
Tento návod k použití je určen jako vodítko při obsluze lisu RFlex . Abyste zajistili optimální výkon svářečky, dodržujte přesně doporučení a technické údaje.
Obsah
- Kapitola 1: Zamýšlené použití
- Kapitola 2: Bezpečnostní značky a piktogramy
- Kapitola 3: Technické údaje
- Kapitola 4: Technický popis
- Kapitola 5: Montáž a instalace
- Kapitola 6: Operace
- Kapitola 7: Výběr parametrů svařování
- Kapitola 8: Údržba
- Kapitola 9:
Bezpečnost a ochrana zdraví při práci
- Kapitola 10: Elektrická dokumentace
- Kapitola 11 : Pneumatická dokumentace
- Kapitola 12: Obecné pokyny
- Kapitola 13: Přílohy
- Kapitola 14: Další dokumenty stroje
Další technické informace o tomto stroji získáte na telefonním čísle 1-855-888-WELD nebo e-mailem. service@weldmaster.com.
1.0 Přehled stroje / zamýšlené použití
RFlex Press je nejmenší stroj z naší řady radiofrekvenčních strojů. Je robustně konstruován a navržen pro přesnost a dlouhou životnost a je vybaven velmi robustním montážním suportem s ocelovou hlavou, tvořeným dvojitým "V" mechanismem.
Pro šicí práce se doporučuje malý držák na nářadí, který umožňuje dobrou viditelnost a přístup do pracovního prostoru. Pro ostatní aplikace lze dodat velký držák, který poskytuje pevnou oporu pro širokou plochu nástroje. K dispozici jsou také zařízení pro zvětšení prostoru hrdla, kde je třeba umístit přebytečné materiály za nástroj.
Stroj se široce používá ve zdravotnictví, automobilovém a oděvním průmyslu ke svařování malých přídavných dílů, jako jsou trubky, vzduchové a kapalinové ventily, háčky, průchodky, desky atd. RFlex Lis má vf výkon od 0,5 do 4 kW. Stroj je ideálním nástrojem pro přídavnou výrobu, kde je klíčová přesnost, manuální přístupnost, odolnost a pevnost. Miller Weldmaster vždy klade na první místo kvalitu, přesnost, efektivitu, bezpečnost a jednoduchost konstrukce.
NEJDŮLEŽITĚJŠÍ FUNKCE STROJE:
- běžná údržba stroje je velmi jednoduchá;
- lisování lze přesně nastavit;
- výrobce nainstaloval na ovládací panel nouzové tlačítko;
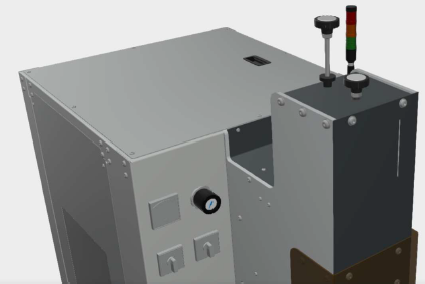
- stroj je vybaven signálním světelným sloupkem, který zvyšuje bezpečnost obsluhy při zapnutém stroji;
- obsluha může programovat a řídit pracovní cyklus stroje díky dotykovému panelu HMI;
- programovací nástroj umožňuje obsluze zadat do systému parametry, jako jsou: doba a výkon svařování a doba chlazení;
- pomocí panelu HMI instalovaného na stroji může obsluha uložit mnoho svařovacích programů pro různé druhy materiálů, nemluvě o programech používaných pro práci s různými typy elektrod;
- stroj je vybaven přídavnou uzemňovací elektrodou, která chrání uživatele před zvýšenou úrovní vysokofrekvenčního neionizujícího záření vyzařovaného strojem;
- ZTG HF AutoTuning System™ - stroj je vybaven systémem automatické regulace výkonu pro zvýšení bezpečnosti obsluhy;
- ZTG SafeDOWN™ - stroj je vybaven systémem, který by měl účinně chránit obsluhu před elektrodou při spouštění;
- ZTG Flash™ - další systém stroje, který má chránit elektrodu a svařovanou surovinu před možným poškozením obloukem;
- Všechny stroje obdržely certifikáty shody CE.
VYSOKOFREKVENČNÍ TECHNOLOGIE:
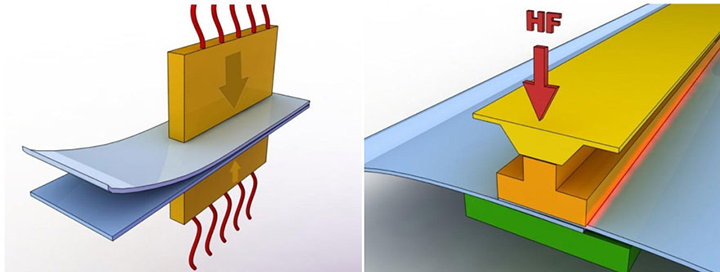
Vysokofrekvenční svařování, známé jako radiofrekvenční (RF) nebo dielektrické svařování, je proces spojování materiálů působením radiofrekvenční energie na spojovanou oblast. Výsledný svar může být stejně pevný jako původní materiály.
VF svařování je založeno na určitých vlastnostech svařovaného materiálu, které způsobují vznik tepla v rychle se střídajícím elektrickém poli. To znamená, že touto technikou lze svařovat pouze určité materiály. Proces zahrnuje vystavení spojovaných dílů vysokofrekvenčnímu (nejčastěji 27,12MHz) elektromagnetickému poli, které se obvykle aplikuje mezi dvě kovové tyče. Tyto tyče zároveň slouží jako aplikátory tlaku při zahřívání a ochlazování. Dynamické elektrické pole způsobuje kmitání molekul polárních termoplastů. V závislosti na své geometrii a dipólovém momentu mohou tyto molekuly část tohoto kmitavého pohybu převést na tepelnou energii a způsobit ohřev materiálu. Měřítkem této interakce je ztrátový činitel, který je závislý na teplotě a frekvenci.
Polyvinylchlorid (PVC) a polyuretany jsou nejběžnější termoplasty, které se svařují pomocí RF procesu. RF svařování je možné i u dalších polymerů, včetně nylonu, PET, PET-G, A-PET, EVA a některých ABS pryskyřic, ale jsou k tomu nutné speciální podmínky, například nylon a PET je možné svařovat, pokud se kromě RF výkonu použijí i předehřáté svařovací tyče.
HF svařování není obecně vhodné pro PTFE, polykarbonát, polystyren, polyethylen nebo polypropylen. Vzhledem k hrozícím omezením při používání PVC však byla vyvinuta speciální třída polyolefinu, kterou lze svařovat VF svařováním.
Hlavní funkcí vysokofrekvenčního svařování je vytvoření spoje dvou nebo více tlouštěk plechového materiálu. Existuje řada volitelných funkcí. Svařovací nástroj může být gravírován nebo profilován, aby celá svařovaná plocha získala dekorativní vzhled, nebo může obsahovat techniku reliéfní ražby pro umístění nápisů, log nebo dekorativních efektů na svařované prvky. Začleněním řezné hrany přiléhající ke svařovací ploše může proces současně svařovat i řezat materiál. Řezná hrana stlačuje horký plast natolik, že umožňuje odtržení přebytečného zbytkového materiálu, proto se tento proces často označuje jako svařování trháním.
 UPOZORNĚNÍ: Výrobce nenese žádnou odpovědnost za škody nebo zranění způsobené nevhodným používáním tohoto stroje.
UPOZORNĚNÍ: Výrobce nenese žádnou odpovědnost za škody nebo zranění způsobené nevhodným používáním tohoto stroje.
POZOR: Abyste mohli stroj používat optimálním a bezpečným způsobem, pečlivě si přečtěte a dodržujte všechny pokyny uvedené v tomto návodu k obsluze a údržbě.
UPOZORNĚNÍ: Zhotovitel žádá všechny pracovníky proškolené v bezpečnosti práce, pracovních postupech a rizicích svařovacího stroje, jakož i pracovníky s kvalifikací pro obsluhu svařovacího stroje, aby přiložený formulář podepsali čitelným podpisem.
POZOR: Vysokofrekvenční svářečka byla navržena a vyrobena v provedení, které není vhodné pro osoby se zdravotním postižením. Pokud mají stroj obsluhovat osoby se zdravotním postižením, měl by být stroj po konzultaci s výrobcem řádně upraven.
2.0 Bezpečnostní značky a piktogramy
2.1 Obecné informace
Abyste svářečku používali optimálním a bezpečným způsobem, pečlivě si přečtěte a dodržujte všechny pokyny obsažené v tomto návodu k obsluze a údržbě, zejména všechny výstražné, zákazové, omezující a příkazové informace a značky.
Na základě informací obsažených v tomto návodu k obsluze a údržbě musí zadavatel vypracovat návody k obsluze pracovních míst pro zaměstnance.
Objednatel nese plnou, právní a hmotnou odpovědnost za všechny události, které vzniknou v důsledku nedostatečné znalosti tohoto návodu k obsluze a údržbě nebo nedodržení zásad bezpečnosti a ochrany zdraví při práci.
UPOZORNĚNÍ UVEDENÁ NA PŘÍSTROJÍCH A / NEBO POPSANÁ V PODROBNOSTECH PŘÍRUČKY PRO PROVOZ A ÚDRŽBU JE PŘÍSNĚ ZÁVAZNÁ.  UPOZORNĚNÍ: Před zahájením jakékoliv práce osoby obsluhující vysokofrekvenční svářečku je nutné se seznámit s návodem k obsluze a údržbě.
UPOZORNĚNÍ: Před zahájením jakékoliv práce osoby obsluhující vysokofrekvenční svářečku je nutné se seznámit s návodem k obsluze a údržbě.
UPOZORNĚNÍ: Každý příjemce nebo jím pověřená osoba na základě tohoto návodu k obsluze a údržbě a správné charakteristiky výrobně-technologického postupu je povinné z důvodu vydat příručku WORKSTAND MANUAL pro obsluhu.
UPOZORNĚNÍ: Vysokofrekvenční svářečku mohou obsluhovat POUZE pracovníci, kteří byli proškoleni v obsluze zařízení a v PRŮMYSLOVÉ BEZPEČNOSTI se zvláštním zřetelem na možné riziko pocházející ze stroje.
UPOZORNĚNÍ: Výrobce zařízení doporučuje kupujícímu, aby po celou dobu životnosti stroje využíval služeb vyškoleného servisního personálu poskytovaného výrobcem nebo jím pověřených servisních týmů.
POZOR: Výrobce důrazně doporučuje instalovat svářečku pouze v průmyslovém prostředí.
POZOR: Stroj musí být řádně vyrovnán a musí mít pevné místo provozu.
POZOR: Neopatrné zacházení se strojem během přepravy (stěhování) může vést k vážným zraněním nebo nehodám.
 POZOR: Generátor je napájen životu nebezpečným napětím elektrické sítě 3 x220 VAC; 50 Hz. Zařízení má vysoké napětí až 5000 VDC. Veškeré servisní nebo preventivní činnosti smí provádět pouze vyškolený personál s oprávněním vyžadovaným zákonem.
POZOR: Generátor je napájen životu nebezpečným napětím elektrické sítě 3 x220 VAC; 50 Hz. Zařízení má vysoké napětí až 5000 VDC. Veškeré servisní nebo preventivní činnosti smí provádět pouze vyškolený personál s oprávněním vyžadovaným zákonem.
UPOZORNĚNÍ: Kupující by měl dbát na správné provedení a pravidelnou preventivní kontrolu instalace ochrany proti úrazu elektrickým proudem u každého používaného zařízení. Veškerá odpovědnost v této věci je na straně kupujícího.
UPOZORNĚNÍ: Napětí žárovky musí být stejné, jako je uvedeno v datovém listu výrobku - je možné jej upravit pomocí odboček na primární straně žárovkového transformátoru.
UPOZORNĚNÍ: Po instalaci je třeba lampu asi hodinu předehřívat.
 UPOZORNĚNÍ: Veškeré práce v zóně aktivní lisovací jednotky lisu, tj. výměnu zařízení, může provádět pouze vyškolený servisní tým, a to se zvláštními bezpečnostními opatřeními.
UPOZORNĚNÍ: Veškeré práce v zóně aktivní lisovací jednotky lisu, tj. výměnu zařízení, může provádět pouze vyškolený servisní tým, a to se zvláštními bezpečnostními opatřeními.
 POZOR: Nouzové zastavení stroje je možné kdykoli stisknutím tlačítka EMERGENCY. Tlačítko STOP (červené tlačítko na žlutém pozadí).
POZOR: Nouzové zastavení stroje je možné kdykoli stisknutím tlačítka EMERGENCY. Tlačítko STOP (červené tlačítko na žlutém pozadí).
 POZOR: Pracovní prostředí stroje, podlaha a ruční držáky a úchyty musí být vždy čisté a zbavené jakéhokoli znečištění, mastnoty nebo bláta, aby se riziko uklouznutí nebo pádu snížilo na nejnižší možnou míru.
POZOR: Pracovní prostředí stroje, podlaha a ruční držáky a úchyty musí být vždy čisté a zbavené jakéhokoli znečištění, mastnoty nebo bláta, aby se riziko uklouznutí nebo pádu snížilo na nejnižší možnou míru.
UPOZORNĚNÍ: Před sejmutím přístupových panelů nebo otevřením dvířek odpojte stroj od elektrické sítě. Před zahájením provozu tohoto stroje musí být všechny ochranné kryty a přístupové panely na svém místě.
 POZOR: Teplota elektrody je až 100 °C. Proto se při dotyku můžete popálit.
POZOR: Teplota elektrody je až 100 °C. Proto se při dotyku můžete popálit.
 POZOR: Lampa obsahuje kovy vzácných zemin a oxidy kovů vzácných zemin, které jsou vysoce toxické. V případě rozbití musí být lampa zlikvidována s maximální opatrností a s pomocí specializované služby.
POZOR: Lampa obsahuje kovy vzácných zemin a oxidy kovů vzácných zemin, které jsou vysoce toxické. V případě rozbití musí být lampa zlikvidována s maximální opatrností a s pomocí specializované služby.

