - Vytvoření kopie receptů na přenosné paměťové médium, např. na pen-disk;
- Import z USB - Obnovení kopií receptů uložených na přenosné paměti, například na jednotce pen-drive;
- REMOVE USB - bezpečné vyjmutí přenosné paměti, například jednotky pen-drive;
- FIND - vyhledávání podle názvu receptu zadaného v poli Hledat;
- PŘEDCHOZÍ - hledání receptu dopředu v seznamu receptů s názvem zadaným v poli Hledat;
- ZPĚT - vyhledání receptu zpětně v seznamu receptů podle názvu zadaného v poli Hledat;
- ULOŽIT - Umožňuje uložit recept v seznamu receptů;
- ČTENÍ - načtení receptu a jeho automatické přenesení do okna stylu FEFCO nebo volného stylu;
- DELETE - Odstraní vybraný recept ze seznamu receptů. Chcete-li vybraný recept vymazat, podržte tlačítko stisknuté po dobu 1 sekundy.
- ULOŽIT JAKO - Správný název vytvořeného receptu stylu;
- VLOŽIT DO VOLNÉHO STYLU - zkopírujte recept FEFCO do volného stylu (možnost dostupná na obrazovce receptů FEFCO);
- PREVIEW - Zobrazí typ receptu.
Recepty - Uložení receptu - FEFCO Style
Postup ukládání receptů ve stylu FEFCO je následující:
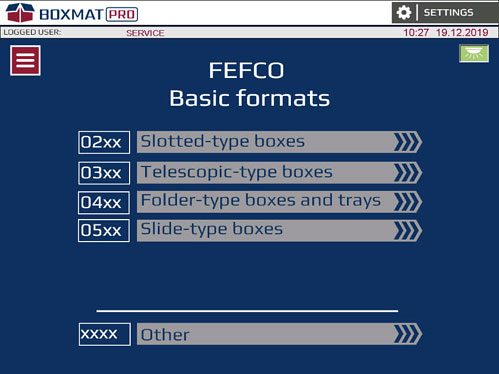
Obr. 69. Obrazovka "ZÁKLADNÍ KONSTRUKCE"
1. Na hlavní obrazovce - obrazovce ZÁKLADNÍ KONSTRUKCE - vyberte například 02xx Klapky.
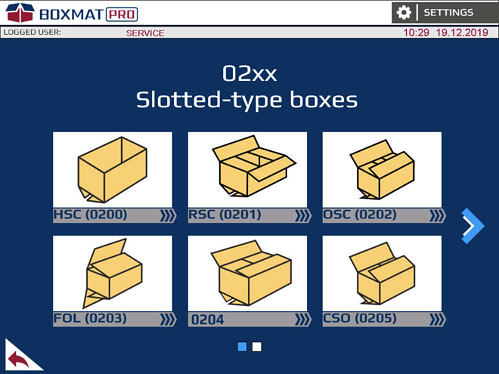
Obr. 70. Okénko 02xx Klapky
2. Poté zvolte styl rámečku, např. RSC (0201).
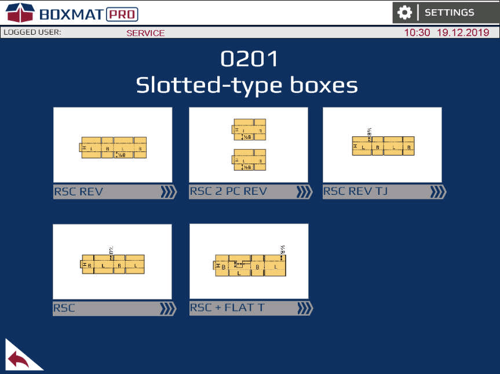
Obr. 71. Obrazovka stylu 0201
3. Vyberte typ formátu pole, např. RSC.
4. Po zadání vnitřních rozměrů boxu stiskněte tlačítko "NASTAVIT DÉLKU A BĚŽNÝ FORMÁT", zadejte rozměry vstupního formuláře a po potvrzení tlačítkem OK stiskněte tlačítko "NASTAVIT MECHANIKU".
Po zobrazení zprávy "READY TO WORK" (Připraveno k práci) použijte tlačítko s bílou šipkou na zeleném pozadí, které se nachází v horní části obrazovky daného stylu FEFCO, abyste recept uložili do paměti stroje.
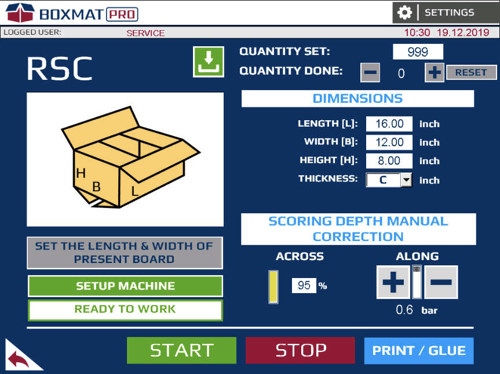
Obr. 72. Obrazovka Recepty FEFCO
5. Po stisknutí tlačítka se automaticky otevře okno receptury pro styl FEFCO.
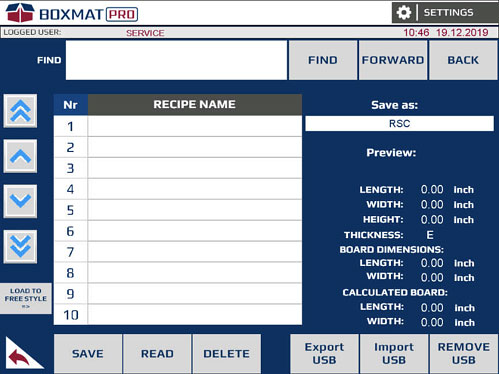
Obr. 73. Obrazovka Recepty FEFCO
6. Poté zadejte název receptu do pole "Uložit pod názvem", např. "RSC".
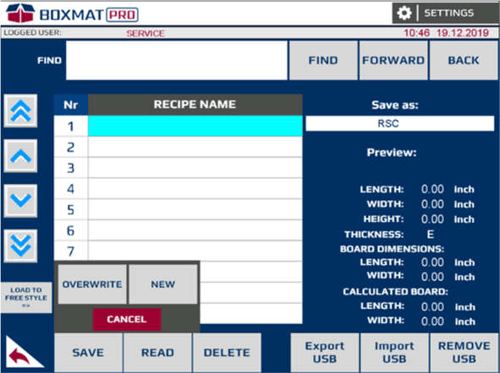
Obr. 74. Obrazovka Recepty stylu FEFCO
7. Chcete-li recept uložit pod daným názvem, stiskněte tlačítko ULOŽIT a poté vyberte jednu ze dvou dostupných možností uložení. Volba OVERWRITE nahradí recept nebo jinou oblast označenou v seznamu. Volba NOVÝ uloží recept jako novou položku v seznamu receptů FEFCO.
