Tento návod k obsluze je určen jako vodítko při práci se svářečkou Moduline Gen II Multi Sealer. Abyste zajistili optimální výkon svářečky, dodržujte přesně doporučení a specifikace.
Obsah
- Kapitola 1: Zamýšlené použití
- Kapitola 2: Požadavky na elektrickou energii a vzduch
- Kapitola 3: Vysvětlení varování
- Kapitola 4: Principy tepelného těsnění
- Kapitola 5: Postup spuštění
- Kapitola 6: Postup vypnutí
- Kapitola 7: Nastavení tepelného systému
- Kapitola 8: Definice kontrol
- Kapitola 9: Definice pneumatiky
- Kapitola 10: Definice složek
- Kapitola 11: Stojan na odvíjení
- Kapitola 12: Snímky obrazovky
- Kapitola 13: Údržba
- Kapitola 14: Řešení problémů
- Kapitola 15: Náhradní díly
- Kapitola 16: Tipy pro svařování
Další technické informace o tomto stroji získáte na telefonním čísle 1-855-888-WELD nebo e-mailem. service@weldmaster.com.
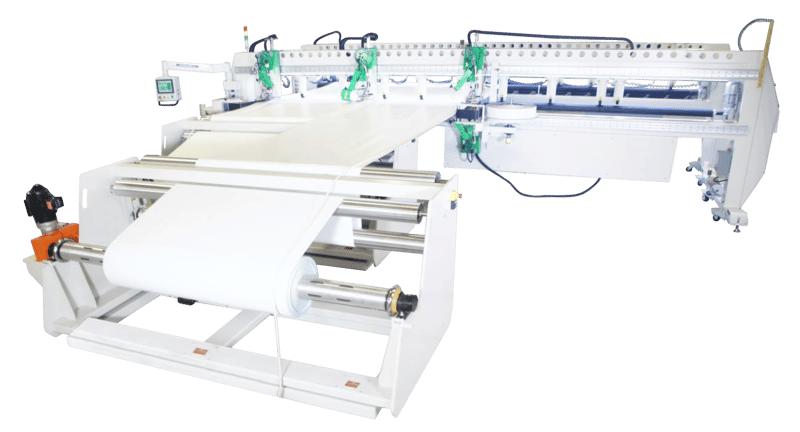
1.0 Zamýšlené použití
Svářečka Miller Weldmaster Moduline Gen II Multi Sealer je určena k tepelnému svařování svařitelných tepelných plastů jako např:
- Netkaná textilie polypropylen
- Vinyl (PVC) laminované tkaniny
- Vinyl (PVC) potažené tkaniny
- Vinyl (PVC) fólie
- Polyuretan (PU) potažené tkaniny
- Polyuretanové (PU) fólie
- Polypropylen (PP) potahované tkaniny
- Polyethylen (PE)
- Termoplastická guma (TPR) fólie
- Termoplastická guma (TPR) tkaniny
- Tuhé Extrudované výrobky
Výrobce neschvaluje jakéhokoli jiného použití pro tohoto stroje.
Výrobce neschvaluje odstranění jakýchkoli bezpečnostních ochranných krytů během provozu Moduline Gen II Multi Sealer .
Výrobce neschvaluje žádnou neautorizovanou úpravu Moduline Gen II Multi Sealer.
S Moduline Gen II Multi Sealer smí pracovat pouze řádně vyškolený technik .
Pouze řádně vyškolený technik smí provádět jakoukoli běžnou údržbu na Moduline Gen II Multi Sealer.
Veškeré opravy na těsnicím zařízení Moduline Gen II Multi smí provádět pouze řádně vyškolený technik .
Těsnicí pouze výrobcem schválené náhradní díly jsou k být použity pro těsnicí Moduline Gen II Multi .
Výrobce nebude nést odpovědnost za jakékoli škody nebo zranění vzniklé v důsledku jakéhokoli nevhodného použití tohoto stroje.
2.0 Požadavky na elektrickou energii a vzduch
Upozornění! Připojení k elektrickému napájení smí provádět pouze kvalifikovaný elektrikář .
Elektrické napájení:
Moduline Gen II Multi Sealer má následující elektrické požadavky :
- 220 Volty
- 50/60 Hz
- 125 Ampéry
- 3 Fáze
Obchod Vzduch Zásobování:
Součástí Moduline Gen II Multi Sealer je prodejní přívod vzduchu ventil , který umožňuje rychlé připojení a odpojení k vašemu prodejnímu přívodu vzduchu . Vzhledem k počtu různých různých stylů vzduchových konektorů, samec rychlého připojení není součástí . Budete chtít vybrat samec rychlého připojení s a ¼ palce NPT (National Pipe xml-ph-0031@d
Moduline Gen II Multi Sealer vyžaduje následující požadavky shop air :
- Minimum z 100psi na adrese 10 kubických . na za minutu.
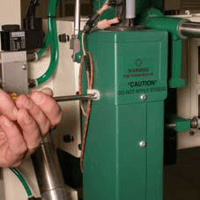
3.0 Vysvětlení varování
Existuje několik různých varovných symbolů umístěných na na Miller Weldmaster Moduline.
Gen II Multi Sealer. Tyto symboly slouží k upozornění obsluhy na potenciálně nebezpečná místa na stroji. Seznamte se s jejich umístěním a významem.
Upozornění Horké:

Symbol "Pozor: horké" je umístěn na a ochranném krytu v blízkosti horkých povrchů.
Upozornění: Uzamčení:
Nálepka "Pozor: Lockout" je umístěna v blízkosti otvoru skříně a všech přístupových panelů.
Varování: Stěhování Součástky:
Nálepka "Varování: Pohyblivé části" je umístěna na v celém stroji. Dávejte pozor na přídavné části v okolí pohyblivých částí , když je stroj v pohybu.
Varování: Uchovávejte Ruce Čisté:
Nálepka "Varování: Udržujte ruce v dostatečné vzdálenosti" je umístěna na sestavě ohřívače . Abyste předešli jakémukoli přiskřípnutí nebo popálení, si vždy uvědomte umístění svých rukou .
Pozor: Elektřina:

Nálepka "Pozor: Elektřina" je umístěna v blízkosti oblastí , které obsahují elektrické komponenty. Napájení by mělo být odstraněno před otevřením jakýchkoli dveří skříně .
Pozor: Air Kompresor:

Nálepka "Pozor: vzduchový kompresor" je umístěna na vzduchových kompresorech. Tyto jsou na místě , aby připomínaly obsluze o preventivní údržbě.
Nebezpečí: Pinch Body:

Symbol "Nebezpečí: skřípnutí bodů" je umístěn v blízkosti jakýchkoli potenciálních skřípnutí bodů. Neumísťujte žádné části těla do blízkosti těchto částí stroje , když je stroj v chodu.
Bezpečnostní poznámky
Materiál neupravujte, když se stroj pohybuje. Udržujte ruce, dlouhé vlasy, volné oblečení a předměty, jako jsou kravaty, mimo dosah válečků s přítlačnými body válečků, aby nedošlo k zamotání a zachycení, které může zachytit části těla nebo oblečení a způsobit vážné zranění. Zajistěte dostatečný prostor kolem stroje, aby byl zajištěn bezpečný a efektivní provoz. Před jakýmkoli čištěním, mazáním, seřizováním, opravami nebo údržbou jakékoli části stroje musí být stroj nehybný a pohyblivé části zablokované.
Vždy používejte osobní ochranné prostředky. (OOP) se rozumí ochranný oděv, přilba, ochranné brýle nebo jiný oděv určený k ochraně těla uživatele před zraněním.
4.0 Zásady tepelného těsnění
Hot Air:
Teplo potřebné pro svařování operace je vytvářeno elektricky dvěma topnými články umístěnými uvnitř pouzdra tepelného článku . Teplota horkého vzduchu se pohybuje od 100 do 1350 stupňů Fahrenheita xml-ph-0030@de
Rychlost:
Rychlost svařovacích válečků určuje množství času , po který teplo působí na svařovaný materiál. Čím pomalejší nastavení rychlosti , tím více materiálu bude zahříváno . Pro dosažení nejlepšího svaru, by mělo být minimální množství tepla aplikováno na materiál při stále dosažení plného svaru. Příliš velké teplo způsobí deformaci materiálu při xml-ph-00
Tlak:
Tlak svařovacího válečku je závěrečným krokem při vytváření svaru. Tlak svařovacího válečku stlačuje zahřátý materiál k sobě a dokončuje proces svařování .
Shrnutí:
Při tepelném zatavování vám správná kombinace tepla, rychlosti a tlaku umožní dosáhnout správně svařeného švu.
5.0 Postup spuštění
Start Up Postup
- Ujistěte se, že jsou všechny dveře skříně zavřené a uzamčené.
- Ujistěte se, že jsou na umístěny všechny bezpečnostní kryty .
- Otočte v prodejně přívod vzduchu ventil do otevřené polohy .
- Otočte hlavní napájení odpojení do polohy zapnuto .
- Stiskněte modré tlačítko reset .
- Zkontrolujte správné vyrovnání svařovacích válečků . Proveďte případné úpravy .
- Zkontrolujte , zda je správně zarovnáno vodítek tkaniny . Proveďte případné úpravy .
- Zapněte ohřev a nastavte teplotu na požadovanou teplotu .
- Zkontrolujte správné seřízení tepelných trysek systému .
- Otočte kyvné tlačítko do polohy na .
- Otočte tlačítko motoru do polohy on .
- Naložte veškerý materiál , který je potřeba pro vaši svařovací operaci na odvíjecí stojany .
- Správně umístěte materiál přes stroj z odvíjecí stojan(y).
- Jakmile materiál je do buňky s stahovacími válečky , použijte HMI k uzavření stahovacích válečků .
- Zapněte na všechny zbývající funkce , které budou potřebné pro proces svařování .
- Váš stroj je nyní připraven svařovat!
6.0 Postup vypnutí
Zavřít Vypnout Postup
- Upněte materiál k výstupnímu konci stroje . Tímto zajistíte, že materiál bude ve správné poloze pro další výrobu.
- Ujistěte se, že je tlačítko heat vypnuté. Teplota by měla začít klesat.
- Na stránkách stroj . ne vypnout . okamžitě! Kompresory budou procházet přes tříminutový cyklus chlazení down , aby umožnily tepelným prvkům ochladit . Tyto se pak vypnou .
- Zajistěte, aby napětí z odvíjení byly uvolněny pomocí dopředného nebo zpětného běhu odvíjení . Tímto se zajistí, aby materiál nevytáhl z stroje nebo vodítek při obvodu xml-ph.
- Po vypnutí kompresorů vypněte , otočte hlavní odpojovač napájení do polohy vypnuto .
- Poté, co se stroj vypne , otočte prodejní ventil přívodu vzduchu do do polohy vypnuto .
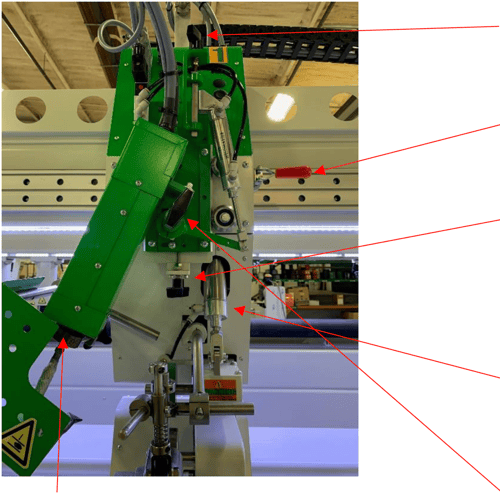
Nastavení trysky dostran: Posouvá trysku doleva a doprava ke svařovacím válcům.
Aretační svorka hlavy: Zajišťuje hlavovou jednotku ve správné svařovací poloze.
Nastavení trysky nahoru a dolů: Pohybuje tryskou nahoru a dolů. Otáčením knoflíku pro nastavení trysky ve směru hodinových ručiček se tryska zvedá Otáčením knoflíku proti směru hodinových ručiček se tryska snižuje.
Vzduchový válec horní jednotky: Pohybuje horní jednotkou nahoru a dolů a vyvíjí tlak na spodní svařovací válce.
Nastavení trysky dovnitř a ven: Posouvá trysku dovnitř a ven. Otáčením nastavovacího knoflíku ve směru hodinových ručiček se tryska posouvá dovnitř a proti směru hodinových ručiček se tryska posouvá ven.
Svorka trysky: Zajišťuje trysku na místě v tělese dvojitého prvku.
Poznámka: Strana s drážkou na svorce trysky musí směřovat nahoru směrem k tělesu dvojitého prvku.