 POZOR: Vysokofrekvenční svářečka je zdrojem neiontového elektromagnetického záření. Po instalaci stroje u kupujícího musí být provedeno měření neiontového záření. Měření záření by měla provádět autorizovaná společnost.
POZOR: Vysokofrekvenční svářečka je zdrojem neiontového elektromagnetického záření. Po instalaci stroje u kupujícího musí být provedeno měření neiontového záření. Měření záření by měla provádět autorizovaná společnost.
 POZOR: Vysokofrekvenční svářečky musí pracovat na pevném pracovišti, protože transpozice vyžaduje nové měření intenzity neiontového záření..
POZOR: Vysokofrekvenční svářečky musí pracovat na pevném pracovišti, protože transpozice vyžaduje nové měření intenzity neiontového záření..
 UPOZORNĚNÍ: Lidem s implantovaným kardiostimulátorem je zakázáno zdržovat se v zóně aktivního záření..
UPOZORNĚNÍ: Lidem s implantovaným kardiostimulátorem je zakázáno zdržovat se v zóně aktivního záření..
UPOZORNĚNÍ: Výrobce doporučuje, aby se v zóně aktivního neiontového záření nenacházely těhotné nebo kojící ženy..
POZOR: Vysokofrekvenční svářečka byla navržena a vyrobena v provedení, které není vhodné pro osoby se zdravotním postižením. Pokud mají stroj obsluhovat osoby se zdravotním postižením, měl by být stroj po konzultaci s výrobcem řádně upraven.
 Je ZAKÁZÁNO provádět jakékoliv práce na svářečce osobami, které nebyly předem proškoleny v obsluze vysokofrekvenčních strojů a v předpisech průmyslové bezpečnosti se zvláštním ohledem na možné riziko vycházející ze stroje.
Je ZAKÁZÁNO provádět jakékoliv práce na svářečce osobami, které nebyly předem proškoleny v obsluze vysokofrekvenčních strojů a v předpisech průmyslové bezpečnosti se zvláštním ohledem na možné riziko vycházející ze stroje.  Je ZAKÁZÁNO zapínat stroj pracovníky, kteří nebyli předem proškoleni v oblasti servisu a předpisů průmyslové bezpečnosti.
Je ZAKÁZÁNO zapínat stroj pracovníky, kteří nebyli předem proškoleni v oblasti servisu a předpisů průmyslové bezpečnosti.  Je ZAKÁZÁNO montovat, demontovat nebo přepravovat stroj a napájecí trubku osobami bez příslušné kvalifikace nebo bez seznámení s bezpečnostními požadavky popsanými v tomto návodu k obsluze a údržbě. Takové činnosti mohou způsobit nehody nebo materiální škody. .
Je ZAKÁZÁNO montovat, demontovat nebo přepravovat stroj a napájecí trubku osobami bez příslušné kvalifikace nebo bez seznámení s bezpečnostními požadavky popsanými v tomto návodu k obsluze a údržbě. Takové činnosti mohou způsobit nehody nebo materiální škody. .  JE PŘÍSNĚ ZAKÁZÁNO provádět jakékoli servisní nebo preventivní práce bez předchozího odpojení generátoru a stroje od napájení.
JE PŘÍSNĚ ZAKÁZÁNO provádět jakékoli servisní nebo preventivní práce bez předchozího odpojení generátoru a stroje od napájení. JE PŘÍSNĚ ZAKÁZÁNO provádět jakékoli pokusy o dotýkat se elektrod nebo prvků lisovací jednotky v lisu. Dotýkání se jich při svařování nebo může způsobit popáleniny vysokofrekvenčním proudem nebo vysokou teplotou ~ 100 oC. JE PŘÍSNĚ ZAKÁZÁNO provádět jakékoli činnosti, které mohou snížit bezpečnostní stav stroje, tj. pracovat s otevřeným ochranným krytem, blokovat tlačítka atd.Těhotným a kojícím ženám je ZAKÁZÁNO pobývat v zóně aktivního neiontového záření.
JE PŘÍSNĚ ZAKÁZÁNO provádět jakékoli pokusy o dotýkat se elektrod nebo prvků lisovací jednotky v lisu. Dotýkání se jich při svařování nebo může způsobit popáleniny vysokofrekvenčním proudem nebo vysokou teplotou ~ 100 oC. JE PŘÍSNĚ ZAKÁZÁNO provádět jakékoli činnosti, které mohou snížit bezpečnostní stav stroje, tj. pracovat s otevřeným ochranným krytem, blokovat tlačítka atd.Těhotným a kojícím ženám je ZAKÁZÁNO pobývat v zóně aktivního neiontového záření. Osobám s implantovaným kardiostimulátorem je přísně ZAKÁZÁNO pobývat v zóně aktivního neiontového záření.
Osobám s implantovaným kardiostimulátorem je přísně ZAKÁZÁNO pobývat v zóně aktivního neiontového záření. JE ZAKÁZÁNO osobám s kovovým ortopedickým implantátem pobývat v zóně aktivního neiontového záření.
JE ZAKÁZÁNO osobám s kovovým ortopedickým implantátem pobývat v zóně aktivního neiontového záření. JE ZAKÁZÁNO vnášet do zóny aktivního neiontového záření kovové nástroje.
JE ZAKÁZÁNO vnášet do zóny aktivního neiontového záření kovové nástroje. JE PŘÍSNĚ ZAKÁZÁNOk hašení požáru u generátoru a stroje pomocí vody nebo jiné kapaliny.
JE PŘÍSNĚ ZAKÁZÁNOk hašení požáru u generátoru a stroje pomocí vody nebo jiné kapaliny. Je PŘÍSNĚ ZAKÁZÁNO odstraňovat ochranné kryty, pokud je stroj v provozu.
Je PŘÍSNĚ ZAKÁZÁNO odstraňovat ochranné kryty, pokud je stroj v provozu. JE PŘÍSNĚ ZAKÁZÁNO stroj během provozu vypouštět hadicí nebo sestupovat ze systému.
JE PŘÍSNĚ ZAKÁZÁNO stroj během provozu vypouštět hadicí nebo sestupovat ze systému. Je ZAKÁZÁNO vylévat oleje, rozpouštědla nebo jiné toxické kapalné odpady do okolí stroje.
Je ZAKÁZÁNO vylévat oleje, rozpouštědla nebo jiné toxické kapalné odpady do okolí stroje. JE ZAKÁZÁNO používat mobilní telefon v okolí stroje..
JE ZAKÁZÁNO používat mobilní telefon v okolí stroje.. Je ZAKÁZÁNO používat oheň v okolí provozního stroje.
Je ZAKÁZÁNO používat oheň v okolí provozního stroje. V okolí stroje je ZAKÁZÁNO kouřit.
V okolí stroje je ZAKÁZÁNO kouřit. Je ZAKÁZÁNO pít alkohol v okolí obsluhy stroje a obsluhovat všechna zařízení opilými pracovníky.
Je ZAKÁZÁNO pít alkohol v okolí obsluhy stroje a obsluhovat všechna zařízení opilými pracovníky. Je ZAKÁZÁNO konzumovat v okolí provozního stroje.
Je ZAKÁZÁNO konzumovat v okolí provozního stroje. JE POVINNÉ proškolit každou osobu, která bude vykonávat jakoukoli práci u generátoru a lisu, o obsluze stroje a předpisech průmyslové bezpečnosti se zvláštním zřetelem na možné riziko pocházející od stroje..
JE POVINNÉ proškolit každou osobu, která bude vykonávat jakoukoli práci u generátoru a lisu, o obsluze stroje a předpisech průmyslové bezpečnosti se zvláštním zřetelem na možné riziko pocházející od stroje.. JE PŘÍSNĚ POVINNÉ používat VŠECHNY navržené ochranné kryty a blokovací tlačítka.
JE PŘÍSNĚ POVINNÉ používat VŠECHNY navržené ochranné kryty a blokovací tlačítka. JE POVINNÉ informovat vedoucího a/nebo pracovníky provozu o všech případech nesprávné obsluhy stroje.
JE POVINNÉ informovat vedoucího a/nebo pracovníky provozu o všech případech nesprávné obsluhy stroje. JE POVINNÉ používat pracovní oděv s minimem částí, které by mohly být zachyceny nebo taženy lisem z vysokofrekvenčního stroje.
JE POVINNÉ používat pracovní oděv s minimem částí, které by mohly být zachyceny nebo taženy lisem z vysokofrekvenčního stroje. Je POVINNÉ provádět veškeré práce na svařovacích prvcích (elektroda, přítlačná jednotka) v ochranných rukavicích.
Je POVINNÉ provádět veškeré práce na svařovacích prvcích (elektroda, přítlačná jednotka) v ochranných rukavicích. Je povinné, aby zaměstnanci používali pracovní obuv proti uklouznutí.
Je povinné, aby zaměstnanci používali pracovní obuv proti uklouznutí. JE POVINNÉ používání pokrývek hlavy pracovníky.
JE POVINNÉ používání pokrývek hlavy pracovníky. JE POVINNÉ udržovat podlahu v okolí provozního stroje čistou.
JE POVINNÉ udržovat podlahu v okolí provozního stroje čistou. Svařovací stroj obsluhují POUZE OSOBY PROŠKOLENÉ PRACOVNÍKY, kteří jsou proškoleni v oblasti obsluhy vysokofrekvenčních strojů a předpisů průmyslové bezpečnosti.V případě nesprávné činnosti je nutné stroj okamžitě vypnout pomocí tlačítka EMERGENCY STOP..JE PŘÍSNĚ POVINNÉ před zahájením jakýchkoli servisních nebo preventivních prací odpojit generátor a stroj od všech napájecích médií.JE PŘÍSNĚ POVINNÉ k vybíjení keramických kondenzátorů ve vysokofrekvenčním generátoru. I po odpojení mohou udržovat náboj o napětí několika tisíc voltů, což může způsobit ohrožení života.
Svařovací stroj obsluhují POUZE OSOBY PROŠKOLENÉ PRACOVNÍKY, kteří jsou proškoleni v oblasti obsluhy vysokofrekvenčních strojů a předpisů průmyslové bezpečnosti.V případě nesprávné činnosti je nutné stroj okamžitě vypnout pomocí tlačítka EMERGENCY STOP..JE PŘÍSNĚ POVINNÉ před zahájením jakýchkoli servisních nebo preventivních prací odpojit generátor a stroj od všech napájecích médií.JE PŘÍSNĚ POVINNÉ k vybíjení keramických kondenzátorů ve vysokofrekvenčním generátoru. I po odpojení mohou udržovat náboj o napětí několika tisíc voltů, což může způsobit ohrožení života. Svítilna musí být vždy přepravována nebo přemisťována v originálním obalu výrobce, ve svislé poloze, s anodou směřující nahoru nebo dolů, bez jakýchkoli nárazů nebo otřesů svítilny.
Svítilna musí být vždy přepravována nebo přemisťována v originálním obalu výrobce, ve svislé poloze, s anodou směřující nahoru nebo dolů, bez jakýchkoli nárazů nebo otřesů svítilny.3.0 Technické údaje
|
Stroj type |
ZD-NX-4 |
|
Svařovací materiály |
PVC, tkaniny potažené PVC |
|
Napájení |
3 x 220 V; 50/60 Hz |
|
Výstupní výkon vysokofrekvenčního pásma |
4 kW |
|
Ovladač PLC |
Delta |
|
Řídicí napětí |
24 VDC |
|
Instalovaná kapacita |
6 kVA |
|
Nastavení výstupní kapacity |
manuální/autotuner |
|
Hlavní výřez |
D25 A; zpožděné |
|
Provozní frekvence |
27,12 MHz |
|
Stabilita frekvence |
+/- 0.6 % |
|
Systém Antiflash, ZEMAT TG |
velmi rychlý citlivý senzor ARC |
|
Spotřeba stlačeného vzduchu |
11 nl/cyklus |
|
Velikost pracovního stolu |
800 x 410 mm |
|
Svařovací povrch |
100mm^2 |
|
Zdvih akčního členu |
~ 100 mm |
|
Pohon lisovací elektrody |
pneumatické |
|
Pohon zemnící elektrody |
pneumatické |
|
Tlaková síla (max.) |
1200 kG |
|
Lampa generátoru |
ITL 12-1 |
|
Chladicí kapalina |
vzduch |
|
Hmotnost stroje |
~ 3500 kg |
|
Rozměry |
VIZ PŘÍLOHY |
4.0 Technický popis
Hlavním prvkem vysokofrekvenční svářečky ZD-NX-4 je nosná konstrukce ze svařovaných ocelových plechů a profilů. Všechny ostatní části stroje jsou namontovány na uvedené konstrukci. Nosnou konstrukci lze rozdělit na dvě základní části:
- V zadní části je umístěn vysokofrekvenční generátor spolu s anodovým transformátorem a spínací skříňkou. Tato část je uzavřena v odnímatelných štítech chráněných klíčem koncového spínače.
- přední, kde je pracovní stůl, na kterém je naskládán svařovaný materiál. Svar se provede, když je elektroda přitlačena ke stolu izolovanou svorkou spojenou s nožní pákou pomocí mezipláště. Nad stolem je umístěn ovládací panel HMI.
Použité štíty spolu se spínacími tlačítky mají minimalizovat vyzařování neionizujícího záření. Obsluha svářečky bez nasazených štítů je přísně ZAKÁZÁNA!!!
- ŘÍDICÍ SYSTÉM sestávající z dotykového panelu PLC a HMI, ovládacích a manipulačních prvků umístěných na hlavním ovládacím panelu a dalších elektrických a elektronických zařízení umístěných na stroji.
- Stlačený vzduch se skládá mimo jiné z jednotky pro přípravu stlačeného vzduchu, rozdělovacích ventilů a pneumatických pohonů.
- GENERAČNÍ, který se skládá z vysokofrekvenčního samobuzeného generátoru rozpadových konstant, který se skládá především z LC obvodu s vysokým Q faktorem nastaveným na 27,30 MHz. Systém se dále skládá z trubice s putujícími vlnami, anodového transformátoru, žhavicího transformátoru a chladicího systému trubice;
Použité štíty spolu se spínacími tlačítky mají minimalizovat vyzařování neionizujícího záření. Obsluha svářečky bez nasazených štítů je přísně ZAKÁZÁNA!!!
Stroj plně využívá následující systémy:
- ŘÍDICÍ JEDNOTKA sestávající z PLC s dotykovým panelem HMI, ovládacích prvků a ukazatelů umístěných na hlavním ovládacím panelu připojeném k výsuvnému rameni a dalších elektrických a elektronických přístrojů instalovaných na tomto stroji a
- JEDNOTKA PRO PŘÍPRAVU STLAČENÉHO VZDUCHU sestávající zejména ze soupravy pro přípravu stlačeného vzduchu, včetně rozdělovacích ventilů a pneumatických pohonů, a
- GENERAČNÍ JEDNOTKA sestávající z vysokofrekvenčního samobuzeného generátoru rozpadových konstant, který se skládá především z LC obvodu s vysokým Q faktorem nastaveným na 27,30 MHz. Systém se dále skládá z trubice s putujícími vlnami, anodového transformátoru, žhavicího transformátoru a chladicího systému trubice;
Držák svařovací elektrody je vybaven systémem automatického uchopení ovládaným z dotykového panelu HMI. Umožňuje výměnu elektrod bez použití nářadí.
Použité štíty spolu se spínacími tlačítky mají minimalizovat vyzařování neionizujícího záření. Obsluha svářečky bez nasazených štítů je přísně ZAKÁZÁNA!!!
Na podvozku stroje jsou navíc nainstalovány laserové indikátory, které umožňují snadné polohování svařovaného materiálu na pracovním stole.
5.0 Montáž a instalace
5.1 Informace a značky o omezeních a příkazech
Výrobce zajišťuje vhodné balení stroje po dobu přepravy. Typ a trvanlivost obalu jsou přizpůsobeny vzdálenosti a způsobu přepravy, a tedy i možnému riziku poškození během přepravy. Výrobce navrhuje, aby každý zákazník využíval dopravní prostředky a technické servisní pracovníky Výrobce.
Uložení stroje nevyžaduje žádné zvláštní požadavky, kromě vhodného prostředí pro uložení.
Skladovací prostor musí být dostatečně chráněn před povětrnostními vlivy, měl by být co nejsušší a mít přijatelnou vlhkost (pod 70 %). Je rovněž nutné zajistit vhodnou ochranu proti korozi, zejména pokud jde o kovové součásti, které nejsou z technických důvodů natřeny.
Pokud je stroj dodáván v krabici a je zabalen do plastu vytvářejícího antikorozní atmosféru, měl by stroj zůstat zabalený a zabalený po celou dobu skladování.
Z důvodu ochrany před vlhkostí se doporučuje, aby stroj nebyl skladován přímo na podlaze skladu, ale na paletách.
Součástí, která vyžaduje zvláštní pozornost a zacházení v každé fázi - včetně skladování - je generátorová lampa (trioda). Lampa musí být skladována v původním obalu, ve svislé poloze, s anodou směřující nahoru nebo dolů, v suché místnosti. Lampa je kovová a keramická součástka s vysokým vakuem, která je velmi křehká a nelze ji zasáhnout nebo upustit ani z malé výšky.
Nárazy, pády, otřesy nebo delší naklánění svítidla mohou mít a obvykle mají za následek trvalé a nevratné poškození svítidla. Zejména může dojít k přerušení vlákna katody lampy, což může v krajním případě vést k vnitřnímu zkratu nebo rozbití lampy.
 POZOR: Lampa obsahuje kovy vzácných zemin a oxidy kovů vzácných zemin, které jsou vysoce toxické. V případě rozbití musí být lampa zlikvidována s maximální opatrností a za pomoci specializovaných služeb.
POZOR: Lampa obsahuje kovy vzácných zemin a oxidy kovů vzácných zemin, které jsou vysoce toxické. V případě rozbití musí být lampa zlikvidována s maximální opatrností a za pomoci specializovaných služeb.
Výše uvedená ustanovení mají za cíl poučit a varovat všechny osoby a služby, které mohou přijít do styku s touto jednotkou, ohledně její vysoké zranitelnosti vůči všem podnětům a úderům. Současně nebudou v rámci reklamačního řízení akceptovány žádné nároky spojené s výše popsanými trvalými škodami.
Je třeba také zdůraznit, že lampa generátoru je velmi drahá součástka.
V případě jakýchkoli pochybností se doporučuje poradit se s odborným personálem výrobce.
5.2 Přeprava stroje
Strana odpovědná za přepravu a instalaci stroje v místě objednatele by měla být určena ve fázi podpisu smlouvy a nejpozději po závěrečné přejímací zkoušce stroje v místě výrobce před předáním zařízení objednateli.
POZOR: Neopatrné zacházení se zařízením během přepravy/přesunu může vést k vážným zraněním nebo nehodám.
Je ZAKÁZÁNO provádět montáž, demontáž nebo přepravu stroje osobami bez příslušné kvalifikace nebo bez seznámení s bezpečnostními požadavky popsanými v tomto návodu k obsluze a údržbě. Takové činnosti mohou způsobit nehody nebo materiální škody.
S ohledem na specifický charakter zařízení výrobce navrhuje, aby každý objednatel využíval dopravní prostředky a technický servis výrobce.
Před jakoukoli přepravou nebo přesunem je nutné demontovat napájecí trubici.
Svítilna musí být vždy přepravována nebo přemisťována v originálním obalu výrobce, ve svislé poloze, s anodou směřující nahoru nebo dolů, bez jakýchkoli nárazů nebo otřesů svítilny.
POZOR: Stroj by měl být přepravován ve svislé poloze.
Vzhledem ke své velikosti a konstrukci vyžaduje stroj po dobu přepravy nebo stěhování demontáž a odpojení některých součástí a jednotek. Je nutné demontovat křehké a drahé součásti a nástroje (které by měly být přepravovány v samostatném kufru). Je nezbytně nutné demontovat generátorovou lampu.
Stroj by měl být přemísťován pomocí zvedacích zařízení - jeřábů, vysokozdvižných vozíků, paletových vozíků - s dostatečnou nosností umožňující bezpečnou přepravu generátoru, přičemž osoby obsluhující tato zvedací zařízení by měly mít všechna platná oprávnění a kvalifikaci vyžadovanou zákonem.
Všechny součásti stroje, které by mohly být poškozeny při přepravě (pokud není použita obalová krabice s vysokou odolností) nebo zvedacími či pohyblivými zařízeními, by měly být vhodně zajištěny (za předpokladu, že jsou demontovány a zabaleny odděleně).
Pro zajištění stabilní polohy zařízení je velmi důležité zajistit vhodnou ochranu stroje po dobu dlouhé přepravy (bezpečnostní pásy, kotevní šrouby), jakož i ochranu a pomoc při přepravě na místě.
Pokud stroj není vybaven vhodným kováním, je možné použít jakékoliv jiné dostupné otvory nebo prvky s dostatečnou odolností, které zajistí správné vyvážení a stabilizaci generátoru a dalších částí stroje.
Hmotnost stroje (cca 350 kg) je třeba rozhodně zohlednit při plánování přepravy.
5.3 Instalace v místě provozu
V závislosti na stupni složitosti stroje by instalaci v místě provozu měli provést pracovníci objednatele po přečtení tohoto návodu k obsluze a údržbě nebo pracovníci technického servisu výrobce ve spolupráci s pracovníky objednatele.
Nezapomeňte, že správné umístění a instalace svářečky je zásadní pro zajištění její optimální funkce, jakož i pohodlí a bezpečnosti obsluhy v prostředí zařízení.
Objednatel je odpovědný za přípravu místa pro instalaci zařízení, dostupnost a přípravu elektrických přípojek a realizaci konkrétních požadavků technického návrhu a technických přejímacích zkoušek, kterými se celý generátor schvaluje do provozu.
Výrobce poskytne objednateli v tomto ohledu veškeré požadované pokyny a informace.
POZOR: Ujistěte se, že podlaha/povrch/základy, na kterých má být stroj umístěn, mají dostatečnou odolnost s ohledem na hmotnost, povrch a rozložení hmotnosti stroje na jeho opěrné body (obvykle nohy).
POZOR: Přístroj musí být řádně vyrovnán a musí mít pevné místo provozu.
Optimálním místem provozu vysokofrekvenční svářečky je betonový povrch, který není pokrytý nebo je pokrytý velmi tenkou vrstvou nevodivého materiálu.
Povrch by měl být zhotoven v souladu s konkrétním návrhem podle konstrukčních a bezpečnostních norem a podle požadavků na rovnoběžnou, kolmou a rovnou polohu.
UPOZORNĚNÍ: Za splnění výše uvedených podmínek odpovídá výhradně objednatel.
Po umístění svářečky na zvolené místo je nutné stroj vyrovnat, zkontrolovat jeho technický stav a odstranit všechny závady, které mohly vzniknout během přepravy. Poté generátor vybalte, umístěte, vyrovnejte a upevněte. Vysokofrekvenční lampa generátoru by měla být namontována až na samém konci instalace. Tento úkol je třeba provést se zvláštní pozorností, a to jak při montáži lampy do patice/podstavce, tak při připojování elektrických kontaktů lampy. Připojte konektory ovládacího pultu k příslušně označeným zásuvkám na lisu. Doporučujeme, aby instalace stroje po přepravě byla prováděna pod přímým dohledem zástupce výrobce.
UPOZORNĚNÍ: Pokud výše uvedené úkony provádí zástupce objednatele, měly by být prováděny přesně v souladu s popisem uvedeným v tomto návodu k obsluze a údržbě a/nebo s pokyny poskytnutými výrobcem během technické přejímací zkoušky.
Svářečku lze používat pouze v místnostech bez prachu, kyselin, síry, žíravých výparů a hořlavých plynů. V blízkosti svářečky by neměly být umístěny velké kovové předměty. vzhledem ke generovanému magnetickému poli by v blízkosti svářečky neměly být umístěny velké kovové předměty. Stroj může ovlivnit provoz elektronických zařízení (rádia, televizorů, počítačů) umístěných v jeho blízkosti, a to v důsledku vysoké vstupní citlivosti uvedených zařízení. Optimálním místem provozu stroje je betonový povrch nezakrytý nebo pokrytý velmi tenkou vrstvou nevodivého materiálu.
5.4 Instalace v místě provozu
5.4.1 Instalace v místě provozu
UPOZORNĚNÍ: Výrobce důrazně doporučuje instalovat stroj pouze v průmyslovém prostředí.
Stroj, který je předmětem tohoto návodu k obsluze a údržbě, byl navržen a vyroben pro práci v průmyslovém prostředí pro zpracování dopravníkových pásů.
Specifické podmínky provozu zařízení, tj. vysoká vlhkost vzduchu, vysoká teplota, pára a prach, byly konstruktéry stroje zohledněny a nemají vliv na jeho provoz, ale určují přísnější požadavky na provádění preventivních programů.
Stroj nelze používat v prostředí s nebezpečím výbuchu, ve vysoce prašném prostředí, v prostředí s vysokou vlhkostí a/nebo vysokou teplotou a v prostředí s přítomností agresivních výparů (kyselých, zásaditých, organických nebo anorganických, s potenciálně nebo fakticky korozivním účinkem).
Teplota pracovního prostředí by se měla pohybovat v rozmezí +10 °C až +40 °C a relativní vlhkost mezi 30 % a 90 %. Kondenzace vzdušné vlhkosti nebo jakýchkoli agresivních látek na povrchu stroje (nebo kterékoli jeho součásti) není přípustná.
Požaduje se, aby dlouhodobá amplituda teploty během dne v provozní místnosti generátoru nepřekročila 10º C a v případě relativní vlhkosti: 10 %.
Výše uvedené ustanovení se nevztahuje na média nebo látky používané k mazání, konzervaci nebo neagresivní látky používané při výrobě/provozu zařízení.
UPOZORNĚNÍ: Pokud je velký rozdíl mezi venkovní teplotou a teplotou v místnosti, kde je stroj instalován, měl by být přístroj spuštěn po 24 hodinách od jeho montáže v místnosti.
5.4.2 Osvětlení
Požadavky na minimální svítivost uvádějí, že na vodorovné provozní ploše by měla být intenzita osvětlení, kterou lze akceptovat v místnostech, kde se lidé zdržují delší dobu, bez ohledu na to, zda se zde vykonávají nějaké zrakové činnosti, 300 lx.
V případě zrakových činností, jejichž náročnost je vyšší než průměrná a kdy je vyžadováno vysoce komfortní vidění, a také v případě, kdy je většina obsluhy starší 40 let, by měla být požadovaná svítivost vyšší než minimální, tj. alespoň 500 lx.
5.4.3 Hluk
Stroj nevytváří hluk na úrovni, která by vyžadovala použití jakýchkoli prostředků nebo zařízení na ochranu osob.
Je však třeba mít na paměti, že všechna pracovní prostředí mají své vlastní emise hluku, které mohou mít vliv na úroveň hluku vydávaného strojem během jeho provozu.
5.5 Parametry připojení
5.5.1 Elektrická energie
Připojení: 3 x 2200V; 50Hz (3P+N+PE), nadproudová ochrana se zpožděním. Instalace zákazníka musí zajistit opatření na ochranu před úrazem elektrickým proudem odpovídající normě EN 60204-1:2018-12.
POZOR: Po instalaci trubice vždy zkontrolujte napětí žhavicího vlákna - viz technické údaje trubice.
5.5.2 Stlačený vzduch
Tlak: 0,4 - 0,8 MPa, požadovaná třída čistoty podle ISO8573-1 4-4-4, spotřeba: 11 nl na jeden cyklus.
POZOR: Pokud je tlak v systému koncového uživatele vyšší než 0,8 MPa, musí být snížen na přibližně 0,8 MPa pomocí redukčního ventilu namontovaného na přípojce svářečky.
5.6 Parametry připojení
V závislosti na složitosti systému a kvalifikaci a oprávnění pracovníků provádějí připojení svářečky v místě jejího provozu osoby vybrané objednatelem nebo pracovníci technického servisu výrobce ve spolupráci s pracovníky objednatele, a to za příplatek nebo bezplatně, což je vždy dohodnuto před předáním svářečky objednateli z pracoviště výrobce.
Vždy je nutné zkontrolovat, zda byla všechna připojení provedena v souladu s dokumentací zařízení.
Je třeba konstatovat, že výše uvedené úkoly vyžadují odpovídající kvalifikaci pracovníků, včetně příslušných licencí vydaných příslušnými orgány.
Vztahuje se jak na specializovanou kvalifikaci, tak na absolvované a platné kurzy školení v oblasti bezpečnosti a ochrany zdraví při práci, včetně zejména rizik spojených s těmito úkoly.
6.0 Provoz
6.1 Příprava stroje na provoz - první uvedení do provozu
Kontrolní postup před operací:
- kontrolovat a ověřovat účinnost opatření na ochranu před úrazem elektrickým proudem.
- kontrola a kontrola napájecího napětí - hodnota a správnost zapojení fází, případně směr otáčení motoru
- kontrola napětí žárovky
- sejměte ochranné štíty svářečky a zkontrolujte, zda nejsou drobně poškozeny (zda nejsou přerušeny vodiče, zda nejsou uvolněny závitové spoje apod.).
- vybalte, zkontrolujte a nainstalujte lampy generátoru.
POZOR: Abyste mohli stroj používat optimálním a bezpečným způsobem, přečtěte si pozorně všechny pokyny uvedené v tomto návodu k obsluze a údržbě a dodržujte je.
Je ZAKÁZÁNO provádět jakékoliv práce na svářečce osobami, které nebyly předem proškoleny v obsluze vysokofrekvenčních strojů a v předpisech průmyslové bezpečnosti se zvláštním ohledem na možné riziko vycházející ze stroje.
Za předpokladu, že byly splněny všechny požadavky na instalaci a provedeny úkony popsané v bodě 5, jsme připraveni svářečku poprvé spustit ve výrobním prostředí pracoviště objednatele.
POZOR: První uvedení stroje do provozu by mělo být provedeno za přítomnosti a pod dohledem zástupců výrobce.
6.2 Provozní požadavky - obecné pokyny a směrnice
Veškerá nastavení a kalibrace potřebná pro správné provozní parametry zařízení byla provedena výrobcem během montáže a interních testů. Obecná shoda se smluvními technickými požadavky a správná funkce stroje jsou potvrzeny při technické přejímce, která se koná v místě Výrobce za přítomnosti zástupce Objednatele a za použití originálních surovin dodaných Objednatelem pro účely testování.
UPOZORNĚNÍ: Vzhledem ke specifickým vlastnostem zařízení, která vyzařují vysokofrekvenční energii, je nutné provádět určitá měření v místě provozu zařízení v místě objednatele. Ze stejného důvodu je velmi důležité, aby zařízení mělo pevné místo provozu.
Před zahájením používání stroje a jeho prvním uvedením do provozu je Příjemce bezpodmínečně povinen proškolit zaměstnance, kteří jsou jeho budoucími obsluhami.
![]() POZOR: Svařovací stroj mohou obsluhovat pouze pracovníci, kteří byli proškoleni v oblasti servisu stroje a PRŮMYSLOVÉ BEZPEČNOSTI se zvláštním ohledem na možné riziko vycházející ze stroje. Toto školení by mělo být potvrzeno příslušným dokumentem podepsaným proškolenou osobou.
POZOR: Svařovací stroj mohou obsluhovat pouze pracovníci, kteří byli proškoleni v oblasti servisu stroje a PRŮMYSLOVÉ BEZPEČNOSTI se zvláštním ohledem na možné riziko vycházející ze stroje. Toto školení by mělo být potvrzeno příslušným dokumentem podepsaným proškolenou osobou.
Vzhledem k různým pracovním cyklům našich strojů v různých průmyslových prostředích je navíc Příjemce bezpodmínečně povinen vytvořit jasný a přehledný návod k obsluze zařízení, přizpůsobený jeho vlastním výrobním cyklům.
![]() UPOZORNĚNÍ: Na základě tohoto návodu k obsluze a údržbě a charakteristik výrobní technologie je kupující nebo jím pověřená osoba povinna vydat PŘÍRUČKU K PRACOVNÍMU STOJANU.
UPOZORNĚNÍ: Na základě tohoto návodu k obsluze a údržbě a charakteristik výrobní technologie je kupující nebo jím pověřená osoba povinna vydat PŘÍRUČKU K PRACOVNÍMU STOJANU.
Vzhledem ke specifickým vlastnostem zařízení, která vyzařují vysokofrekvenční energii, je nutné provádět určitá měření v místě provozu zařízení v místě sídla zadavatele. Ze stejného důvodu je velmi důležité, aby zařízení mělo pevné místo provozu.