Volba OVERWRITE odstraní přepsaný recept bez možnosti jeho obnovení.
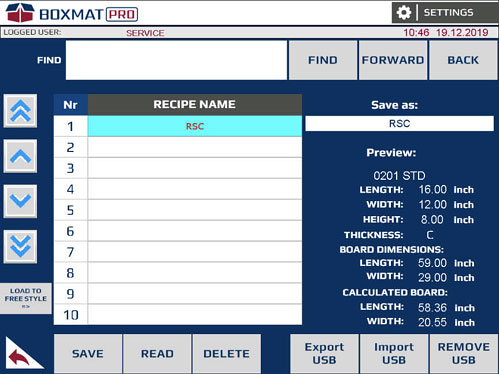
Obr. 75. Obrazovka Recepty stylu FEFCO s uloženým receptem
8. Obrázek ukazuje správně uložený recept ve stylu FEFCO.
Recepty - Uložení receptů - Free Style
Postup ukládání receptů ve stylu FREE je následující:
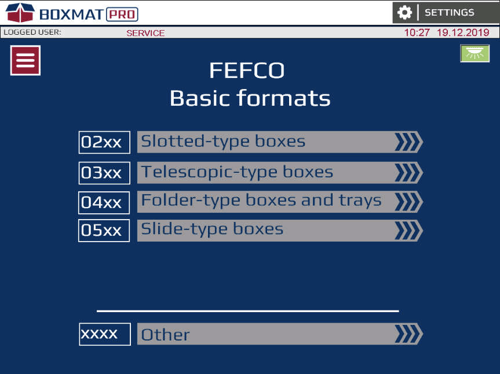
Obr. 76 Obrazovka "ZÁKLADNÍ KONSTRUKCE"
Na hlavní obrazovce - obrazovce ZÁKLADNÍ KONSTRUKCE - vyberte tlačítko OSTATNÍ.
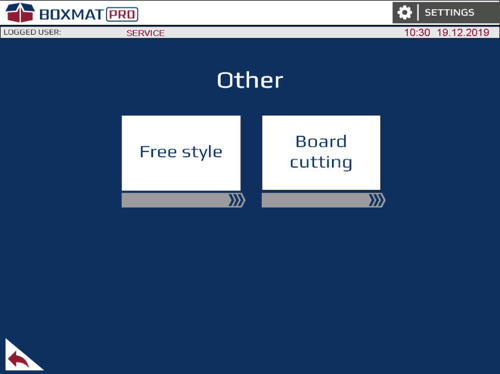
Obr. 77. Obrazovka "OSTATNÍ".
1. Na obrazovce Ostatní vyberte tlačítko FREE STYLE.
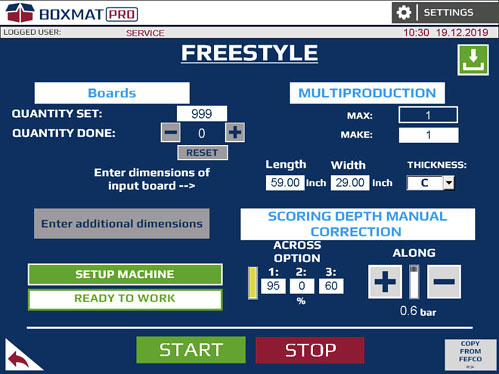
Obr. 78. Pohled na obrazovku volného stylu
2. Zadejte hodnoty polohy použitých nástrojů a "NASTAVTE STROJ".
3. Poté stiskněte tlačítko s bílou šipkou na zeleném pozadí, které se nachází v pravém horním rohu obrazovky Free Style.
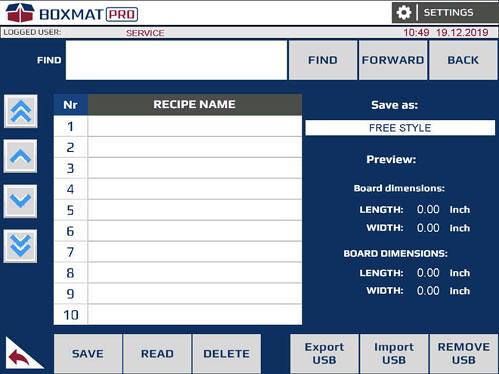
Obr. 79. Obrazovka Recepty volného stylu
4. Po stisknutí tlačítka se automaticky otevře okno s receptem Free Style.
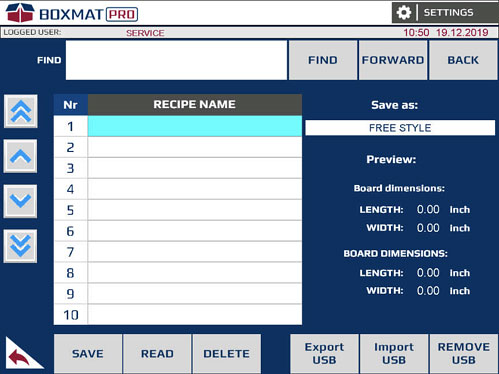
Obr. 80. Obrazovka receptů Free Style.
5. Poté zadejte název receptu do pole "Uložit pod názvem".
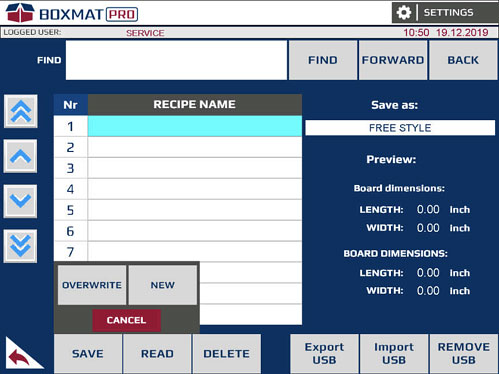
6. Chcete-li recept uložit pod daným názvem, stiskněte tlačítko ULOŽIT a poté vyberte jednu ze dvou dostupných možností uložení. Volba OVERWRITE nahradí recept nebo jinou oblast označenou v seznamu. Volba NOVÝ uloží recept jako novou položku v seznamu receptů Free Style.