8.0 Definice kontrol

Hlavní stránka Napájení Odpojení: V případě potřeby odpojí stroj od zdroje napájení . Toto je také zámek zámek mimo značku mimo bod pro elektrický zdroj na stroji.

Pohotovostní služba Zastavte: Tento je používán pouze v nouzovém stavu . Tento zastaví všechny funkce stroje a jej uvede do bezpečného stavu. Tento vypne napájení vypne na jakoukoli pohybující se část stroje x

Obnovení Tlačítko : Toto tlačítko se používá vždy, když je stroj zapnutý v ráno nebo nouzové tlačítko stop bylo stisknuto. Toto je na znamení stroje je čistý a může začít.

Start Tlačítko: Spustí pohyb na stroje .
Pauza Tlačítko : Pozastaví stroj z běhu.

Myld Roller Otevřít/Close: Bude otevírat a zavírat svařovací válečky pro konkrétní hlavu . Je je také tlačítko otevřít zavřít umístěné na každé jednotlivé hlavy.

Jog Vpřed: Tímto tlačítkem se roztočí odvíjecí válečky dopředu, nebo ve směru pohybu materiálu .
Jog Zpětný chod: Toto tlačítko spustí jog odvíjení odvíjecích válců v reverzním, nebo v opačném směru pohybu materiálu .
Hrana Průvodce Vypnuto/zapnuto: Tímto přepínačem se aktivuje foto oko a lineární aktuátor.