 POZOR: Vysokofrekvenční svářečka je zdrojem neiontového elektromagnetického záření. Po instalaci zařízení u kupujícího musí být provedeno měření neiontového záření. Měření záření by měla provést autorizovaná společnost a stanovit hranice nebezpečného prostoru.
POZOR: Vysokofrekvenční svářečka je zdrojem neiontového elektromagnetického záření. Po instalaci zařízení u kupujícího musí být provedeno měření neiontového záření. Měření záření by měla provést autorizovaná společnost a stanovit hranice nebezpečného prostoru.
 POZOR: Stroj musí mít trvalé pracovní místo. Každá změna umístění zařízení vyžaduje příslušná specializovaná měření a určení zón dopadu neionizujícího elektromagnetického pole.
POZOR: Stroj musí mít trvalé pracovní místo. Každá změna umístění zařízení vyžaduje příslušná specializovaná měření a určení zón dopadu neionizujícího elektromagnetického pole.
PŘED ZAHÁJENÍM PROVOZU JE BEZPODMÍNEČNĚ NUTNÉ KONTROLOVAT:
- Účinnost opatření na ochranu před úrazem elektrickým proudem;
- Napájecí napětí - hodnota a správnost zapojení fází;
- Směr otáčení motoru (je-li to vhodné);
- Napětí žárovky;
UPOZORNĚNÍ: Napětí žárovky musí být stejné, jako je uvedeno v datovém listu výrobku - je možné jej upravit pomocí odboček na primární straně žárovkového transformátoru.
UPOZORNĚNÍ: Vzhledem ke specifickému charakteru zařízení je vždy nutné varovat a informovat personál o vysokém napájecím napětí anody lampy a o možném riziku smrtelného úrazu elektrickým proudem o napětí až 5000 VDC.
UPOZORNĚNÍ: Po instalaci je třeba lampu asi hodinu předehřívat.
- Umístění držáku k základně pracovního stolu;
- Emise elektromagnetického pole - po nastavení svařovacích parametrů, v průběhu svařování;
INSTALACE LAMPY GENERÁTORU
- odstraňte boční ochranný štít generátoru z perforovaného plechu.
- odstraňte plastovou trubku směřující proud vzduchu
- zasunout svítidlo do objímky - svítidlo lze zasunout do objímky pouze jedním způsobem (nepoužívejte nadměrnou sílu).
- namontovat plastovou trubku směřující proud vzduchu
- nasaďte a upevněte sponu pro teplotní čidlo na anodu.
- zkontrolujte, zda je připojen koncový spínač šňůrového snímače.
- připevnit přívodní plechy rozdělovacího kondenzátoru a diskového kondenzátoru k horní části anody.
- neměňte tvar nebo polohu kovových součástí uvnitř komory generátoru.
- zapojit napájecí systém do napájecí sítě a zajistit odpovídající kvalitu systému ochrany před úrazem elektrickým proudem.
- zapněte svítící obvod a řídicí jednotku přepnutím hlavního vypínače do polohy I-ON. Měla by se rozsvítit kontrolka SUPPLY (v případě potřeby stiskněte modré tlačítko RESET na ovládací kazetě);
POZOR: Ventilátor chlazení lampy se zapne po zapnutí žhavicího obvodu lampy generátoru. Pokud jednotka ventilátoru nefunguje, nepoužívejte stroj, dokud nebude porucha jednotky ventilátoru odstraněna!!!
- zkontrolujte žhavící napětí lampy generátoru. Musí zůstat v rozmezí požadovaném výrobcem triody. V případě potřeby jej lze upravit změnou větví transformátoru. Tyto úkony by měl provádět zástupce výrobce stroje nebo (na riziko zákazníka) jiná osoba s příslušnou kvalifikací, tj. mající osvědčení vydané příslušným svazem elektrikářů (v Polsku SEP) a znalosti o nebezpečích a rizicích spojených s provozem vysokofrekvenčního svářecího stroje, zejména o možném riziku úrazu elektrickým proudem napětím až 5000 V. Před zapnutím anodového obvodu by měla být nová lampa rozsvícena po dobu asi 0,5 h.
- vyzkoušejte činnost řídicí jednotky podle postupu popsaného v bodě 6.
- po nastavení svařovacích parametrů během svařování zkontrolujte vyzařování elektromagnetického pole.
DŮLEŽITÉ: Pokud došlo k náhodnému připojení vysokonapěťových obvodů při odpojené anodě nebo je vadná lampa generátoru, je nutné vybití vysokonapěťových filtračních kondenzátorů jejich krátkodobým zkratováním s krytem.
POZOR: Všechny činnosti při uvádění do provozu a měření, kdy je úroveň bezpečnosti nižší (otevřené ochranné clony, zablokované klíčové spínače), musí trvat co nejkratší dobu a co nejrychleji musí být zajištěna plná úroveň bezpečnosti provozu stroje.
UPOZORNĚNÍ: Veškeré kontrolní a měřicí činnosti je třeba provádět po kontrole, zda jsou přepínače pro nastavení anodického napětí v poloze 0 - OFF (neplatí pro měření emise elektromagnetického pole).
POZOR: Veškeré kontrolní a měřicí činnosti musí provádět výhradně oprávněný personál.
VŽDY JE ZAKÁZÁNO zahájit svařovací proces, tj. zapnout vysoké napětí lampy, která iniciuje vysokofrekvenční napětí na izolovaném držáku elektrody, když je snížena bezpečnostní úroveň provozu zařízení.
Stroj je uzpůsoben pro práci v automatickém cyklu. Automatický režim je standardním režimem provozu zařízení během výrobního procesu.
Vysokofrekvenční svářečka umožňuje provoz v ručním režimu pro účely nastavení.
Obsluha stroje by měla vždy nosit standardní pracovní oděv a protiskluzovou obuv.
Pracovní prostředí zařízení, podlaha a ruční držáky a úchyty musí být vždy čisté a zbavené jakéhokoli znečištění, mastnoty nebo bláta, aby se riziko uklouznutí nebo pádu snížilo na nejnižší možnou míru.
Nikdy nepoužívejte provozní stroj bez pevných nebo pohyblivých ochranných prvků. Pravidelně kontrolujte, zda jsou všechny ochranné clony a všechny ostatní ochranné prvky správně namontovány a zda správně fungují.
Přímý kontakt se strojem mohou mít pouze oprávněné osoby, které jsou řádně proškoleny v obsluze stroje a v oblasti bezpečnosti a ochrany zdraví při práci.
Každá obsluha zařízení musí být poučena o funkcích ochranných prvků stroje a jejich správném používání.
V okolí zařízení (asi 1,5 m kolem generátoru a lisu) se nesmí nacházet žádné předměty, které by mohly narušit provoz zařízení. Tento prostor musí být udržován v čistotě a musí být řádně osvětlen.
Nikdy nepoužívejte manipulátory stroje nebo ohebné trubky jako držáky. Nezapomeňte, že jakýkoli náhodný pohyb manipulátoru zařízení může omylem spustit svařovací proces, změnit parametry nebo dokonce způsobit poruchu stroje či poškodit jeho nástroje.
JE POVINNÉ informovat nadřízeného a/nebo dopravní personál o všech případech nesprávné činnosti zařízení.
 Je PŘÍSNĚ ZAKÁZÁNO odstraňovat ochranné kryty, pokud je stroj v provozu.
Je PŘÍSNĚ ZAKÁZÁNO odstraňovat ochranné kryty, pokud je stroj v provozu.
 JE PŘÍSNĚ POVINNÉ používat VŠECHNY navržené ochranné kryty a blokovací tlačítka.
JE PŘÍSNĚ POVINNÉ používat VŠECHNY navržené ochranné kryty a blokovací tlačítka.
Nikdy nepoužívejte provozní stroj bez pevných nebo pohyblivých ochranných prvků. Pravidelně kontrolujte, zda jsou všechny ochranné clony a všechny ostatní ochranné prvky správně namontovány a zda správně fungují.
V okolí zařízení (asi 1,5 m kolem generátoru a lisu) se nesmí nacházet žádné předměty, které by mohly narušit provoz zařízení. Tento prostor musí být udržován v čistotě a musí být řádně osvětlen.
Pracovní prostředí zařízení, podlaha a ruční držáky a úchyty musí být vždy čisté a zbavené jakéhokoli znečištění, mastnoty nebo bláta, aby se riziko uklouznutí nebo pádu snížilo na nejnižší možnou míru.
6.3 Ovládací prvky a indikátory dostupné pro obsluhu
Všechny ovládací prvky a ukazatele svářečky lze snadno nalézt buď na její konstrukci, nebo na ovládacím pultu. Než se obsluha stroje pustí do práce, měla by se seznámit s rozmístěním ovládacích prvků a ukazatelů na stroji i s funkcemi, které ovládají.
Úplný seznam výše uvedených ovládacích prvků a ukazatelů, které má obsluha k dispozici, je přiložen níže:

- HLAVNÍ SPÍNAČ - spínač, který je umístěn na přední straně skříně stroje a slouží k zapínání a vypínání přívodu elektrické energie. Poloha 1- ON znamená, že je spínač zapnutý, zatímco poloha 0-OFF znamená, že je spínač vypnutý.
- ÚROVEŇ VÝKONU - přepínač je umístěn na přední straně skříně stroje, stupňovitá regulace napětí slouží k nastavení anodového napětí Ua. Přepíná větve anodového transformátoru (Přepínač je krokový od 0 do 1, 2 kde: 0 - znamená, že anodový transformátor je odpojen, 1 - znamená, že úroveň anodového napětí je nejnižší, 2 - znamená, že úroveň anodového napětí je nejvyšší).

- OVLÁDACÍ PANEL HMI - panel PLC, který se skládá z displeje z tekutých krystalů, na němž lze nalézt naprogramované parametry svaru, a spínacích tlačítek, která lze použít v případě, že je třeba parametry zobrazit.

- EMERGENCY STOP - červené tlačítko E-Stop s hřibovitou hlavou, které se používá k zastavení stroje v případě poruchy nebo nehody.
- USB - Port USB pro přenos receptů a historie budíků. Nachází se na panelu obsluhy nebo na pravé straně stroje. Služba archivace dat je popsána v kapitole 6.5. Port je doplňkovým vybavením stroje.

- ANODOVÝ PROUD - panelový ampérmetr, který se nachází na ovládacím panelu (obr. 8), by měl měřit elektrický proud v anodovém obvodu a měl by umožnit vizuální vyhodnocení svařovacího procesu (zatěžovací charakteristiky generátoru).
- NASTAVENÍ TLAKU - ručně ovládaný redukční ventil (obr. 8) je ventil, který slouží k nastavení tlaku v pneumatickém systému stroje (vytáhněte ventil nahoru a otočte: otočení doprava - vyšší tlak, otočení doleva - nižší tlak), jmenovitý provozní tlak stroje činí celkem 6 barů;
 Úroveň tlaku v pneumatickém systému nikdy nepřekročí úroveň tlaku pohánějícího stroj.
Úroveň tlaku v pneumatickém systému nikdy nepřekročí úroveň tlaku pohánějícího stroj. 
- INDIKÁTOR POLOHY DOLNÍHO KONCOVÉHO SPÍNAČE - výřez v desce se stupnicí, který umožňuje pozorovat polohu červeného indikátoru, a tím i polohu výšky dolního koncového spínače, a tím usnadňuje jeho nastavení do dolní polohy.
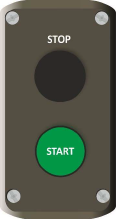
- RESET - modré tlačítko, které se nachází na ovládací stanici (obr. 10), se používá v případě, že je třeba stroj buď znovu spustit v důsledku nehody nebo zapnout. Provedení postupu opětovného testování všech poplašných systémů se důrazně doporučuje uvést do praxe vždy, když je stroj zapnutý.
- STOP - černé tlačítko (obr. 10), které se nachází na ovládací stanici, slouží k zastavení procesu vysokofrekvenčního svařování.
- START - pro dosažení vysokofrekvenčního svaru je třeba použít dvě zelená tlačítka, která se nacházejí na ovládací stanici (obr. 10) (obě tlačítka je třeba stisknout současně).