Volba OVERWRITE odstraní přepsaný recept bez možnosti jeho obnovení.
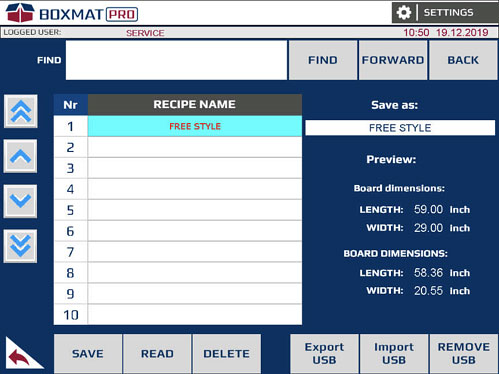
Obr. 82. Obrazovka receptů Free Style s uloženým receptem
8. Předloží správně napsaný recept ve volném stylu.
Recepty - Čtení receptů
Následuje postup pro načtení receptu:
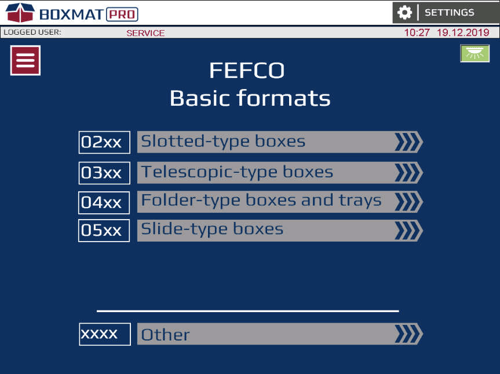
Obr. 83. Obrazovka "ZÁKLADNÍ KONSTRUKCE"
1. Na hlavní obrazovce - obrazovce ZÁKLADNÍ KONSTRUKCE - vyberte tlačítko MENU.
Obr. 84. Obrazovky pro přihlášení, receptury a statistiky výroby
2. Na obrazovce Přihlášení, vzorce a statistiky výroby vyberte tlačítko Recepty.
Obr. 85. Obrazovka pro výběr receptů FEFCO a obrazovka pro výběr FREE STYLE
3. Chcete-li přečíst recept ze stylu FEFCO nebo Free Style, vyberte příslušnou ikonu.
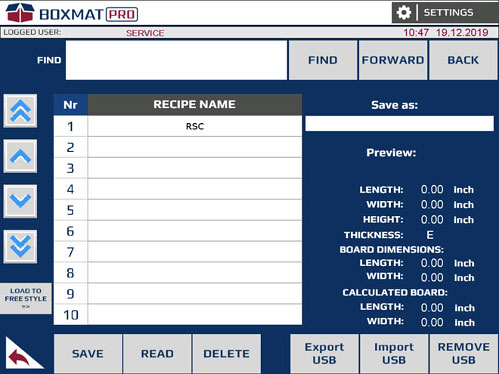
Obr. 86. Obrazovka receptů FEFCO.
4. Vyberte recept, který se má načíst. Vybraný recept bude zvýrazněn modře.
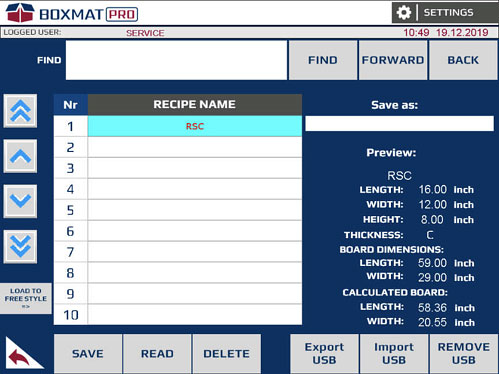
Obr. 87. Obrazovka Recepty FEFCO
5. Poté stiskněte tlačítko READ.
6. Po načtení receptury systém přenese uživatele na aktuálně načtený styl z receptur FEFCO. Načtení vzorců z receptury volného stylu však Uživatele přenese na obrazovku volného stylu.
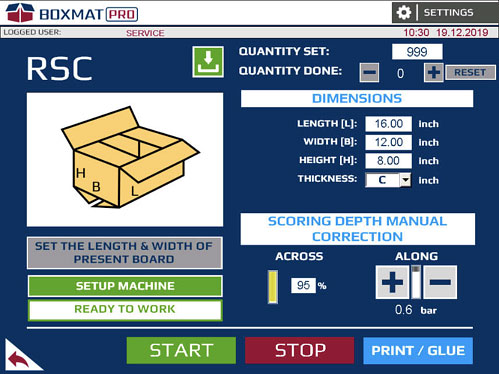
Obr. 88. Obrazovka RSC
Alarmy, chybová hlášení a poruchy
Pokud stroj nefunguje, když je to potřeba, je pravděpodobné, že se něco přehlédlo. V takovém případě se na panelu HMI zobrazí chybová hlášení.
EMERGENCY STOP - stroj byl zastaven aktivací tlačítka EMERGENCY STOP nebo některého z koncových spínačů na ochranných krytech, pro odstranění příčiny tohoto alarmu zkontrolujte, zda jsou všechny kryty a pláště stroje řádně uzavřeny, nebo otočte hřibovým spínačem nouzového zastavení ve směru hodinových ručiček (dojde k jeho odblokování). Poté stiskněte zelené tlačítko RESET.
NÍZKÝ TLAK VZDUCHU - žádný nebo příliš nízký tlak vzduchu v pneumatickém systému. Je třeba se ujistit, že je stroj připojen k systému stlačeného vzduchu s vhodnou úrovní tlaku, a poté nastavit odpovídající tlak ve stroji otočením redukčního ventilu systému přípravy stlačeného vzduchu.
PŘÍLIŠ NÍZKÝ TLAK VZDUCHU PRO VYHODNOCENÍ KOL - příliš nízký nebo příliš vysoký tlak vzduchu pro podélné vyhodnocení. Alarm se odstraní tlačítkem RESET.
ERROR SERVO DRIVE - BOARD - signalizuje výskyt alarmu na servopohonu motoru pojezdu. Alarm se odstraní tlačítkem RESET.
ERROR SERVO DRIVE - LEFT SCORING BEAM - signalizuje výskyt alarmu na levém servopohonu motoru bodovacího paprsku. Alarm se odstraní tlačítkem RESET.