Nad/pod: Tento přepínač určí , jak materiál zaplatí mimo odvíjení . Tento umožní vám načíst materiál jakýmkoliv způsobem .
Horní/dolní Svařování Váleček Rychlost Ovládání: Tento ovladač vám umožní nastavit rychlost otáček horního a dolního svařovacího válce. Tímto zajistíte dobrý svar.
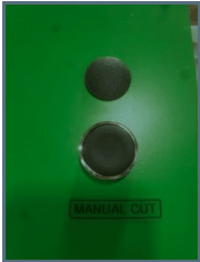
Manuální Střih Tlačítko: Po stisknutí tlačítka manuálního střihu střihu tlačítka pošle střihací stroj střihací stroj v pohybu v rámci nastaveného rozsahu .
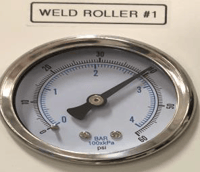
Svařování Váleček Tlak: Účelem regulátoru tlaku svařovacích válečků je měnit velikost pneumatického tlaku mezi svařovacími válečky.
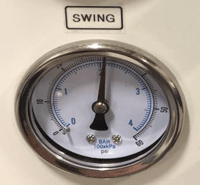
Tryska Výkyv: Reguluje množství vzduchu tlaku použitého k kývání trysky do a ven.
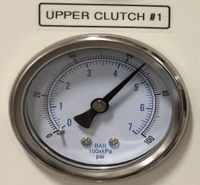
Horní Spojka Tlak: Přivádí točivý moment na horní svařovací válec. Nebo zvyšuje rychlost otáček horního svařovacího válce. Tento se používá k pomoci ovládání materiálu.
Dolní Spojka Tlak: Přivádí točivý moment na spodní svařovací válec . Nebo zvyšuje rychlost otáček spodního svařovacího válce . Tento se používá k pomoci ovládat materiál.
Chladicí zařízení Tlak: Tlak Chilleru , reguluje množství vzduchu , tlak , dodávaný do Chilleru.
Tanečnice Tlak: Tento regulátor ovládá velikost napětí na tlaku nahoru a dolů tanečního válce na odvíjecím stojanu . Tento se používá k udržování napětí pásu v stroji při xml-ph-0031@d
Stahovák Tlak: Účelem stahováku regulátoru tlaku je měnit velikost pneumatického tlaku mezi stahováky.
Cold Zbraně: Účelem studené pistole regulátoru tlaku je měnit velikost pneumatického tlaku z studené pistole při v použití během svařování.
10.0 Definice součástí
Odpočiňte si Stojan: Odvíjecí stojany jsou určeny k odvádění materiálu při řízené rychlosti k umožňující napnutí materiálu do svařovacích hlav .
Automatické Materiál Fréza: Automatická řezačka materiálu sestava je navržena tak, aby odřízla materiál na libovolnou délku podle přání obsluhy .
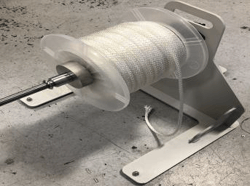
Lano Odvíjení Stojan: Tento stojan umožní materiálu lana správné odvíjení a hladký přechod do svařovacích hlavic .
Keder výplata: Keder výplatek slouží jako způsob dávkování Keder materiálu plynule do vodicí svařovací hlavy .

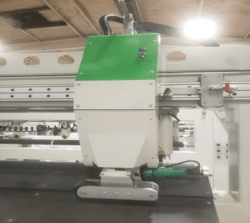
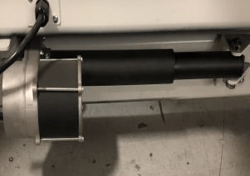
Stahovák Rám: Výstupní stahováky jsou vybaveny s poháněným vsuvným válečkem . Horní vsuvný váleček bude otevírat a zavírat.
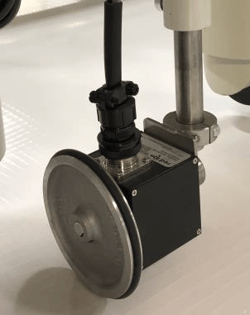
Záběry Počítadlo: Když na místě umožňuje stroji počítat , kolik materiálu bylo spuštěno.

Foto Oko: Toto zařízení se používá na lineárním pohonu odvíjecího stojanu , který pomáhá udržet materiál neustále sledovat na stejném místě.
Lineární Pohon: Je používán k pohybu na odvíjení stojanu k udržování umístění materiálu . Tento pracuje přímo s na foto oko k udržování na sledování materiálu .