- SLOUPEK SIGNÁLNÍHO SVĚTLA

- A. Červená barva signalizuje poruchu a současně by se na dotykovém panelu HMI mělo zobrazit alarmové hlášení.
 Po stisknutí tlačítka RESET se alarmové masáže vymažou a červená kontrolka na signalizačním sloupci přestane blikat. V případě, že bylo vynaloženo marné úsilí a alarmové hlášení nebylo po stisknutí tlačítka RESET vymazáno, tak to může znamenat, že příčina vzniku poruchy nebyla dosud odstraněna.
Po stisknutí tlačítka RESET se alarmové masáže vymažou a červená kontrolka na signalizačním sloupci přestane blikat. V případě, že bylo vynaloženo marné úsilí a alarmové hlášení nebylo po stisknutí tlačítka RESET vymazáno, tak to může znamenat, že příčina vzniku poruchy nebyla dosud odstraněna. - Oranžová barva signalizuje, že vysokofrekvenční svářečka začíná pracovat.
- Zelená barva signalizuje, že je stroj připraven k práci.
- A. Červená barva signalizuje poruchu a současně by se na dotykovém panelu HMI mělo zobrazit alarmové hlášení.
- SYSTÉM PŘÍPRAVY STLAČENÉHO VZDUCHU (obr. 12) - skládá se z:
- svorku stlačeného vzduchu, do které by měla být připojena hadice stlačeného vzduchu. Hadice má systému dodávat stlačený vzduch v rozsahu 4 až 8 barů.
- ručně ovládaný uzavírací ventil stlačeného vzduchu (pro otevření ventilu - otočení doleva a nastavení do polohy ON; otočení doprava - poloha OFF - ventil je uzavřen).
- ručně ovládaný redukční ventil je ventil, který slouží k nastavení tlaku v pneumatickém systému stroje (vytáhněte ventil nahoru a otočte: otočení doprava - vyšší tlak, otočení doleva - nižší tlak), jmenovitý provozní tlak stroje činí celkem 6 barů.
 Úroveň tlaku v pneumatickém systému nikdy nepřekročí úroveň tlaku pohánějícího stroj.
Úroveň tlaku v pneumatickém systému nikdy nepřekročí úroveň tlaku pohánějícího stroj. - filtr stlačeného vzduchu spolu s mechanismem pro uvolňování kondenzované vody.
- manometr, který ukazuje úroveň tlaku v systému stlačeného vzduchu stroje.
- Omezovač přítlaku elektrody - je našroubován na pístnici pohonu, je určen k omezení délky zdvihu pohonu a má zabránit "vytlačení" svařovacího materiálu zpod elektrody.

- umístěte materiál na pracovní stůl - jako při svařování.
- pomocí nožní páky spusťte držák s elektrodou na materiál (tak, aby se elektroda pouze dotýkala materiálu, aniž by na něj působila přítlačnou silou) a nechte jej ležet.
- otáčením knoflíku přesuňte koncový spínač tak, aby se jeho rolka nacházela na ukazateli výšky elektrody. Utáhněte knoflík
- zvedněte držák elektrody do horní polohy pomocí nožní páky.
- spusťte držák elektrody nožní pákou, přitlačte držák elektrody k materiálu a zkontrolujte, zda se váleček spínače zastaví na elektrodě.
Protože výše uvedený systém musí fungovat bezchybně, důrazně se doporučuje provést nastavení omezovače výšky tak, aby indikoval spodní polohu elektrody. Nevhodné nastavení posuvného ovladače výšky koncového spínače může mít za následek jak samovolné nouzové zvednutí elektrody, tak zobrazení následujícího výstražného hlášení na displeji HMI: NOUZOVÉ ZVEDNUTÍ ELEKTRODY.Postup vhodného nastavení systému výškového řízení:
- umístěte materiál na pracovní stůl - jako při svařování.
- pomocí nožní páky spusťte držák s elektrodou na materiál (tak, aby se elektroda pouze dotýkala materiálu, aniž by na něj působila přítlačnou silou) a nechte jej ležet.
- otáčením knoflíku (knoflík označený šipkou na obr. 14) posuňte koncový spínač tak, aby jeho rolna byla na ukazateli výšky elektrody. Utáhněte knoflík
- zvedněte držák elektrody do horní polohy pomocí nožní páky.
- spusťte držák elektrody pomocí nožní páky, přitlačte držák elektrody k materiálu a zkontrolujte, zda se váleček spínače zastaví na ukazateli výšky elektrody a zda se na panelu HMI v hlavním okně zobrazí upozornění.
POZOR! Manipulace s koncovým spínačem indikujícím spodní polohu elektrody s výjimkou výše uvedené polohy je přísně zakázána. Nerespektování varování výrobce může vést k vážnému selhání stroje a v důsledku toho k vážným poraněním těla.6.5 Programování a ovládání dotykového panelu HMI
POZOR! Každá hodnota parametru vyobrazená na grafice tohoto návodu je náhodná a obsluha stroje by ji neměla brát v úvahu. Hodnoty parametrů by měly vycházet z praktických zkušeností uživatele, protože se mohou hluboce lišit podle typu svařovaného materiálu nebo implementovaného přístrojového vybavení.
![]() Na panelu HMI jsou všechny editovatelné hodnoty parametrů zobrazeny na bílém pozadí. Pro zobrazení parametru musí uživatel stisknout jeho hodnotu, v důsledku čehož by se měla otevřít klávesnice na obrazovce. Údaje lze uložit stisknutím klávesy Enter.
Na panelu HMI jsou všechny editovatelné hodnoty parametrů zobrazeny na bílém pozadí. Pro zobrazení parametru musí uživatel stisknout jeho hodnotu, v důsledku čehož by se měla otevřít klávesnice na obrazovce. Údaje lze uložit stisknutím klávesy Enter.
6.5.1 Připojení ke zdroji napájení
Krátce po připojení stroje ke zdroji napájení se na displeji HMI zobrazí okno alarmu a následující zpráva:
#K001 TLAČÍTKO PRO RESETOVÁNÍ
Podle této situace je třeba stroj restartovat, proto je třeba stisknout modré tlačítko RESET. Poté musíme počkat 30 sekund, než bude stroj připraven k práci a přejde do pohotovostního režimu, což poznáme podle následujícího sledu událostí: světelný indikátor ve sloupci světelné signalizace bliká zeleně a modrý ukazatel průběhu na horním okraji okna panelu HMI zmizí. Pokud alarmová masáž z displeje HMI nezmizí, viz kapitola 6.5.2.
 Na zkontrolovat, zda je zobrazen poplašný signál.
Na zkontrolovat, zda je zobrazen poplašný signál.  tlačítko v horní částije třeba stisknout lištu nabídky; pokud nejsou k dispozici žádné zprávy, změní se grafické zobrazení na
tlačítko v horní částije třeba stisknout lištu nabídky; pokud nejsou k dispozici žádné zprávy, změní se grafické zobrazení na 
6.5.2 Výstražné zprávy
Když dojde k poruše stroje nebo když se zapne některý z ochranných systémů nebo když jsou zjištěny jiné abnormality ve fungování stroje, pak se na dotykovém panelu HMI zobrazí jedno z alarmových hlášení. Všechna alarmová hlášení se vymažou pomocí tlačítka RESTART . Pokud byla příčina alarmového hlášení odstraněna, nebude se již zobrazovat a zobrazí se zpráva, která vyžaduje stisknutí modrého tlačítka RESET.
Pokud byla příčina alarmového hlášení odstraněna, nebude se již zobrazovat a zobrazí se zpráva, která vyžaduje stisknutí modrého tlačítka RESET. Typy masáží s alarmem:
#K001 PUSH RESET BUTTON-tato zpráva znamená, že příčina alespoň jednoho z aktuálně zobrazených alarmových hlášení přestala existovat. Stisknutím modrého tlačítka RESET uvedete stroj do pohotovostního stavu.
#A001 EMERGENCY STOP - zobrazí se, když:
- stroj je zapnutý - bezpečnostní obvod stroje musí být vždy zkontrolován, když je stisknuto tlačítko RESET.
- bylo stisknuto červené hřibovité tlačítko EMERGENCY STOP, které se zaseklo. Je třeba jej uvolnit otočením hlavice doprava.
#A002 TUBE TEMPERATURE - tento typ masáže znamená, že buď neexistuje chlazení trubky s pojezdovou vlnou, nebo že došlo k poruše chladicího systému a zobrazí se, když je uveden do provozu systém tepelné ochrany trubky, což znamená, že se trubka s pojezdovou vlnou zahřála na příliš vysokou teplotu a v důsledku toho se rozpojil závlačkový kolík trubkového pásu, který byl připojen k koncovému spínači pomocí šňůry.