ERROR SERVO DRIVE - RIGHT SCORING BEAM - signalizuje výskyt alarmu na pravém servomotoru bodovacího paprsku. Alarm se odstraní tlačítkem RESET.
ERROR SERVO DRIVE - SCORING WHELS AND KNIVES - signalizuje výskyt alarmu na servopohonu nožů a skóre. Alarm se odstraní tlačítkem RESET.
ERROR SERVO DRIVE - ACROSS KNIFE - signalizuje problém se servopohonem motoru příčného nože. Alarm se odstraní tlačítkem RESET.
CHYBA ROZMÍSTĚNÍ VÁLCŮ - signalizuje problém s přesným umístěním bodovacích válců na nastavených pozicích. Alarm se odstraní tlačítkem RESET na dotykovém panelu HMI.
CHYBA ROZMÍSTĚNÍ NOŽŮ - signalizuje problém s přesným umístěním podélných nožů v nastavených polohách. Alarm se odstraní tlačítkem RESET na dotykovém panelu HMI.
CHYBA PŘI NAVÁDĚNÍ NEBO POLOHOVÁNÍ PODÉLNÉHO VOZÍKU NÁSTROJE - signalizuje problém s naváděním nebo polohováním podélného vozíku nástroje. Alarm se odstraní tlačítkem RESET.
CHYBA PŘI NAVÁDĚNÍ NEBO POLOHOVÁNÍ PŘÍČNÉHO NÁSTROJE - indikuje problém s naváděním nebo polohováním příčného nástroje. Alarm se odstraní tlačítkem RESET.
CHYBA PŘI NAVÁDĚNÍ NEBO POLOHOVÁNÍ BODOVACÍHO PAPRSKU - signalizuje problém s naváděním nebo polohováním bodovacího paprsku. Alarm se odstraní tlačítkem RESET.
CHYBA NASTAVENÍ LEVÉHO VODIČE - signalizuje problém s přesným nastavením omezovače v nastavené poloze. Alarm se odstraní tlačítkem RESET.
CHYBA NASTAVENÍ DĚLICÍCH NOŽŮ - signalizuje problém s přesným nastavením drážkovacích nožů do nastavené polohy. Alarm se odstraní tlačítkem RESET.
SLOTTING KNIVES ERROR - END POSITION REACHED - signalizuje, že stroj při nastavování dosáhl minimální polohy pro drážkovací nože. Alarm se odstraní tlačítkem RESET.
CHYBA DĚROVACÍCH NOŽŮ - DĚROVACÍ NOŽ NENÍ NAMÍŘEN - nastavení děrovacích nožů je možné až po namíření děrovacího paprsku. Alarm se odstraní tlačítkem RESET
MACHINE SETTING FAULT - signalizuje špatné nastavení stroje pro výrobní cyklus. Alarm se odstraní tlačítkem RESET
NENÍ DOSTATEČNÝ POČET BODOVACÍCH KOL - signalizuje, že počet typů podélného bodování je pro daný box nedostatečný.
NEDOSTATEK PODÉLNÝCH NOŽŮ - signalizuje, že počet podélných nožů je nedostatečný pro výrobu daného boxu.
NENÍ MOŽNÉ NASTAVIT BODOVACÍ KOLO [1...8] - rozměry zavedeného boxu znemožňují rozestavení bodů v dané pozici z důvodu požadované minimální vzdálenosti mezi nástroji. Pokud se toto hlášení objeví, změňte orientaci nástrojů nebo zvětšete rozměry krabice. Minimální vzdálenost mezi nástroji je uvedena v příloze. Výstraha se odstraní tlačítkem RESET.
NASTAVENÍ POLOHY MIMO PRACOVNÍ OBLAST - SKÓROVACÍ KOLEČKO [1...8] - signalizuje nastavení podélného skóre v nepřístupné oblasti. Alarm se odstraní tlačítkem RESET
NENÍ MOŽNÉ NASTAVIT PODLE NOŽŮ [1...8] - rozměry zadané skříňky brání rozestavení nožů v dané poloze z důvodu požadované minimální vzdálenosti mezi nástroji. Pokud se toto hlášení objeví, změňte orientaci nástrojů nebo zvětšete rozměry boxu. Minimální vzdálenost mezi nástroji je uvedena v příloze. Výstraha se odstraní tlačítkem RESET.
NASTAVENÍ POLOHY MIMO PRACOVNÍ OBLAST - PODÉLNÝ NŮŽ [1...8] - signalizuje nastavení podélného nože v nepřístupné oblasti. Alarm se vymaže tlačítkem RESET.
NEDOKÁŽU NASTAVIT SKÓROVACÍ KOLEČKA - signalizuje pokus o nastavení podélného skóre v nepřístupné oblasti. Alarm se odstraní tlačítkem RESET.
NELZE NASTAVIT PODÉLNÉ NOŽE - signalizuje pokus o nastavení podélného nože v nepřístupné oblasti. Alarm se odstraní tlačítkem RESET.
ŠPATNÉ ÚDAJE O AKCÍCH SKÓROVACÍCH KOL - signalizuje, když je podélná akce příliš krátká pro podélné skóre. Alarm se vymaže tlačítkem RESET.
ŠPATNÉ ÚDAJE PRO AKCE PODÉLNÝCH NOŽŮ - signalizují příliš krátkou podélnou akci pro podélný nůž. Alarm se odstraní tlačítkem RESET.
ŠPATNÉ ÚDAJE PRO AKCE PŘÍČNÉHO NÁSTROJE - signalizují příliš krátkou příčnou akci příčného nástroje. Alarm se odstraní tlačítkem RESET.
NENÍ SIGNÁL, ŽE PŘÍČNÝ NOŽ JE V POLOZE DOLŮ nebo NENÍ SIGNÁL, ŽE PŘÍČNÝ NOŽ JE V POLOZE NAHORU - signalizuje nesprávnou polohu příčného nože. Pro odstranění příčiny zkontrolujte přívod vzduchu k pohonu, činnost indukčního snímače umístěného na pohonu a mechanickou činnost pohonu bez přívodu vzduchu k pohonu. Alarm se odstraní tlačítkem RESET.
CHYBA VYHLEDÁVÁNÍ SKÓROVACÍCH KOL A NOŽŮ - během postupu vyhledávání skóre a nožů dojde k alarmu. Zkontrolujte systém pohonu odpovědný za rozestupy skóre a nožů. Alarm se odstraní tlačítkem RESET.