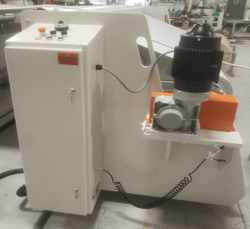
Chladicí zařízení: Po aktivaci bude použit k udržení materiálu před přehřátím.
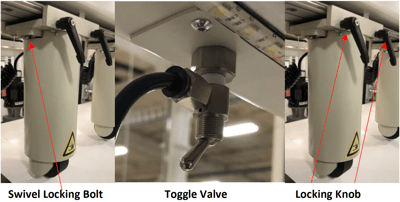
Stahovák Rám Součásti: Vyvíjí tlak na váleček , který táhne materiál přes stroj. Uvolněním otočného zajišťovacího šroubu může kolo stahováku otáčet doprava a doleva pro lepší kontrolu materiálu . Aretační knoflík zajistí stahovací systém na místě. Jakmile na správném místě zavřete stahovací kolečko pomocí přepínacího ventilu.
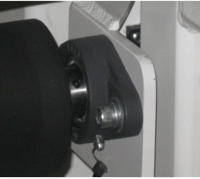
11.0 Stojan na odvíjení
Bezpečnost Chuck: Bezpečnostní sklíčidlo umožňuje rychlou výměnu materiálu. Stisknutím na horní části bezpečnostního sklíčidla umožníme jeho zacvaknutí otevření tak, aby bylo možné hřídel vyjmout nebo vložit. Jakmile je hřídel vložena , zatlačte proti horní části bezpečnostního sklíčidla , aby se uzavřelo .
Odstranění . Hřídel: Chcete-li vyjmout hřídel musíte mít bezpečnostní sklíčidlo horní mrtvý střed otevřít. Chcete-li otevřít otočte hřídel na , kde otvor bezpečnostního sklíčidla je horní mrtvý střed. Dále musíte otevřít otočnou rukojeť . Jakmile obě bezpečnostní sklíčidla byla otevřena použijte jeřáb nebo vysokozdvižný vozík k vyjmutí hřídele .
12.0 Snímky obrazovky
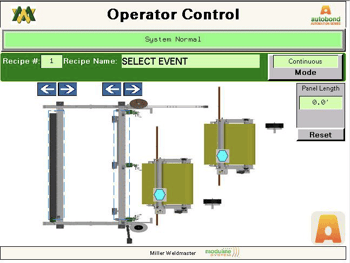
Operátor Ovládání Obrazovka: Tato je hlavní obrazovka , kterou bude operátor používat; tato je úvodní obrazovka stroj načte .
Recept #/Název: Zobrazí aktuální vybraný recept .
Panel Délka: Horní číslo zobrazí aktuální délku panelu . Spodní číslo je nastavená hodnota pro panel , tato je upravena v obrazovce Recept Aktivní .
Obnovení: Toto tlačítko vynuluje počítadlo enkodéru pro aktuální panel .
Režim: Zobrazí na operátora aktuální režim stroj je spuštěn:
Průběžné - Stroj bude pracovat , dokud nebude pauza nebo stisknuto tlačítko E-stop .
Spusťte Na Nastavit Bod: Stroj spustí na do konkrétní délky nastavené obsluhou .
Dávka: Stroj automaticky spustí určitý počet dávek .
Chcete-li změnit parametry stroje, musíte být přihlášeni jako obsluha;
Uživatelské jméno: oper
Heslo: 6789
Alarm Aktivní Obrazovka: Tato zobrazuje aktuální aktivní alarmy, pokud nějaké jsou.
Ack: Toto tlačítko se používá k potvrzení všech aktivních alarmů.
Alarm Historie: Tento je používán k vytažení nahoru všech a všech starých alarmů kdykoli přítomných na stroji .
Recept Aktivní Obrazovka: Zobrazuje všechny aktuální parametry pro vybraný recept.
Recept #/Název: Toto zobrazuje aktuální recept podle čísla a podle názvu.
Aktivní Recept Uložit: Stisknutím tohoto tlačítka uloží všechny aktuální parametry pro aktuální recept.
Disk Zpoždění: Je doba mezi a časem mezi a začátkem vašeho svařování svařovací hlavy a trysek k kývání v , než se svařování držené spustí .
Svařování Jednotka # 1-3 Toto je teplota nastavená bod my jsme nastavení každý svařovací hlava na.
Buňky #1 Master Rychlost: Ovládá celkovou rychlost stroje .