Kolíček je připájen k pásku trubky pomocí pájky s bodem tání mnohem nižším, než při kterém se trubička přehřála (poškodila). Pokud teplota výbojky příliš vzroste, závlačka vypadne z pásku a v důsledku toho se spustí koncový spínač, současně se zobrazí poplašné hlášení a přeruší se napájení žhavení trubice. Poté je třeba odstranit příčinu přehřátí.
 POZOR! Šňůra by neměla být připevněna k žádným jiným částem stroje kromě závlačky pásu, který byl přišroubován k trubce. Nerespektování citovaného upozornění může mít za následek zablokování koncového spínače, což může vést k přehřátí trubice s pojezdovou vlnou a v důsledku toho k jejímu poškození.
POZOR! Šňůra by neměla být připevněna k žádným jiným částem stroje kromě závlačky pásu, který byl přišroubován k trubce. Nerespektování citovaného upozornění může mít za následek zablokování koncového spínače, což může vést k přehřátí trubice s pojezdovou vlnou a v důsledku toho k jejímu poškození.
 If the cotter pin gets separated from the band, the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point <190oC) so that the repaired part could be reattached to the tube.
If the cotter pin gets separated from the band, the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point <190oC) so that the repaired part could be reattached to the tube.
Přehřátí trubice může být způsobeno:
- nečistoty nalezené v generátoru nebo v trubkovém chladiči.
- porucha ventilátoru chlazení trubek nebo porucha systému napájení ventilátoru.
- ucpáním větracích otvorů stroje nebo nadměrným množstvím zeminy zachycené filtry instalovanými ve větracích otvorech.
- nadměrnou okolní teplotou.
#A003 ANTIFLASH - tento typ masáže znamená, že byl spuštěn systém ochrany proti přepólování při svařování - v důsledku tohoto hlášení se ujistěte, že nedošlo k poškození izolační podložky, svařovaného materiálu ani svařovací elektrody.
#A004 ANODOVÉ PŘETÍŽENÍ - toto hlášení znamená, že byl překročen limit anodového nárůstu, takže je třeba upravit parametry vztahující se na výkon uvolněný ve svaru.
#A006 NÍZKÝ TLAK VZDUCHU - toto hlášení znamená, že v pneumatickém systému je nedostatek tlaku vzduchu nebo je úroveň tlaku vzduchu příliš nízká. Ujistěte se, že je hadice dodávající stlačený vzduch připojena ke stroji nebo že je úroveň stlačeného vzduchu odpovídající, a poté pomocí regulátoru redukčního ventilu, který najdete v systému přípravy stlačeného vzduchu, upravte tlak ve stroji na odpovídající úroveň. - tlačítko, které otevře seznam oken dostupných na panelu.
- tlačítko, které otevře seznam oken dostupných na panelu.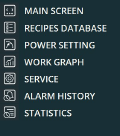
 - tlačítko otevírající okno Aktivní alarmy; zelená grafika informuje, že není přítomna žádná alarmová zpráva.
- tlačítko otevírající okno Aktivní alarmy; zelená grafika informuje, že není přítomna žádná alarmová zpráva.  - tlačítko otevírající okno Aktivní alarmy; červená grafika informuje, že v současné době existují alarmové zprávy.
- tlačítko otevírající okno Aktivní alarmy; červená grafika informuje, že v současné době existují alarmové zprávy.  - nejste přihlášeni;
- nejste přihlášeni; - operátor, supervizor nebo jakýkoli jiný uživatel přidaný supervizorem;
- operátor, supervizor nebo jakýkoli jiný uživatel přidaný supervizorem; - MILLER WELDMASTER.
- MILLER WELDMASTER.6.5.4 Hlavní obrazovka
Recept - pod tímto názvem lze nalézt skupinu parametrů vztahujících se k pracovnímu cyklu. Jakmile jsou stanoveny parametry svařování pro daný druh výrobku odvozené z praktických zkušeností (hodnoty parametrů silně závisí na velikosti svaru, velikosti svařovaného materiálu a tvaru elektrody), měly by být zadány do systému a uloženy pod názvem receptury.
![]() Kromě toho lze na displeji HMI vedle názvu každého parametru nalézt také dvě hodnoty. První z nich (na modrém pozadí) je hodnota aktuálního provozního parametru zobrazená v aktuálním čase, druhá (na bílém pozadí) je nastavená hodnota pocházející z výrobního předpisu nebo z údajů obsluhy.
Kromě toho lze na displeji HMI vedle názvu každého parametru nalézt také dvě hodnoty. První z nich (na modrém pozadí) je hodnota aktuálního provozního parametru zobrazená v aktuálním čase, druhá (na bílém pozadí) je nastavená hodnota pocházející z výrobního předpisu nebo z údajů obsluhy.
![]() V případě potřeby může obsluha kdykoli stisknout číslici na bílém pozadí a změnit její hodnotu. Hodnota aktuálního provozního parametru se ihned aktualizuje, změna však nemá vliv na prováděný recept.
V případě potřeby může obsluha kdykoli stisknout číslici na bílém pozadí a změnit její hodnotu. Hodnota aktuálního provozního parametru se ihned aktualizuje, změna však nemá vliv na prováděný recept.
![]() Chcete-li uložit změny v receptu, které byly provedeny na hlavní obrazovce, stiskněte tlačítko SAVE RECIPE (ULOŽIT RECEPT).
Chcete-li uložit změny v receptu, které byly provedeny na hlavní obrazovce, stiskněte tlačítko SAVE RECIPE (ULOŽIT RECEPT).  zkopírujete parametry z hlavní obrazovky do panelu Upravit recept v okně Databáze receptů. Zkopírované parametry lze uložit jako nový recept pomocí tlačítka Vytvořit nový nebo je lze použít k aktualizaci stávajícího receptu pomocí tlačítka Aktualizovat.
zkopírujete parametry z hlavní obrazovky do panelu Upravit recept v okně Databáze receptů. Zkopírované parametry lze uložit jako nový recept pomocí tlačítka Vytvořit nový nebo je lze použít k aktualizaci stávajícího receptu pomocí tlačítka Aktualizovat.
Jméno: - název receptu provedený pro výrobní účely.
Počáteční výkon - tento parametr udává polohu (kapacitu) výstupního kondenzátoru, který se nachází v generátoru; intenzita anodového proudu v počáteční fázi vysokofrekvenčního svařování silně závisí na hodnotě tohoto parametru. (Parametr vyjádřený v procentech, kde 0 % označuje nejnižší úroveň kapacity - nejnižší úroveň intenzity anodového proudu a 100 % označuje nejvyšší úroveň kapacity - nejvyšší úroveň intenzity anodového proudu).
-
 Hodnota parametru Počáteční výkon a hodnota anodového proudu (výkon uvolněný v materiálu) nejsou lineárně závislé, proto je třeba při nastavování hodnot tohoto parametru přijmout příslušná preventivní opatření. Aktuální hodnota parametru Initial power a hodnota nastaveného parametru se navzájem rovnají pouze v počáteční fázi svařování. Po zahájení postupu se automaticky upraví poloha výstupního kondenzátoru tak, aby bylo dosaženo Provozního výkonu.
Hodnota parametru Počáteční výkon a hodnota anodového proudu (výkon uvolněný v materiálu) nejsou lineárně závislé, proto je třeba při nastavování hodnot tohoto parametru přijmout příslušná preventivní opatření. Aktuální hodnota parametru Initial power a hodnota nastaveného parametru se navzájem rovnají pouze v počáteční fázi svařování. Po zahájení postupu se automaticky upraví poloha výstupního kondenzátoru tak, aby bylo dosaženo Provozního výkonu.Provozní výkon - tento parametr udává anodový proud I použitý pro svařování. (Parametr je vyjádřen v ampérech v rozsahu 0 až 4 A.)
Hodnoty zelené barvy na stupnici anodového měřiče proudu označují přijatelné hodnoty anodového proudu Ia. Při zahájení svařování se výstupní kondenzátor (počáteční výkon) automaticky nastaví tak, aby bylo dosaženo provozního výkonu.Doba zpoždění - tento parametr udává dobu, po kterou elektroda přilnula ke svařovanému materiálu před zahájením svaru. (Parametr je vyjádřen v sekundových hodnotách v rozmezí 0 až 99 s.)
Doba svařování - tento parametr označuje dobu, za kterou stroj zpracuje vysokofrekvenční svar. (Parametr se vyjadřuje v sekundových hodnotách v rozmezí 0 až 99 s.)
Doba chlazení - tento parametr udává dobu, po kterou byla elektroda přitlačována ke svařovanému materiálu po ukončení svaru - materiál se při přitlačení ke stolu ochlazuje. (Parametr se vyjadřuje v sekundových hodnotách v rozmezí 0 až 99 s.).
Aktuální režim: 1 - Proudový svařovací režim znamená, že počítadlo stroje začne počítat dobu svařování vysoké frekvence, která byla zadána v parametru Doba svařování, jakmile stroj získá příslušnou hodnotu anodového proudu La, která by měla být buď vyšší, nebo rovna hodnotě zadané v parametru Provozní výkon. Jinak řečeno, v režimu svařování proudového typu se doba svařování rovná součtu obou hodnot času, který stroj potřebuje k vytvoření anodového proudu (hodnota zadaná v parametru Provozní výkon), a hodnoty času zadané v parametru Doba svařování.
 Pokud stroj nedosáhne provozního výkonu do 25 sekund, začne odpočítávat dobu ohřevu, poté cyklus dokončí a nakonec zobrazí zprávu o nedosažení provozního výkonu.
Pokud stroj nedosáhne provozního výkonu do 25 sekund, začne odpočítávat dobu ohřevu, poté cyklus dokončí a nakonec zobrazí zprávu o nedosažení provozního výkonu. 0 - Režim svařování časového typu znamená, že doba svařování vysoké frekvence se rovná hodnotě zadané v parametru receptury pod názvem Doba svařování.
 Je třeba poznamenat, že v režimu svařování časového typu může být pracovní cyklus proveden i v případě, že stroj nestihl vyvinout provozní výkon, v důsledku čehož může mít dosažený svar nepravidelnou pevnost.
Je třeba poznamenat, že v režimu svařování časového typu může být pracovní cyklus proveden i v případě, že stroj nestihl vyvinout provozní výkon, v důsledku čehož může mít dosažený svar nepravidelnou pevnost. Regulace kondenzátorů:
1 - znamená, že během svařování je výstupní kondenzátor automaticky regulován tak, aby anodový proud byl na úrovni nastavené v parametru Provozní výkon.0 - signalizuje, že stroj pracuje v režimu omezeného automatického nastavení výstupního kondenzátoru. Během svařování se výstupní kondenzátor nastavuje pouze tehdy, když anodový proud překročí hodnotu vloženou do parametru Power max.
 Při práci v režimu Regulace kondenzátoru - 0 mějte na paměti, že pokud bude Počáteční výkon příliš nízký, stroj nebude schopen automaticky nastavit anodový proud Ia směrem nahoru, aby dosáhl nastavené hodnoty v parametru Anodový proud.
Při práci v režimu Regulace kondenzátoru - 0 mějte na paměti, že pokud bude Počáteční výkon příliš nízký, stroj nebude schopen automaticky nastavit anodový proud Ia směrem nahoru, aby dosáhl nastavené hodnoty v parametru Anodový proud. Korekce výkonu - tento parametr se týká způsobu řízení výstupního kondenzátoru v počáteční fázi, kdy po zapnutí svařovacího cyklu je cílem kondenzátoru získat provozní proud. Parametr umožňuje vypnout regulaci kondenzátoru bez dosažení nastaveného Provozního proudu.
- Příklad 1: Nastavený pracovní proud je 1A, startovací poloha je 40%, regulace kondenzátoru je 1, korekce výkonu je 0A.
- Po zapnutí svařovacího cyklu je provozní proud 0,5 A.
- Začne se nastavovat výstupní kondenzátor, aby se dosáhlo cílového provozního proudu 1A.
- Poloha kondenzátoru se změní ze 40 % na 75 % - Provozní proud dosáhne hodnoty 1 A; nastavení kondenzátoru se zastaví.
- Svařovací cyklus pokračuje.
- Příklad 2: Provozní proud je nastaven na 1 A; startovací poloha je nastavena na 40 %; regulace kondenzátoru je nastavena na 1; korekce výkonu je nastavena na -0,2 A.
- Po zapnutí svařovacího cyklu dosáhne provozní proud hodnoty 0,5 A.
- Začne se nastavovat výstupní kondenzátor tak, aby se dosáhlo cílového provozního proudu rovnajícího se 1A minus hodnota korekce výkonu, což je 1A - 0,2A = 0,8A.
- Poloha kondenzátoru se změní ze 40 % na 60 % - Provozní proud se zvýší na 0,8 A; nastavení kondenzátoru se zastaví.
 Parametr korekce výkonu se používá při svařování, kdy je v počáteční fázi pracovní proud nízký a následně dochází k velmi dynamickému nárůstu proudu. Superpozice samovolného nárůstu pracovního proudu a regulace kondenzátoru, která způsobuje jeho zvýšení, vede k nepřijatelně vysoké hodnotě pracovního proudu. Pokud se nastavení výstupního kondenzátoru vypne před dosažením nastavené hodnoty pracovního proudu, může proud samovolně dosáhnout požadované hodnoty.
Parametr korekce výkonu se používá při svařování, kdy je v počáteční fázi pracovní proud nízký a následně dochází k velmi dynamickému nárůstu proudu. Superpozice samovolného nárůstu pracovního proudu a regulace kondenzátoru, která způsobuje jeho zvýšení, vede k nepřijatelně vysoké hodnotě pracovního proudu. Pokud se nastavení výstupního kondenzátoru vypne před dosažením nastavené hodnoty pracovního proudu, může proud samovolně dosáhnout požadované hodnoty.  Většina svařovacích procesů nevyžaduje použití korekce výkonu; parametr by pak měl být nastaven na 0.
Většina svařovacích procesů nevyžaduje použití korekce výkonu; parametr by pak měl být nastaven na 0. Parametry receptury - úroveň výkonu a tlaku se žlutě zobrazeným komentářem (SET MANUALLY) jsou pouze informací pro obsluhu, která musí při čtení parametrů na dotykovém displeji ručně změnit nastavení na boku stroje. Změna tohoto nastavení na displeji nemá vliv na nastavení stroje!
Úroveň výkonu - je hlavní nastavení výkonu stroje; nastavení se provádí změnou anodového napětí Ua v rozsahu 1 až 2, kde 1 je nízký výkon a 2 je maximální výkon: 0 - anodový transformátor je odpojen.
POZOR! Je důležité si uvědomit, že navzdory tomu, že výše uvedené parametry lze uložit pod názvem receptury na dotykovém panelu HMI, existují také dva další parametry, jako např: Tlak a TEPLOTA ELEKTRODYNU, které je třeba nastavit ručně.Hodnotu anodového napětí Ua je třeba zvolit experimentálně v závislosti na povrchu svaru a druhu svařovaného materiálu. PRESSURE - - parametr udává tlak stlačeného vzduchu v pneumatickém systému upínání elektrod vyjádřený v barech v rozsahu 0 - 6 barů; parametr určuje přítlačnou sílu elektrody vůči materiálu během svařování.
 Úroveň tlaku v pneumatickém systému, pomocí kterého je elektroda přitlačována ke stolu, nikdy nepřekročí úroveň tlaku pohánějícího stroj.
Úroveň tlaku v pneumatickém systému, pomocí kterého je elektroda přitlačována ke stolu, nikdy nepřekročí úroveň tlaku pohánějícího stroj.Po nastavení úrovně výkonu a tlaku na panelu HMI na hlavní obrazovce se zobrazí okno (obr. 17), které obsluhu informuje, že je třeba tuto hodnotu parametrů nastavit ručně (pomocí příslušného přepínače) a potvrdit ji tlačítkem Potvrdit.

 Upozornění na elektrodu v dolní poloze se zobrazí, když elektroda dosáhne spodní polohy (pohyb na senzoru).
Upozornění na elektrodu v dolní poloze se zobrazí, když elektroda dosáhne spodní polohy (pohyb na senzoru).Cykly jsou hotové: - znamená počítadlo svařovacích cyklů provedených na stroji. Pokud obsluha drží tlačítko Tlačítko resetování počítadla
 po dobu 3 sekund, počítadlo se vynuluje.
po dobu 3 sekund, počítadlo se vynuluje. ALARMOVÁ HLÁŠENÍ INFORMUJÍCÍ O NEDOSTATKU PODMÍNEK PRO ZAHÁJENÍ SVAŘOVACÍHO CYKLU:
NOT READY - signalizuje, že stroj nebyl správně restartován a neproběhlo několikasekundové spuštění. Stiskněte tlačítko RESET na ovládacím panelu. Stav spuštění, který představuje dobu zahřívání lampy, se zobrazuje jako ukazatel průběhu v horní části obrazovky.
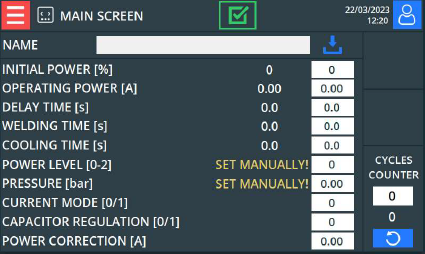
6.5.5 Databáze receptů
Databáze receptů.
Všechny recepty uložené v paměti panelu HMI jsou prezentovány ve formě sloupce RECIPE LIST. Parametry receptů jsou popsány v předchozí kapitole. Počet receptů je prakticky neomezený. Obsah receptu je zobrazen vpravo, kliknutím na hodnoty na bílém pozadí je možné hodnoty parametrů měnit.
 NOVÝ RECEPT: Chcete-li vytvořit nový recept, vyplňte všechna pole parametrů receptu a stiskněte tlačítko
NOVÝ RECEPT: Chcete-li vytvořit nový recept, vyplňte všechna pole parametrů receptu a stiskněte tlačítko  . V seznamu receptů se objeví nový recept. Pro uložení změn v receptu, které byly provedeny pomocí příkazu Hlavní obrazovka, stiskněte tlačítko ULOŽIT RECEPT tlačítko
. V seznamu receptů se objeví nový recept. Pro uložení změn v receptu, které byly provedeny pomocí příkazu Hlavní obrazovka, stiskněte tlačítko ULOŽIT RECEPT tlačítko  zkopírovat parametry z hlavní obrazovky na obrazovku Upravit recept bar v Databáze receptů okno. Zkopírované parametry lze uložit jako nový recept pomocí příkazu Vytvořit nový nebo je lze použít k aktualizaci stávajícího receptu pomocí tlačítka Aktualizace tlačítko.
zkopírovat parametry z hlavní obrazovky na obrazovku Upravit recept bar v Databáze receptů okno. Zkopírované parametry lze uložit jako nový recept pomocí příkazu Vytvořit nový nebo je lze použít k aktualizaci stávajícího receptu pomocí tlačítka Aktualizace tlačítko. Pokud seznam receptů již obsahuje recept se stejným názvem jako ten, který má být uložen, nebude možné nový recept uložit, ale bude možné pouze aktualizovat parametry. V takovém případě změňte název receptu.
Pokud seznam receptů již obsahuje recept se stejným názvem jako ten, který má být uložen, nebude možné nový recept uložit, ale bude možné pouze aktualizovat parametry. V takovém případě změňte název receptu.  VYDÁNÍ RECEPTŮ
VYDÁNÍ RECEPTŮPro úpravu receptu je třeba kliknout na jeho název v seznamu receptů (vybraný recept by měl být zvýrazněn žlutě a zobrazen v seznamu receptů). Upravit recept řádek). Pokud jde o změnu hodnoty parametru v řádku Upravit recept řádku, musíme kliknout na bílé pole, kde by se měla zobrazit, a zadat novou hodnotu. Po dokončení postupu editace se Aktualizace musí být stisknuta klávesa
 a v důsledku toho budou provedené změny v uvedeném receptu přijaty, uloženy a uloženy.
a v důsledku toho budou provedené změny v uvedeném receptu přijaty, uloženy a uloženy. Chcete-li uložit parametry receptu z hlavní obrazovky, stiskněte tlačítko SAVE RECIPE.
Chcete-li uložit parametry receptu z hlavní obrazovky, stiskněte tlačítko SAVE RECIPE.  viditelné v tomto okně. Pokud je v seznamu receptů recept se stejným názvem, aktualizují se jeho parametry.
viditelné v tomto okně. Pokud je v seznamu receptů recept se stejným názvem, aktualizují se jeho parametry.  POSTUP VYMAZÁNÍ
POSTUP VYMAZÁNÍChcete-li provést postup odstranění receptu, klikněte na název receptu ze seznamu receptů (vybraný recept by měl být zvýrazněn žlutě a zobrazen v řádku Upravit recept ) a poté stiskněte klávesu Delete.
 POSTUP VÝBĚRU RECEPTU
POSTUP VÝBĚRU RECEPTUChcete-li provést postup výběru receptury pro výrobní účely, vyberte ze seznamu receptur recepturu s hodnotami požadovanými pro pracovní cyklus (vybraná receptura by měla být zvýrazněna žlutě a zobrazena v seznamu receptur). Upravit recept řádek) a pak klikněte na Zatížení pro výrobu
 výsledkem bude nahrání receptury do systému a její příprava pro použití v aktuální výrobě s parametry zobrazenými v okně "Receptury". Hlavní obrazovka okno.
výsledkem bude nahrání receptury do systému a její příprava pro použití v aktuální výrobě s parametry zobrazenými v okně "Receptury". Hlavní obrazovka okno.POSTUP TŘÍDĚNÍ
Recepty použité při výrobě jsou uvedeny v abecedním pořadí. Při větším počtu receptů se po straně tabulky objeví posuvník, který umožní plynulý pohyb v tabulce. Recepty je také možné seřadit podle názvu, vzestupně nebo sestupně. Chcete-li recepty seřadit, klikněte na záhlaví seznamu - Seznam receptů; druhým stisknutím změníte směr řazení. Všechny údaje se ukládají do paměti panelu HMI. Ve složce "Recepty" se nacházejí dva soubory receptů: "Recipe.db" a "Recipe_a.rcp". Recepty je možné upravovat na počítači. Soubory receptur je možné zkopírovat z paměti dotykového panelu na USB disk a upravovat je pomocí bezplatného programu EasyBuider Pro. Tyto soubory lze použít jako záložní kopie receptů nebo pro nahrání receptů do jiného dotykového panelu HMI.
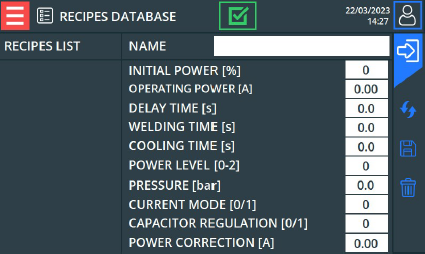
6.5.6 Nastavení výkonu
 Nastavení výkonu.
Nastavení výkonu.V okně jsou dva indikátory:
Anodový proud - ukazatel intenzity anodového proudu. Ukazuje intenzitu anodového proudu La, která by se měla rovnat intenzitě proudu analogového měřiče, který se nachází na ovládacím panelu.
CAPACITOR - nástroj, který indikuje polohu výstupního kondenzátoru (v rozsahu 0 až 100 %). Pomocí tohoto nástroje lze nastavit vhodnou úroveň výkonu - zpravidla platí, že čím větší kapacita, tím vyšší La anodový proud.
Skupina tlačítek pod indikátorem slouží k nastavení anodového kondenzátoru. Nastavení lze provádět dvěma způsoby:
 AUTO - před svařováním se kondenzátor automaticky nastaví do polohy odpovídající hodnotám zadaným v okně Počáteční výkon parametr. Při provádění svařovacího postupu se poloha kondenzátoru automaticky nastaví tak, aby se intenzita anodového proudu La zvýšila na hodnotu zapsanou v parametru. Provozní výkon parametr.Při standardních pracovních cyklech prováděných strojem zvolte režim nastavení AUTO. Režim MANUAL se používá při zkušebních postupech.
AUTO - před svařováním se kondenzátor automaticky nastaví do polohy odpovídající hodnotám zadaným v okně Počáteční výkon parametr. Při provádění svařovacího postupu se poloha kondenzátoru automaticky nastaví tak, aby se intenzita anodového proudu La zvýšila na hodnotu zapsanou v parametru. Provozní výkon parametr.Při standardních pracovních cyklech prováděných strojem zvolte režim nastavení AUTO. Režim MANUAL se používá při zkušebních postupech. MANUÁLNÍ - celý postup nastavení kondenzátoru se provádí ručně, v případě potřeby může obsluha změnit polohu kondenzátoru pomocí
MANUÁLNÍ - celý postup nastavení kondenzátoru se provádí ručně, v případě potřeby může obsluha změnit polohu kondenzátoru pomocí  nebo
nebo  a současně se nastavuje intenzita anodového proudu.
a současně se nastavuje intenzita anodového proudu.Výkon max. = Provozní výkon + ... - parametr definuje maximální hodnotu, o kterou může být překročen PROVOZNÍ VÝKON, aby se spustil automatický pokles anodového proudu s využitím výstupního kondenzátoru (parametr definován v ampérech, v rozsahu 0 - 1A). Power min. = Operating power - ... - parametr definuje minimální hodnotu, o kterou může být překročen OPERATING POWER, aby se spustilo automatické zvýšení anodového proudu s použitím výstupního kondenzátoru (parametr definovaný v ampérech, v rozsahu 0 - 1A).
6.5.7 Pracovní graf