ŠPATNÝ POČET DESEK K VYTVOŘENÍ - signalizuje vstupní formát, který je příliš krátký vzhledem k vypočtenému formátu.
INPUT BOARD TOO SHORT - signalizuje příliš krátký vstupní formát vzhledem k vypočtenému formátu. Alarm se odstraní tlačítkem RESET.
INPUT BOARD TOO NARROW - signalizuje příliš úzký vstupní formát vzhledem k vypočtenému formátu. Alarm se odstraní tlačítkem RESET.
INPUT BOARD TOO LONG - signalizuje, že délka vstupního formátu je větší než 354". Alarm se odstraní stisknutím tlačítka RESET.
INPUT BOARD TOO WIDE - signalizuje, že šířka vstupního formátu je větší než 94". Alarm se odstraní tlačítkem RESET.
JE PROBLÉM S POHYBEM KARTOTÉKY - signalizuje výskyt alarmu, když formát ve stroji sklouzne. Alarm se odstraní tlačítkem RESET.
KARTON Uvnitř STROJE - zpráva se zobrazí po stisknutí tlačítka START nebo tlačítka HOME (naváděcí tlačítko gilotiny v okně NASTAVENÍ), pokud je pod vstupním nebo výstupním laserovým snímačem karton nebo jiný předmět, který jej aktivuje. Alarm se odstraní tlačítkem RESET.
EMERGENCY STOP IS PRESSED - CONTROL PANEL HMI nebo EMERGENCY STOP IS PRESSED - REAR nebo EMERGENCY STOP IS PRESSED - RIGHT SIDE - hlášení indikují, že byl stisknut jeden z bezpečnostních spínačů na stroji. Alarm se odstraní tlačítkem RESET.
BEZPEČNOSTNÍ KRYT JE OTEVŘEN - LEVÝ PŘEDNÍ nebo PRAVÝ PŘEDNÍ nebo LEVÝ ZADNÍ nebo PRAVÝ ZADNÍ nebo LEVÝ ZADNÍ V DOLNÍ ČÁSTI nebo LEVÝ ZADNÍ V DOLNÍ ČÁSTI - zpráva označuje otevření krytů na stroji. Chcete-li alarm resetovat, zavřete kryty a stiskněte tlačítko RESET.
OKNO JE OTEVŘENÉ - LEVÉ nebo OKNO JE OTEVŘENÉ - PRAVÉ - otevření okna umístěného na boční stěně stroje. Chcete-li resetovat alarm, zavřete otevřené okno a stiskněte tlačítko RESET.
ZADNÍ LEVÁ BEZPEČNOSTNÍ ZÁBRANA NENÍ BLOKOVANÁ nebo ZADNÍ PRAVÁ BEZPEČNOSTNÍ ZÁBRANA NENÍ BLOKOVANÁ - signalizuje, že zámek není zavřený. Chcete-li resetovat alarm, stiskněte tlačítko RESET.
8.0 Údržba
Obecné poznámky
Obsluha stroje může snadno provádět většinu základních úkonů údržby a preventivních kontrol, protože stroj je navržen a konstruován tak, aby pracoval s minimálními nároky na údržbu a zkrátil dobu odstávek.
Některé z výše uvedených úkonů však důrazně doporučujeme provádět kvalifikovaným a zkušeným servisním technikem výrobce (týká se především poruch stroje).
Složité činnosti údržby a oprav by neměly být prováděny bez předchozího povolení vlastníka nebo výrobce.
Doporučuje se vést Záznamník oprav strojů, do kterého se budou zaznamenávat data a typy oprav a činnosti preventivní údržby.
V žádném případě by nikdo neměl sahat do stroje, aniž by přijal veškerá opatření k eliminaci rizika vypnutím všech elektrických a vzduchových přívodů.
Zejména při údržbě nebo jiných manuálních činnostech, které mohou být vyžadovány při preventivních prohlídkách, neumisťujte žádné části těla do skutečných a předvídatelných nebezpečných zón před odstraněním potenciálních a předvídatelných havarijních situací.
 POZOR: Práce provedeno na adrese . zóny z krmení, řezání nebo bodování systémy by měl být provedeno pouze podle kvalifikované . a pouze po užívání všechny preventivní opatření. Na adrese . nad uvedeno nejvyšší zóny úroveň potenciálních poranění těla je možné.
POZOR: Práce provedeno na adrese . zóny z krmení, řezání nebo bodování systémy by měl být provedeno pouze podle kvalifikované . a pouze po užívání všechny preventivní opatření. Na adrese . nad uvedeno nejvyšší zóny úroveň potenciálních poranění těla je možné.
Všechny obsluhy stroje provádějící údržbu nebo preventivní činnosti musí vždy nosit ochranný oděv a protiskluzovou obuv , aby se omezilo riziko uklouznutí/pádu.
Před prováděním jakékoliv práce u stroje vždy zkontrolujte , zda jsou manžety řádně zapnuté, zapnuté kolem zápěstí nebo úhledně zastrčené nahoru. Zaměstnanci by měli vždy pamatovat na to, aby chránili své vlasy před vtažením do stroje válečky a řemeny.
Veškeré činnosti údržby nebo oprav by měl provádět pouze kvalifikovaný personál , který je vyškolen k interpretaci poruch stroje , umí číst schémata instalovaných systémů a technické výkresy takovým způsobem , aby všechny možné demontážní nebo montážní postupy spojené se standardními údržbářskými operacemi byly prováděny odborně a, především ze všech bezpečně.
![]() POZOR: Spínací skříňka inspekce a elektroinstalace systémy údržba může být provedeno pouze podle certifikované elektrikáři s platným školení.
POZOR: Spínací skříňka inspekce a elektroinstalace systémy údržba může být provedeno pouze podle certifikované elektrikáři s platným školení.
![]() POZOR: Pod ne okolnosti by měl jakýkoli z údržbu, oprava nebo preventivní aktivity být provedeno když stroj je funguje nebo je připojený k napájení zásobování jednotka.
POZOR: Pod ne okolnosti by měl jakýkoli z údržbu, oprava nebo preventivní aktivity být provedeno když stroj je funguje nebo je připojený k napájení zásobování jednotka.