Buňky #2 Panel Délka: To vám umožní nastavit požadovanou délku panelu pro každý recept.
Buňky #2 Synchronizace Rychlost: Tato rychlost je podřízená od hlavní rychlosti .
Operátor Konfigurace Obrazovka: Zobrazuje každou buňku s jejich příslušnými funkcemi.
Přehledně Stroj: Otevře svařovací válečky, stahovák, a vypne tepelné systémy.
Buňky #1 Stahovač: Když se rozsvítí , tato aktivuje stahovák na buňce #1.
Buňky #2 Stahovač: Po rozsvícení aktivuje tato stahovák na buňce #2.
FWD/REV Jog: Tato tlačítka slouží k posunu buňky dopředu nebo dozadu.
Buňky #2 Střih:
Obnovení: Tato funkce odešle frézu do domovské pozice , pokud se během cyklu zastavila .
Střih: Tímto uvedete řezačku do pohybu .
Zaostřete: Tato funkce umožní, aby fréza běžela , zatímco obsluha mačká ostřičku .
Stroj Statistiky: Zobrazuje hodinový měřič pro stroj jako i jako všechny jednotlivé svařovací hlavy. Hodinový měřič je resetovatelný při přihlášení pod úroveň Tech .
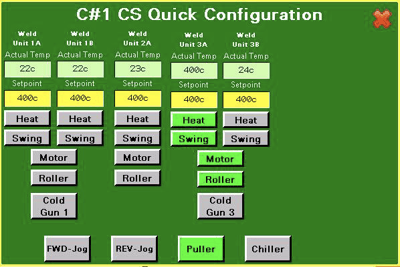
C#1 CS Quick Konfigurace Obrazovka: Na této stránce se zobrazí každý svařovací hlavy aktuální stav ohřevu .
Aktuální Teplota: Tato položka zobrazuje aktuální teplotu aktuální teplotu svařovacího stroje svařovací hlavy .
Nastavená hodnota: Tato zobrazuje požadovanou hodnotu , kterou chceme, aby stroj dosáhl .
+/- Alarm Pásmo: Používá se k nastavení alarmu pro pod/nad nastavení nastavení nastavení bodu teploty.
Teplo: Toto tlačítko zapne ohřev na na vybraný ohřev systému na vybrané buňky .
Swing: Toto tlačítko zapíná tepelný systém swing.
Motor: Toto tlačítko zapíná motor pro vybraný tepelný systém na vybraný článek .
Váleček: Toto tlačítko spustí nebo zvedne svařovací válečky .
Cold Zbraň 1, 3: Zapne na pomocný chladič vzduchu , tento bude použit pro chlazení švu.
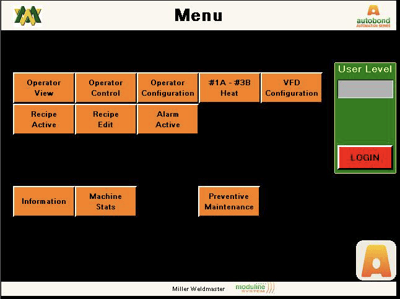
Nabídka Obrazovka: Hlavní obrazovka zobrazuje všechna dostupná dílčí menu pro ovládání stroje .
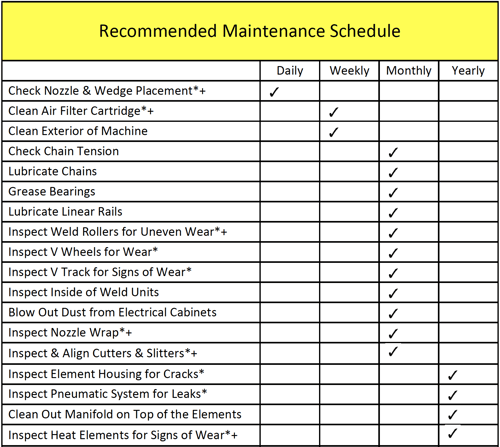
*Upozorňuje na nutnost výměny dílů podle inspekce.
+Upozorňuje na díly, které by měly být uchovávány na místě.
13.0 Údržba
VAROVÁNÍ! Údržbu tohoto stroje smí provádět pouze kvalifikovaný technik . Tento může být Miller Weldmaster zástupce nebo někdo vyškolený zástupcem Miller Weldmaster .
VAROVÁNÍ! Stroj musí být odpojen od zdroje napájení předtím, než může být provedena jakákoli údržba .
Ložiska
Miller Weldmaster Moduline Gen II Multi Sealer má několik ložisek, ačkoli nepatří mezi položky s vysokou údržbou, ložiska by měla být kontrolována jednou za měsíc , aby se zajistilo, že nedochází k nadměrné korozi, xml-ph-0030@deepl.Rovněž kontrolujte , zda nedošlo k uvolnění nebo opotřebení. V případě potřeby promažte ložiska jednou za 6 měsíců převodovým olejem 80w-90w .
Vzduch Filtr Cartridge
Miller Weldmaster Moduline Gen II Multi Sealer má vzduchový kompresor , který dodává proud vzduchu do tepelných prvků . Pravidelné čištění a výměna vzduchového filtru kazety je nezbytná pro xml-ph-0030@deepl.inte.Nedostatečný průtok vzduchu nebo jakékoliv nečistoty v proudu vzduchu zkracují životnost tepelných prvků nebo palubního kompresoru.