Pracovní graf.
Okno obsahuje graf, který podrobně zobrazuje provoz na stroji. V reálném čase je možné sledovat změnu dvou parametrů:
- změny anodového proudu (červená čára);
- změny polohy výstupního kondenzátoru (modrá čára).
Graf zobrazuje údaje zaznamenané v minulosti. V pravém horním rohu je tlačítko, které otevře okno, v němž je možné vybrat období, z něhož se mají data zobrazovat, a změnit nastavení zobrazení grafu.
6.5.8 Servisní nabídka

- Příklad 1: Nastavený pracovní proud je 1A, startovací poloha je 40%, regulace kondenzátoru je 1, korekce výkonu je 0A.
-
Nabídka služeb.
V tomto okně se zobrazují následující informace statistického původu:
Počet cyklů - jedná se o celkový počet pracovních cyklů od prvního zapnutí stroje.
Pracovní doba - jedná se o celkovou dobu práce stroje,
Antiflash - tato hodnota udává, kolikrát byl ode dne výroby stroje zapnut ochranný systém proti obloukovému výboji.
Alarm přetížení anody - tato hodnota udává, kolikrát ode dne výroby stroje byla překročena maximální úroveň intenzity proudu v anodovém obvodu a kolikrát byl v důsledku toho zapnut ochranný mechanismus proti přetížení anody.
Alarm přetížení sítě - tato hodnota udává, kolikrát ode dne, kdy byl stroj vyroben, byla překročena maximální úroveň intenzity proudu v síťovém obvodu při svařování a kolikrát byl v důsledku toho zapnut ochranný mechanismus proti přetížení sítě.
Alarm teploty trubek - tato hodnota udává, kolikrát se ode dne výroby stroje automaticky spustil systém tepelné ochrany trubek.
Níže uvedené parametry jsou dostupné pouze servisním technikům výrobce, proto je pro jejich úpravu vyžadováno heslo.

Řízení procesu aktivní - aktivuje
 nebo deaktivuje
nebo deaktivuje  nastavení HF cyklu pro pracovní (anodový) proud během svařovacího procesu. Jinými slovy, výběr tlačítka má za následek, že během svařovacího procesu byl zaznamenán rozsah +/- tolerance anodového proudu, který je uveden v servisním okně v parametrech řízení svařovacího procesu. Řídicí parametry jsou popsány dále v tomto návodu.
nastavení HF cyklu pro pracovní (anodový) proud během svařovacího procesu. Jinými slovy, výběr tlačítka má za následek, že během svařovacího procesu byl zaznamenán rozsah +/- tolerance anodového proudu, který je uveden v servisním okně v parametrech řízení svařovacího procesu. Řídicí parametry jsou popsány dále v tomto návodu. -
Power max = Operating power + - tento parametr udává maximální hodnotu intenzity proudu, která může překročit hodnotu Operating power limit, aby byla zahájena automatická procedura sestupného anodového proudu prováděná výstupním kondenzátorem (parametr vyjádřený v ampérech v rozsahu 0 až 1A).
Power min = Provozní výkon - . .. - Tento parametr se používá pouze pro řízení svařovacího procesu a pro určení dolního rozsahu tolerance proudu.
-
Doba zpoždění stisku - tato hodnota udává dobu, která uplyne od okamžiku sepnutí spodního koncového spínače (označeného spodní polohou elektrody) do okamžiku, kdy je elektroda plnou silou přitlačena k materiálu.
Nastavení % svařování v toleranci: - tento parametr určuje procentuální hodnotu času, po který má být proud v toleranci. Pokud není dosaženo předepsané procentuální hranice, zobrazí se na panelu HMI alarm informující o tom, že nebylo dosaženo parametrů svařování: #A013 SVAŘOVACÍ PARAMETRY NEBYLY DOSAŽENY. Ve statistikách se ve sloupci Stav cyklu zobrazí 0 pro právě prováděný cyklus.
Celkový čas svařování [s]: - tento parametr zobrazuje celkový čas, který zabral poslední svar.
Doba svařování v toleranci [s]: - Tento parametr zobrazuje dobu posledního svaru; počítá se však pouze pro proud v tolerančním rozsahu +/- (Výkon max/min) předepsaném ve výše uvedených parametrech.
-
Procento svařování v toleranci [%] - Tento parametr ukazuje procento času, během kterého byl proud v tolerančním rozsahu +/- během celého cyklu, který byl na stroji nedávno proveden. V případě alarmu je možné rychle diagnostikovat, kolik % času svařování bylo dosaženo pro výše uvedené parametry.
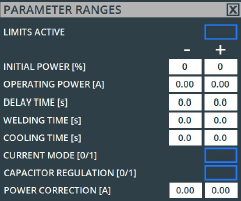
 Limity změn parametru procesu se vypočítají na základě původně načtené receptury z databáze receptur.
Limity změn parametru procesu se vypočítají na základě původně načtené receptury z databáze receptur.  nebo deaktivuje
nebo deaktivuje  limity v edici parametrů pro provozovatele
limity v edici parametrů pro provozovatele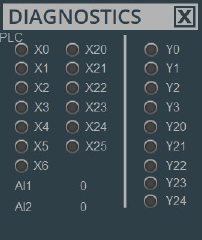
 Okno Diagnostika zůstává aktivní bez ohledu na to, co říká okno panelu na pozadí. Díky tomu je možné sledovat stav vstupů/výstupů regulátoru, například během cyklu z úrovně hlavního okna. Chcete-li okno vypnout, stiskněte tlačítko X v pravém horním rohu okna.
Okno Diagnostika zůstává aktivní bez ohledu na to, co říká okno panelu na pozadí. Díky tomu je možné sledovat stav vstupů/výstupů regulátoru, například během cyklu z úrovně hlavního okna. Chcete-li okno vypnout, stiskněte tlačítko X v pravém horním rohu okna.  Alarmové zprávy se obvykle ukládají v jazyce zvoleném v servisním menu.
Alarmové zprávy se obvykle ukládají v jazyce zvoleném v servisním menu. 
Time - čas pořízení záznamu.
Provozní výkon [A ] - hodnota parametru použitého v procesu.
Regulace kondenzátoru [0/1] - hodnota parametru používaného v procesu
- parametr Current Mode byl nastaven na 0 - průměr se počítá od okamžiku, kdy byla zapnuta vysoká frekvence.
- parametr Current Mode je nastaven na 1 - průměr se počítá od okamžiku, kdy byla dosažena nastavená hodnota pracovního proudu;
Počítadlo cyklů - hodnota zobrazená na počítadle cyklů od prvního spuštění stroje.
PŘIHLÁŠENÍ OPERÁTORA
Dotykový panel lze zabezpečit proti neoprávněnému přístupu. Chcete-li povolit nebo zakázat funkci přihlášení uživatele, přejděte do servisního okna a poté klikněte na oblast, která je níže označena červeně:

Otevře se následující okno:
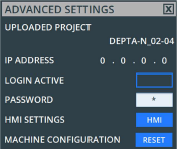
Aktivní přihlášení - tlačítko  aktivuje nebo
aktivuje nebo  deaktivuje proces protokolování. Pro přepínání mezi funkcemi je třeba zadat heslo 21369.
deaktivuje proces protokolování. Pro přepínání mezi funkcemi je třeba zadat heslo 21369.
Níže jsou uvedeny zprávy, které se v počítači zobrazují v závislosti na tom, zda se uživatel přihlašuje, přidává nového uživatele, odstraňuje uživatele, mění oprávnění uživatele nebo mění heslo.
- Úspěch! (může se zobrazit při přihlašování, přidávání nových uživatelů, mazání uživatelů, změně oprávnění uživatelů, změně hesla).
- Nesprávné heslo! (může se zobrazit pouze při přihlašování).
- Účet již existuje! (může se objevit pouze při přidávání uživatele).
- Nepřípustné znaky v hesle! (může se objevit při přidávání uživatele a změně hesla).
- Nepřípustné znaky v názvu! (může se zobrazit pouze při přidávání uživatele)
1.Po zapnutí stroje klikněte na tlačítko "Log-in" v okně dotykového panelu. 
2. Otevře se kontextové okno pro přihlášení.
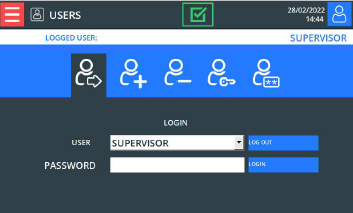
3. Z rozevíracího seznamu vyberte příslušného uživatele.
4. Zadejte příslušné heslo a potvrďte je tlačítkem enter na klávesnici.
5. Stiskněte tlačítko Přihlášení.
6. Na obrazovce se zobrazí příslušná zpráva.
 Po vypnutí stroje se uživatel automaticky odhlásí.
Po vypnutí stroje se uživatel automaticky odhlásí.
VYTVÁŘENÍ NOVÝCH UŽIVATELŮ
1. Přihlaste se jako uživatel, který má oprávnění ke správě uživatelů.
2. Vyberte ikonu 
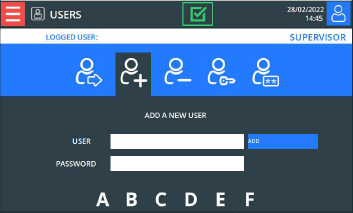
3. Do pole uživatel zadejte jméno uživatele (písmena a číslice).
4. Zadejte heslo do pole pro zadání hesla (písmena a číslice).
5. Zvolte úroveň práv, která má mít vytvářený uživatel.
A - základní práce na stroji
B - nepřiřazené
C - editace receptů
D - nepřiřazené
E - nepřiřazené
F - parametry služby, správa uživatelů.
6. Vyberte tlačítko Přidat.
7. Na obrazovce se zobrazí příslušná zpráva.
MAZÁNÍ UŽIVATELŮ
1. Přihlaste se jako uživatel, který má oprávnění ke správě uživatelů.
2. Vyberte ikonu 
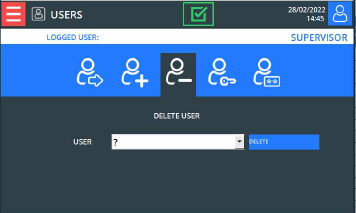
3. Z rozevíracího seznamu vyberte příslušného uživatele.
4. Stiskněte tlačítko delete.
5. Na obrazovce se zobrazí příslušná zpráva.
ZMĚNA OPRÁVNĚNÍ PŘIDĚLENÝCH UŽIVATELI.
1. Přihlaste se jako uživatel, který má oprávnění ke správě uživatelů.
2. Vyberte ikonu 

3. Z rozevíracího seznamu vyberte příslušného uživatele.
4. Vyberte nebo zrušte výběr úrovně oprávnění pro daného uživatele.
5. Stiskněte tlačítko Change.
6. Na obrazovce se zobrazí příslušná zpráva.
ZMĚNA HESLA
1. Přihlaste se. Operátor může změnit pouze své vlastní heslo; nadřízený však může změnit heslo jakéhokoli uživatele.
2. Vyberte ikonu 
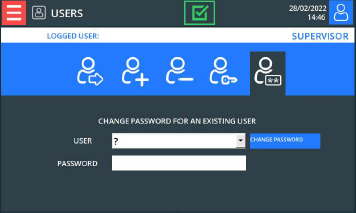
3. Z rozevíracího seznamu vyberte příslušného uživatele (pokud jste přihlášeni jako supervizor).
4. Zadejte nové heslo
5. Stiskněte tlačítko Change.
6. Na obrazovce se zobrazí příslušná zpráva.
Z VÝROBY VYTVOŘENÉ UŽIVATELE A JIM PŘIŘAZENÁ HESLA.
UŽIVATELSKÉ JMÉNO - HESLO
OPERÁTOR - 33
SUPERVIZOR - 11
Miller Weldmaster - URČENÉ PRO SERVIS VÝROBCE;
Oprávnění:
OPERÁTOR - práce na stroji, možnost výběru a úpravy receptur.
SUPERVISOR - práce na stroji, výběr receptury, editace receptur, změna parametrů, přidávání a odebírání obsluhy a změna hesel ostatních uživatelů.
Data archivovaná v paměti dotykového panelu HMI
 Statistické soubory pro obsluhu stroje se ukládají přímo do externí paměti panelu HMI (pen disk).
Statistické soubory pro obsluhu stroje se ukládají přímo do externí paměti panelu HMI (pen disk). Pro čtení a převod souborů historie a receptů v počítači s operačním systémem Windows je nutný následující software:
- bezplatný software EasyBuider Pro, který lze stáhnout z panelu HMI na webových stránkách výrobce: http://www.weintek.com/ nebo zástupce v Polsku http://www.multiprojekt.pl/ftp/weintek_hmi/easy_builder_pro/.
- Microsoft Excel nebo jiný tabulkový procesor.