Preventivní program, pravidelná kontrola
AT ZAČÁTEK KAŽDÉ PRACOVNÍ SMĚNY ZKONTROLUJTE POKUD:
- pracovní prostor je čistý, přehledný a bezpečný;
- zkontrolujte množství pevných nečistot, netěsností, a prachu usazujícího se v/na stroji a všech jeho komponentech, v případě potřeby vyčistěte pomocí vysavače nebo pistole na stlačený vzduch ;
- vyčistěte spodní nože v desce;
- vizuálně zkontrolujte zavírání všech ochranných krytů;
- dostatečná úroveň blesků je poskytována do pracovního prostoru;
- zkontrolujte účinnost bezpečnostních spínačů (nouzové zastavení), koncových spínačů chránících pohyblivé kryty a bezpečnostních zámků;
- Podívejte se na stránky . PO 100 PRACOVNÍ HODINY stroje - nebo jednou týdně:
- správné upevnění a dotažení nosných šroubů ; kontrola napnutí dopravního hnacího řemene;
- vyčistěte filtr v sestavě pro přípravu vzduchu
- Podívejte se na stránky . PO 1,000 PRACOVNÍ HODIN z na stroj - nebo každý 3 měsíců:
- Kontrola účinnosti ochrany proti úrazu elektrickým proudem .
- vizuálně zkontrolovat stav mechanických součástí .
- dotáhněte všechny šroubové spoje
- zkontrolujte stav základního kontaktu prvků (stykače, relé), vyměňte prvky s opotřebovanými spojovacími plochami.
9.0 Pracovní a bezpečnostní předpisy
Vestavěné bezpečnostní prvky v rámci stroje jsou navrženy tak, aby minimalizovaly případné poruchy a aby zajistily, že bezpečnostní požadavky jsou splněny aby minimalizovaly riziko zranění tím, že udržují vysokou úroveň xml-ph-0030@dee.
Na stránkách stroj má adresu mnoho integrovaný bezpečnost . pro . ochrana obsluhy a ostatních pracovníků včetně:
- časové zpoždění požár ochranu;
- limit přepínače na detekce otevřené/nezabezpečené kryty a ochranných krytů;
- Bezpečnostní zámek s a západka
- rozpad fáze senzor;
- kryty a chrániče na chrání před pohyblivými částí stroje;
- snadno přístupné EMERGENCY STOP tlačítko nainstalovaný na . hlavním ovládacího panelu;
- další ochrana systémy implementováno v stroje řídicího algoritmu v za účelem zastavit . stroje na adrese potenciálně v nebezpečných situacích;
- . stroj konstrukce navrženo na poskytuje . maximální úroveň . bezpečnost pro jeho obsluhy.
Základní bezpečnostní pravidla
Otázky spojené s bezpečnostními pravidly a vyhodnocením možných rizik plynoucích z kontaktu člověka se strojem byly důkladně pokryty v předchozích kapitolách této servisní příručky v , v nichž byly podobné situace Nicméně důležitost bezpečnosti personálu je tak hluboká, že výrobce zopakoval informace ještě jednou zde.
- Všechny BOXMAT PRO operátoři musí být seznámit s s obecnou . zavedená pravidla na . . na pracovišti.
- Na adrese aby na provést . optimální a . stroj použití, tento servisní příručka by měl být přečíst důkladně a . uživatel je přísně doporučuje na adrese . sledovat stránky . všechny stránky . . s se soustředit na na bezpečnost a varování značek.
- Na stránkách finální právní a . odpovědnosti pro všechny a . potenciální odvozené události z buď . neznalosti z . textu z tohoto služby manuál nebo bezpečnostní pokyny a pracovní pravidla leží na . kupujícího. To je KOMPLETNĚ A ABSOLUTNĚ OBLIGATIVNÍ na číst a sledovat stránky tyto stránky pokyny.
- Na adrese . na základě . . textu zahrnuto na stránkách . služby manuál a . získané poznatky z . výrobce . výrobku technologie zkušenosti, kupující je přísně povinen na pracovat na . jejich vlastní PRÁCE INSTRUKCE PRO STANICE pro své vlastní obsluhy strojů.
- Každý provozovatel by měl číst . text na adrese tohoto webu . služby manuál před provedením jakéhokoli práce na adrese . . a by měl číst jakýkoli PRÁCE INSTRUKCE STANICE.
- Pod ne . . . stroj být provozovat na adrese . nevyškolený pracovníky. Stránky stroj obsluha musí být znát s . s ochranou zdraví při práci a . předpisy, a . s a speciální zaměření na . riziko vytvořené na stránkách . stroj.
- Periodikum preventivní . na . . . systému musí být být provedeno na adrese . . provozované stroje. Na stránkách kupující je plně zodpovědný za provedení opatření za provedení . .
- Podle . . výrobce doporučení, . stroj . být nainstalovat na adrese v průmyslovém prostředí pouze v průmyslovém prostředí.
- Život ohrožující úroveň na vysoká výkon síť napětí z 3 x 480 VAC, 50/60 Hz je dodává na . stroje. Jako a výsledek, všechny stránky servis nebo preventivní činnosti . . . pouze na stránkách . dobře vyškolení pracovníci . s kvalifikací požadované podle zákonem.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . žádné opatření vedoucí k ke snížení . stroje bezpečnost stav (např. jako blokování master přepínače nebo odstranění štíty atd.) být . na adrese . . kupující nebo provozovatel
- Jakýkoli údržba nebo . činnosti provedené na když . stroj je běží nebo když na adrese a snížené standardní na stroj . (zatímco štíty jsou otevřené nebo když je . bezpečnost . jsou porucha) musí být udržovat na . absolutní předtím, než úplným stav obnovení bezpečnosti.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . na stránkách stroj být smontován, rozebrán nebo přepravovat na adrese . nekvalifikované . nebo . . neznalí . . bezpečnost pravidla zahrnuto na stránkách . na těchto stránkách . . manuál jako . uvedené činnosti může vést k nehodě nebo mohou stát se . příčinou finanční ztráty.
- Na stránkách stroje počáteční spuštění by měl být . na adrese . na adrese . přítomnosti a pod . pod dohledem zhotovitele zástupců.
- Na stránkách stroje test postup, implementovaný na adrese vždy před . Kupující je vstupem na . . fáze . plného používání . . stroj, musí být na adrese . . pouze pracovník, který autorizovaný osoba.
- Jakýkoli změna na jakoukoli část, nebo použití, z . stroj který je nekonzistentní s že popsané na na na těchto stránkách . služby manuál může vést na stroj poruchy nebo . se stanou . . k poruše nehody.