Čistěte vzduchový filtr každý týden pro nejlepší výkon. Jakmile nemůžete již číst černý text na straně filtru kazety je čas vyměnit filtr .
Společné Komponenty
Teplo Prvky
Topná tělesa používaná u Miller Weldmaster Moduline Gen II Multi Sealer jsou dimenzována na 1000 hodin provozu při 1000 stupních F (537 stupňů C). Přestože delší životnost tepelných prvků je možná při správné údržbě, 1000 hodin je průměrná hodnota. Pokud tepelné prvky předčasně selžou, před výměnou kontaktujte zástupce Miller Weldmaster .
Řetězy
Miller Weldmaster Moduline Gen II Multi Sealer má několik řetězů , které se používají k pohonu svařovacích válců a stahováků. Přestože nepatří mezi položky s vysokou údržbou, měly by být řetězy jednou měsíčně zkontrolovány, aby se ujistily, že na nich není nadměrná koroze, rez, nebo nečistoty. Rovněž kontrolujte , zda nejsou uvolněné nebo volné. V případě potřeby promažte řetězy jednou za měsíc převodovým olejem 80w - 90w.
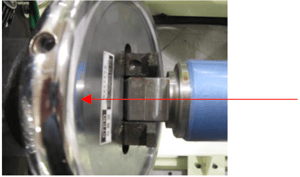
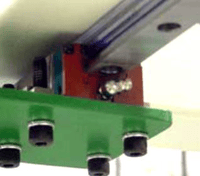
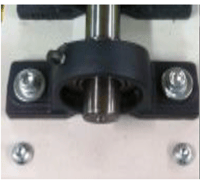
Úprava stránek . Horní Jednotka Svařování Váleček Pohon Řetěz
Horní jednotka
Při napínání horní jednotky řetězu, musíte zkontrolovat vůli svařovacího válečku . Svařovací váleček by se měl pouze posunout dozadu a dopředu o 1/8palce. Povolte matici na napínacím šroubu . Jakmile matici povolíte , otáčejte šroubem ve směru hodinových ručiček , dokud se svařovací váleček nepohne . Pak zpět vypněte napínací šroub proti směru hodinových ručiček , dokud svařovací váleček nedosáhne 1/8 xml-p.
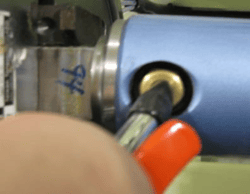
Hlavní stránka Disk Řetěz
Hlavní řetěz k spojce by měl být trochu uvolněný. Sundejte kryt z horní části hlavy. Nastavte řetěz uvolněním hnacího motoru držáku na straně o. Řetěz by se měl odtahovat od volnoběžného řetězového kola přibližně o 3/16palce , ale ne natolik , aby sjel ze zubů. Pokud je řetěz příliš napnutý, spojka nebude správně fungovat .
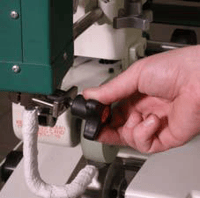
Změna Termočlánek
Moduline Gen II Multi Sealer používá termočlánek ke snímání teploty vzduchu těsně před tím, než dosáhne trysky. Typická životnost očekávaná termočlánku se liší.Termočlánek by měl být vyměněn , pokud stroj neudržuje konstantní teplotu +/- 2 stupně F (+/- 1 stupeň C) nebo tepelné prvky předčasně vyhoří .
Upozornění! Pouze kvalifikovaný technik smí provádět jakoukoli údržbu na stroji. Tímto může být zástupce Miller Weldmaster nebo někdo vyškolený zástupcem Miller Weldmaster .
Upozornění! Stroj musí být odpojen od zdroje napájení předtím, než může být zahájena jakákoli údržba .
1. Otočte . hlavní stránka napájení odpojení na . mimo pozice.
2. Odpojte napájecí kabel od zdroje napájení. Pokud je napájecí kabel zapojen do zdroje, vypněte napájení v rozvodné skříni.