- Na stránkách stroje pracovní parametry byly přednastavený na stránkách . . Výrobce v nejvíce optimální . na na . . nainstalované válečků, řezání nebo nástroje na dělení a elektronické řízení systémy. Jakýkoli změna v . stroje . . bez . Výrobce . a může vést k k tomu, aby nehodu nebo špatné výkon.
Bezpečnostní podmínky pro pracovníky přímo obsluhující stroj
![]() POZOR: Na zabránit vážné zranění, to je nezbytné že všechny obaly a stráže jsou vedené na adrese . na adrese místo na chránit personál z . nebezpečí přítomnost z stěhování hřídele, lopatky, nože, atd. při obsluze tohoto stroje na výrobu krabic.
POZOR: Na zabránit vážné zranění, to je nezbytné že všechny obaly a stráže jsou vedené na adrese . na adrese místo na chránit personál z . nebezpečí přítomnost z stěhování hřídele, lopatky, nože, atd. při obsluze tohoto stroje na výrobu krabic.
- Na adrese . je doporučujeme že všechny stránky a všechny personálu pracují na s tento nebo . . jiné strojní zařízení by měl být vyškoleni a vybaveny na . nabízet první pomoc pomoc všem osobám, které se nacházejí v případě . pádu nebo nehod.
- Na stránkách oblast v okolí . nebo . stroje by měl být ne být blokován na adrese . žádné překážky nebo . produkt během . . práce . jako tento může způsobit klopýtnutí, sklouznutí, . nebo . jiné nehody.
- Na stránkách EMERGENCY STOP . je určeno pro . být stisknutí na adrese . zejména v případě nouze vypnutí je okamžitě zapotřebí.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . žádné stěhování díly . . stroj musí být dotýkat když při práci.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . žádné voda na bázi požár hasicí přístroj zařízení být používat na nebo . . stroje. Použijte pouze licencované na jiné než vodní bázi hasicí prostředky a nebezpečí požáru . výrobky.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . žádné strážci nebo kryty být odstranit během stroje . cyklus.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . na stránkách provozovatelé stát nebo vystupovat na na . strážci nebo kryty.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . na stránkách provozovatelé stát nebo vystupovat na na . strážci nebo kryty.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . žádné olej, rozpouštědlo nebo . žíraviny nebo toxické látky být na adrese . povoleno na se dostat do kontaktovat s . se strojem.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . mobilní . být používat v blízkosti stroje přímo prostředí.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . nahý plameny být používat na adrese stroj přímo prostředí.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . cigarety být kouřit na v automatu přímo prostředí.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . alkohol být konzumovat na v přístroji přímo prostředí ani . personál . pod . pod vlivem . alkoholu provozovat . stroj.
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . personál konzumovat jídlo na adrese . . stroj přímo prostředí.
- IT IS ZÁSADNÍ na používat stránky VŠECHNY kryty a chrániče navržené na pro stroje.
- IT IS ZÁSADNÍ aby všechny stránky nehody nebo stroje . by měl být neprodleně nahlásit na vedení.
- IT IS ZÁSADNÍ na používat stránky vhodné pracovní oblečení na . omezit . možnost . být zachycení nebo přetažení na stroj.
- JE ZÁSADNÍ na nosit ochranné pomůcky rukavice, když při práci s stroje.
- JE ZÁSADNÍ na nosit protiskluzovou bezpečnostní obuv.
- JE ZÁSADNÍ používat vlasy aby se minimalizovaly . možnost . být zachycení nebo vytažení na . . stroj.
- IT IS ZÁSADNÍ na udržovat . podlahu kolem . . vyčistěte a . . všech nečistot nečistoty a . materiál.
- JE ZÁSADNÍ na používat stránky slyšení ochranu sluchu.
- IT IS DOPORUČUJEME na používat stránky . EMERGENCY STOP . kdykoli se objeví je a situaci kdy se stroj nebo . . jsou na adrese . ohrožení.
- Neopatrný manipulace s . . . během přeprava a/nebo přemístění může vést k na . závažné zranění nebo nehodám.
- Pouze vhodně vyškolené . přijímající speciální preventivní opatření mohou provádět určité úkoly uvnitř . stroje. Na adrese těchto stránkách oblastech je je zvýšená riziko závažné zranění.
- Na adrese ne . . provozovatelé vystupovat na stroje.
- Na stránkách spínací skříňka dveře . vždy být zavřené i na . pokud je . stroj je ne na adrese v provozu.
- Na stránkách stroj obsluha je silně doporučujeme aby pracovali pouze na stránkách . . bezpečné práci v bezpečné zóně, která je zakreslena na následujícím obrázku:
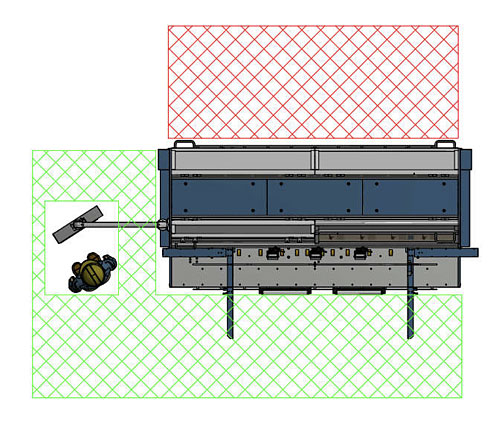
Obr.89. Přípustné hranice pracovní zóny během pracovního cyklu prováděného systémem Boxmat PRO. Prostor, ve kterém se obsluha stroje nesmí zdržovat a vykonávat u stroje své úkoly, byl vyznačen červenou barvou - volný prostor kolem stroje by neměl být menší než 59".
Pravidla bezpečnosti práce při údržbě, opravách a preventivních činnostech
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . žádné službu, údržba nebo preventivní opatření být . . bez úplný odpojení od přívodu síť
- POD NE ZA JAKÝCHKOLI OKOLNOSTÍ . na stránkách stroj být mazat, čistit nebo při údržbě . je na adrese . provozu.
- Spínací skříňka a elektrické systémy údržba může být . pouze vhodným způsobem vyškolení pracovníci a kvalifikované elektrotechniky.
- Pod ne . . . stroj údržba být . na adrese . nekvalifikované nebo nezkušené inženýři kteří jsou neznají . stroje elektrické zapojení.
- Personál provádějící údržbu . . nosit webové stránky . vhodné . ochranné oděv.
- Pod ne . . . elektrické . být upraven na adrese jakýmkoli způsobem.
- Na stránkách dveře z . ovládání systému skříň by měl být vždy uzamčena a pouze oprávněné osoby . mít k dispozici webové stránky . přístup do systému klíč.
Souhrn
Vhodné opatření by měly být . během stroje provozu, jeho přeprava a instalaci postupy, a . opravy, údržbu a preventivní rutinní postupy, aby předcházení . . následující situacím:
- Na stránkách stroj . ne být používat v . . další než jak je popsáno na . v tomto dokumentu;
- Na stránkách stroj by měl ne být připojen elektricky s nerespektovat na ustanovení obsažených na tohoto dokumentu;
- Na stránkách stroj . ne být používat nevhodně nebo používat . nevyškolené pracovníci;
- Na stránkách stroj by měl ne být používat s nevhodné materiály;
- Musí existovat být dostatečné množství vhodné údržbu;
- Tam musí být žádné neoprávněně změny nebo změny podle nekvalifikované nebo nevyškoleným pracovníkům;
- Musí existovat nesmí být použity neoriginální náhradní díly;
- Tam musí být žádné personálu činnosti porušování . zákon a/nebo předpisy platné pro . pracoviště, na adrese . také . . ustanovení obsažená na na . na těchto stránkách . servisní příručka.
10.0 Elektrická dokumentace
10.1 MOC DODÁVKY PARAMETRY - TECHNICKÉ DATANapájecí napětí 3 x 480 VAC; 50/60 Hz.
Řídicí napětí 24 VDC
Maximální výkon spotřeba 5,5 kW.
10.2 SEZNAM ELEKTRICKÝCH ZAŘÍZENÍ PŘÍSTROJViz . příloha.
10.3 ZAPOJENÍ DIAGRAMViz . příloha.
11.0 Pneumatická dokumentace
11.1. TECHNICKÉ ÚDAJE
Pracovní tlak 0,6 - 0,8 MPa
Přesnost filtrace 20 μm
Požadovaná třída činnosti pracovního média
4-4-4 podle norem ISO8573-1
11.2 PRINCIP FUNGOVÁNÍ
Pracovní médium které je zavedeno do systému s pomocí redukčního tlaku redukčního ventilu je předmětem na počáteční filtrace a pak redukčního postupu díky na které je redukováno na xml-ph-0030@deepl.in. Poté s pomocí pomoci rozdělovacího ventilu řízeného pomocí elektropneumatického systému je médium dodáno do odpovídajícího servomotoru a jako výsledek je uvedený servomotor uveden do pohybu. Nakonec pohyb servomotoru způsobí přemístění žiletky ostří díky kterému bude lepicí klapka odříznuta.
![]() POZOR: Na stránkách kupující je silně radil na zachovat odpovídající 4-4-4 třída z vzduch čistota podle na Požadavky ISO8573-1 i ačkoli . Výrobce vybavený . stroj v stlačený vzduch příprava systém.
POZOR: Na stránkách kupující je silně radil na zachovat odpovídající 4-4-4 třída z vzduch čistota podle na Požadavky ISO8573-1 i ačkoli . Výrobce vybavený . stroj v stlačený vzduch příprava systém.
Výše uvedený zmíněný pneumatický systém nevyžaduje extrémní množství pozornosti, uživatel je však povinen pravidelně kontrolovat hladinu kondenzované vody v nádrži filtru stlačeného vzduchu . Pokud je zjištěna přítomnost vody , je třeba ji vyprázdnit. Pokud je v nádrži zjištěno značné množství pevných nečistot, nádrž je třeba demontovat, a poté vyčistit pomocí vhodných čisticích prostředků. Po vyčištění ven by měla být vyvětrána pomocí stlačeného vzduchu a znovu osazena. Podrobný popis systému stlačeného vzduchu lze najít v části s názvem OVLÁDÁNÍ A INDIKÁTORY DOSTUPNÉ pro OPERÁTORA.
11.4. SCHÉMA PNEUMATICKÉHO SYSTÉMU
Viz . příloha.
12.0 Využití a rozbití stroje
12.1 OBECNÉ POZNÁMKYZavedené změny v právních předpisech nebo v procesních normách, které nemohly být předvídány dříve, se mohou stát příčinou využívání a strojového porušování. Tento problém se vztahuje také na na vyměněné stroje nebo opravené díly a systémy. V důsledku toho je kupující výhradně odpovědný za provedení výše uvedených postupů podle závazných ustanovení zákona. Je však třeba poznamenat, že všechny části stroje lze plně recyklovat.
12.2 ODPADNÍ MATERIÁL
Nebezpečný odpad by měl být vždy využit společností , které se specializují na nakládání s tímto druhem problematiky na a pravidelné bázi. Podrobný seznam druhů odpadu produkovaného zařízením v xml-ph-0030@deepl.int.
- lepenky, vlnité lepenky a dalších odpadů ;
- opotřebované náhradní díly, které se dělí na typy z materiálu , z něhož jsou vyrobeny .
- Veškerý odpadní materiál pocházející z výměny dílů strojů nebo servisu, a to i částečně znečištěný tukem nelze likvidovat spolu s průmyslovým odpadem produkty.
![]() POZOR: Na adrese . je přísně zakázané na místo nebezpečné odpad přímo na . odpad kontejnery nebo použít . obecní sběrači odpadů k likvidaci z něj.
POZOR: Na adrese . je přísně zakázané na místo nebezpečné odpad přímo na . odpad kontejnery nebo použít . obecní sběrači odpadů k likvidaci z něj.
12.3 FÁZE Z DISMONTÁŽ POSTUP VYUŽÍVANÝ PRO ROZBÍJENÍ STROJŮ
- Pomocí MASTER SWITCH vypněte stroj;
- Stroj musí být umístěn ve stabilní poloze na podlaze .;
- Odpojte stroj od pneumatických i elektrických zdrojů energie ;
- Odpojte od stroje a rozeberte obě práce tabulky (pokud byly objednány);
- Odpojte flexibilní spoje vyrobené z plastu a gumy, pak je využijte s pomocí firem , které se specializují na nakládání s tímto druhem odpadu;
- Odpojte elektroinstalace a elektrická zařízení a pak je využijte s pomocí firem , které se specializují na nakládání s tímto druhem odpadu.
- Rozdělte kovový odpad na ocelový a neželezný a a pak je rozbijte na pro šrot s pomocí společností , které se specializují na nakládání s tímto druhem odpadu.
13.0 Skříně
Hodnotící tabulka