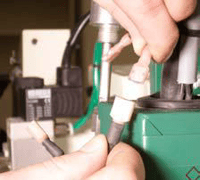
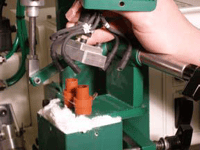
3. Odpojte 2 přívody termočlánku.
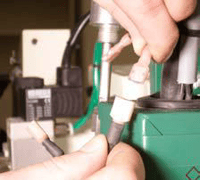
4. Uvolněním svorky vyjměte horkovzdušnou trysku.

7. Pomocí klíče 7/16 opatrně uvolněte a sejměte matici termočlánku .




12. Nainstalujte oba termočlánky drát držáky.


Změna Teplo Prvky
Topná tělesa používaná u stroje Miller Weldmaster jsou dimenzována na 1000 hodin používání při 1000 stupňů F (537 stupňů C). Ačkoli delší životnost topného tělesa je možná při správném xml. Pokud tepelné prvky předčasně selžou, před výměnou kontaktujte zástupce Miller Weldmaster . Je doporučeno vyměnit oba prvky i v případě, že vyhoří pouze jeden . .
1. Otočte . hlavní stránka napájení odpojení na . mimo pozice.

3. Odpojte 2 termočlánkové vodiče .



8. Povolte 4 šrouby upevňující hliníkový rozdělovač vzduchu.

9. Vyjměte hliníkový rozdělovač vzduchu.
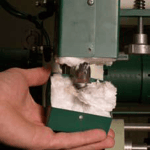
10. Opatrně vyjměte tepelné prvky z pouzdra prvků.
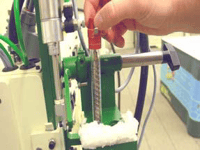
POZNÁMKA: Zkontrolujte každý prvek , zda se v něm nenachází odlomené mimo úlomky skla nebo drátu. Případné chybějící úlomky budou v tělese duálního prvku nebo trysky. Tyto úlomky musí být odstraněny před instalací nového xml-ph-0030@deepl.inter.
11. Pečlivě nainstalovat 2 nový teplo prvky na . duální prvek bydlení.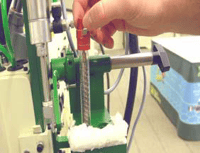



Řešení problémů s víceúčelovým těsnicím zařízením Moduline Gen II
Frequently Asked Questions
Není to dobrý svár?
Zkontrolujte teplo, rychlost a přítlak svařovacího válce a umístění trysky. Napětí na odvíjecích stojanech může mít také vliv na svařování.
Pokaždé, když začnu, tak se mi vypálí díra.
Doba zpoždění pohonu je nastavena na vysokou hodnotu.
Mezi startem a stopem mám nesvařenou část.
Doba zpoždění pohonu je nastavena na nízkou hodnotu.
Materiál neproudí vodítkem plynule.
Zkontrolujte vyrovnání jednotlivých vodítek.
Když zapnu hlavní odpojovač napájení, zdá se, že se napájení nezapne?
Zkontrolujte, zda je jistič v poloze zapnuto, zda je ke stroji připojeno dílenské potrubí a zda je ventil otočen do polohy otevřeno. Zkontrolujte všechna tlačítka e-stop, zda nebyla stisknuta. Po nalezení stisknutého tlačítka e-stop zkontrolujte, zda je stroj v bezpečném provozuschopném stavu a zda všechny osoby stojí opodál. Otočením tlačítka e-stop ve směru hodinových ručiček jej uvolněte. Stiskněte tlačítko resetování na hlavním ovládacím panelu.
Tlačítko motoru je otočeno do polohy zapnuto a po stisknutí tlačítka start se nepohne?
Požádejte elektrikáře, aby prozkoumal ovládací skříňku a zkontroloval, zda jsou všechny měniče připraveny.
Teplota se nezvýší.
Požádejte elektrikáře, aby zkontroloval pojistku na relé topení, zda není přepálená. Zkontrolujte topná tělesa a ujistěte se, že nejsou přepálená. Pokud jsou všechny pojistky a tepelné prvky v pořádku, vyměňte relé ohřívače.
Materiál se ve stroji nepohybuje.
Zkontrolujte, zda je stahovák zavřený.
Materiál nezůstane ve vodítku
Zkontrolujte tlak v brzdě na odvíjecím stojanu. Pokud je tlak správný, zvyšte tlak horní spojky.
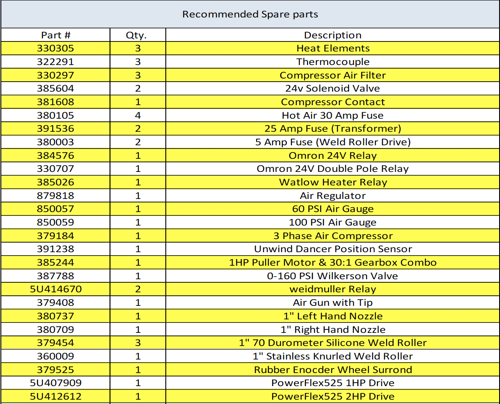
15.0 Náhradní díly
16.0 Svařovací tipy
Svařování Tipy

Špatný svar: Toto není dobrý svar. Tkanina je sice do jisté míry svařená, ale ne na 100 %. Aby byl tento svar uznán, musí se stát jedna ze dvou věcí. Buď se musí snížit rychlost, nebo se musí zvýšit teplota.

Dobrý Svařování: Tohle je dobrý svar. Tkanina je svařená na 100 %. Můžete vidět , že tkanina je rozvrstvená po celé šířce švu . .

Horní Svařování Váleček Going Příliš Pomalu: Toto je příklad z horního svářeče válce jedoucího příliš pomalu. Zelený panel prochází přes levou stranu z svářeče a žlutý panel prochází přes pravou stranu . Horní svařovací válec jede pomaleji než spodní svařovací válec . To ukazuje v vrásnění z spodní nebo levé desky. Horní svařovací válec spojka přítlačná potřebuje , aby byla xml-ph-0031@d

Horní Svařování Váleček Going Příliš Rychle: Toto je příklad horního svářeče válce jedoucího příliš rychle. Zelený panel prochází přes levou stranu svářeče a žlutý panel prochází přes pravou stranu . Horní svařovací válec prochází rychleji než spodní svařovací válec . To ukazuje v vrásnění horního nebo pravého panelu. Horní svařovací válec spojka přítlačná potřebuje být xml-ph-0031@d

Příliš Hodně Smršťování: Toto je příklad přílišného smrštění v materiálu. Mnoho termoplastů má tendenci se smršťovat při zahřátí. To je způsobeno přehřátím .

Perfektní Šev: Toto je příklad dokonalého švu. Není zde žádné zvlnění, vrásky, nebo záhyby.