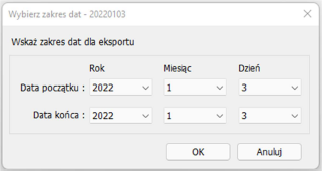
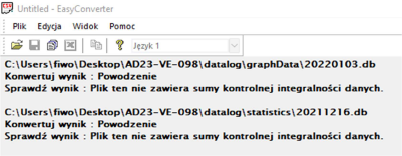
- V počítači vybaveném bezdrátovou síťovou kartou vyberte síť s názvem odpovídajícím výrobnímu číslu stroje uloženému například na jeho výrobním štítku: D120-XM-003.
- Heslo odpovídající výrobnímu číslu stroje zadejte velkými písmeny od konce bez pomlček, např: 300MX021D.
- Přejděte do okna služby a klikněte na oblast označenou červeně níže.

- Otevře se okno s rozšířenými nastaveními, ve kterém lze zjistit IP adresu panelu HMI a aktuálně načtený projekt.

KOPÍROVÁNÍ SOUBORŮ HISTORIE Z PANELU HMI POMOCÍ SÍTĚ WI-FI
- Otevřete Průzkumníka Windows v libovolné složce a do adresního řádku zadejte následující vzorec, kde se nachází IP adresa, například: 192.168.1.50; měla by být zadána adresa vyčtená z dotykového panelu: ftp://uploadhis:753456@192.168.1.50/

- Pak klikněte na tlačítko "Enter".
- Otevře se okno s pamětí dotykového panelu

- Struktura složky byla popsána v jedné z následujících kapitol. Celý obsah každé složky lze zkopírovat. Kopírovat lze také jednotlivé soubory, které jsou ve složkách uloženy.
DATA ARCHIVOVANÁ V PAMĚTI DOTYKOVÉHO PANELU HMI
- Vložte paměťové zařízení USB do portu dotykového panelu HMI.
- Na obrazovce panelu HMI se zobrazí okno, kdy je třeba stisknout tlačítko Nahrát před koncem odpočítávání.
- V dalším okně vyberte data, která se mají stáhnout, a zadejte heslo:
- 753456, vyberte umístění /usbdisk/disk_a_1 a stisknutím tlačítka Nahrát zahájíte stahování souborů.

STRUKTURA SOUBORŮ HISTORIE A RECEPTŮ
- ""recipe" - ve složce "recipe" jsou tři soubory: "recipe.db" "recipe_a.rcp" a "recipe.rcp". Soubor "recipe.db" obsahuje recepty uložené v panelu HMI. Lze jej použít jako zálohu nebo k nahrání receptů do jiného dotykového panelu HMI. Recepty můžete také upravovat na počítači.
- "datalog" - ve složce "datalog" se nachází složka "graphData" a složka "statistics".

- "graphData" - ve složce "GraphData" se nacházejí soubory se záznamy provozních parametrů stroje. Každý den, kdy je stroj provozován, se uloží jeden soubor s názvem data. Zaznamenávají se také následující údaje:
- C [%] - poloha kondenzátoru
- Ia [A] - intenzita anodového proudu
Všechny tyto parametry se ukládají jednou za 0,5 sekundy a pouze během cyklu. Zaznamenávají se do tabulky.
- "statistics" - ve složce "statistics" se nacházejí soubory se záznamy statistik procesů. Každý den, kdy je stroj provozován, se uloží jeden soubor s názvem data. Zaznamenávají se také následující údaje:
- název předpisu - název předpisu použitého k provedení zaznamenaného pracovního cyklu.
- user - jméno operátora přihlášeného během cyklu.
- capa position [%] - přednastavená počáteční poloha kondenzátoru.
- proud [A] - nastavený provozní proud.
- delay time [s] - nastavená doba zpoždění.
- doba svařování [s] - nastavená doba ohřevu.
- cool time [s] - nastavená doba chlazení.
- úroveň výkonu - nastavená úroveň výkonu.
- tlak [bar] - nastavený tlak.
- current mode - nastavená hodnota aktuálního režimu .
- regulace kondenzátoru - nastavená hodnota regulace kondenzátoru.
- aktuální korekce - hodnota parametru použitého v procesu.
- řízení procesu - informace o aktivním řízení procesu.
- process status - stav řízení procesu, kde -1 znamená neaktivní řízení procesu,
- znamená chybu - proces přerušen nebo nedosaženy parametry svařování, 1 znamená úspěch - svařovací proces proběhl podle parametrů nastavených pro daný proud.
- current status - stav aktuálního řízení, kde -1 znamená neaktivní řízení procesu,
- znamená chybu - proces přerušen nebo nedosaženy parametry svařování, 1 znamená úspěch - svařovací proces proběhl podle nastavených parametrů.
- average current - průměrná hodnota proudu během svařování.
- počítadlo - počítadlo strojních cyklů.
- eventlog" - ve složce "eventlog" jsou soubory se záznamem historie alarmových hlášení, která se zobrazovala během provozu stroje. Historie alarmových hlášení je uložena například v souboru s názvem EL_data: EL_20220105. Zaznamenávají se také následující údaje:
- Událost - informace, kde 0 označuje, kdy došlo k výstražnému hlášení, a 2, která označuje, kdy bylo výstražné hlášení resetováno.
- Kategorie - irelevantní
- Zpráva - obsah poplašné zprávy
- Připojte paměť USB s roztrhanými recepty k počítači a otevřete program Utility Manager.
- V levém horním rohu okna klikněte na tlačítko Vybrat obrazovku a vyberte model panelu: cmt X Serie - Basic.
- Na kartě Převod dat vyberte aplikaci Editor databáze receptur.
- V aplikaci Editor databáze receptů klikněte na Importovat... a vyberte soubory s kopírovanými recepty "recipe.db".
- Otevře se okno pro úpravu receptu.

- Po dokončení úprav klikněte na Exportovat... a uložte soubor do původního umístění.
KOPÍROVÁNÍ RECEPTŮ Z PAMĚTI USB:
- 1. Vložte USB disk s uloženými recepty do zásuvky dotykového panelu HMI. Soubor s receptem musí být ve složce "recipe" přesně tak, jak je při stahování receptů z panelu
- Na obrazovce panelu HMI se zobrazí okno, klikněte na Stáhnout.
- V dalším okně vyberte možnost Databáze receptů; vyberte umístění souboru s receptem; zadejte heslo: 753456 a klikněte na tlačítko Stáhnout.
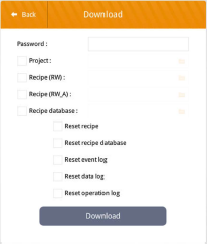
Recepty se načtou do paměti dotykového panelu HMI. Vypněte a zapněte stroj.
6.6 Připojení ke zdroji napájení
![]() Za žádných okolností by stroj neměl obsluhovat nekvalifikovaný personál. Obsluha stroje musí být seznámena s pravidly bezpečnosti a ochrany zdraví při práci.
Za žádných okolností by stroj neměl obsluhovat nekvalifikovaný personál. Obsluha stroje musí být seznámena s pravidly bezpečnosti a ochrany zdraví při práci.
Před připojením stroje ke zdroji napájení je třeba provést následující postupy:
- ujistěte se, že pracovní prostředí stroje (stroj a jeho okolí) je čisté a v pořádku nebo že v něm nejsou žádné překážky, které by mohly nepříznivě ovlivnit standardní pracovní cyklus stroje, a
- zajistit, aby bylo připraveno dostatečné množství surovin (zkušebních kusů), a
- ujistit se, že odpadkové koše a kontejnery na svařované výrobky jsou umístěny na správném místě, ale v těsné blízkosti stroje, a to vzhledem k požadavkům společnosti Bayer vztahujícím se na výrobní cyklus, pokud existují, a
- Svařovací elektroda by měla být instalována na svorce (výjimkou je případ, kdy je elektroda položena na materiál a poté přitlačena svorkou).
- ujistěte se, že jsou všechny štíty vhodně připevněny ke stroji a boční dvířka spínací skříňky jsou zavřená;
POZOR! Dvířka spínací skříňky by měla být vždy zavřená, i když je stroj zastaven.POZOR! Elektroda by měla být vždy nasazena na držáku, pokud má být uzavřena.- Zvedněte elektrodu do horní polohy.
- Otočte HLAVNÍ PŘEPÍNAČ do polohy 0-OFF - to znamená, že je stroj vypnutý.
- Vypněte ruční uzavírací ventil stlačeného vzduchu (pro provedení postupu - otočte ventil do pravé polohy - OFF).
- Udělejte pořádek v pracovním prostředí kolem stroje.
- Zástrčka elektrického napájení i zástrčka systému stlačeného vzduchu by měly být v případě dlouhodobého přerušení práce odpojeny (obě zástrčky by měly být vytaženy ze zásuvek).
NASTAVENÍ PARALELNOSTI TABULKY
V případě, že dochází ke korekci rovnoběžnosti mezi svařovacím povrchem elektrody a povrchem pracovního stolu, doporučuje se seřízení polohy elektrody pomocí seřizovacích šroubů.
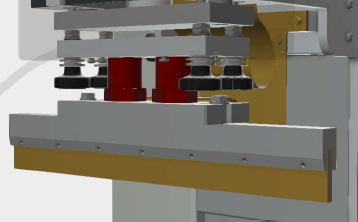
NASTAVENÍ NOŽNÍ PÁKY
Pohyb nožní páky vpřed nebo vzad lze nastavit pomocí matic, z nichž jedna je na obr. 32 označena písmenem A. Druhá matice je na opačné straně. Na obou stranách nožní páky jsou také vyvrtány otvory, kterými lze v případě potřeby nožní páku spustit.

6.7 Postup zkoušení a nastavování
POZOR! Testovací postup lze provést, pokud byl stroj řádně spuštěn - viz kapitola 6.5.9..Postup testování a nastavení by měl být zaveden do praxe, když:
- stroj byl poprvé zapnut,
- je nutná výměna nástrojů (v případě potřeby),
- postup údržby je dokončen,
- obsluha musí být seznámena s funkcemi stroje.
Pro provedení uvedeného postupu by měl provozovatel:
1. Zkontrolujte, zda je přepínač Ua SETTING, který se nachází na boku stroje, nastaven do polohy 0 - OFF.2. Rozložte svařovaný materiál na pracovní stůl.
 POZOR! Dávejte pozor, abyste na spoje vlnovodů nenanesli materiál.
POZOR! Dávejte pozor, abyste na spoje vlnovodů nenanesli materiál.3. Stiskněte nožní páku a svorku s elektrodou na materiálu.
 Nejvhodnější nastavení omezovače výšky by mělo zabránit "vytlačení" materiálu zpod elektrody.
Nejvhodnější nastavení omezovače výšky by mělo zabránit "vytlačení" materiálu zpod elektrody. 7. Několikrát zvedněte a spusťte svorku s elektrodou, abyste se ujistili, že se pohybuje plynule, a abyste se ujistili, že je elektroda rovnoběžná se stolem.
 Parametry zadávané na panelu HMI a nastavované pomocí knoflíku POWER SETTING by měly vycházet z praktických zkušeností. Zpočátku byste měli začít s nejméně významnými hodnotami nastavených parametrů a poté můžete postupně zvyšovat jejich hodnoty až do okamžiku, kdy dosáhnete nejuspokojivější kvality svaru.
Parametry zadávané na panelu HMI a nastavované pomocí knoflíku POWER SETTING by měly vycházet z praktických zkušeností. Zpočátku byste měli začít s nejméně významnými hodnotami nastavených parametrů a poté můžete postupně zvyšovat jejich hodnoty až do okamžiku, kdy dosáhnete nejuspokojivější kvality svaru.  a
a  klíče se ujistěte, že postup změny polohy kondenzátoru probíhá plynule v rozsahu od 0 do 100 %. Po dokončení postupu kontroly přepněte režim nastavení kondenzátoru na AUTO.
klíče se ujistěte, že postup změny polohy kondenzátoru probíhá plynule v rozsahu od 0 do 100 %. Po dokončení postupu kontroly přepněte režim nastavení kondenzátoru na AUTO.  Přípustný rozsah nastavení kondenzátoru je 3 - 97 %.
Přípustný rozsah nastavení kondenzátoru je 3 - 97 %. nebo zadejte parametry svařovacího cyklu v hlavním okně:
nebo zadejte parametry svařovacího cyklu v hlavním okně:- INITIČNÍ SÍLA
- PROVOZNÍ VÝKON
- ČAS ZPOŽDĚNÍ
- ČAS SVAŘOVÁNÍ
- ČAS CHLAZENÍ.
 Při zkouškách nového typu materiálu se důrazně doporučuje zadat do systému parametry svařovacích cyklů s nízkými hodnotami a poté jejich hodnoty postupně zvyšovat, dokud není dosaženo nejžádanějšího efektu svařování.
Při zkouškách nového typu materiálu se důrazně doporučuje zadat do systému parametry svařovacích cyklů s nízkými hodnotami a poté jejich hodnoty postupně zvyšovat, dokud není dosaženo nejžádanějšího efektu svařování.
14. Pomocí ručního redukčního ventilu nastavte úroveň tlaku elektrody, která se používá pro svařování (obr. 8- číslice 7).
15. Stiskněte tlačítko na panelu HMI: HMI → Hlavní obrazovka → Aktuální režim → 0 nebo 1
16. Stiskněte tlačítko na panelu HMI: HMI → Hlavní obrazovka → Regulace kondenzátoru →
![]() Proudový režim 0/1 a kondenzátorová regulace 0/1 jsou podrobně popsány v kapitole 6.5.4.
Proudový režim 0/1 a kondenzátorová regulace 0/1 jsou podrobně popsány v kapitole 6.5.4.
17. Nastavte hodnotu korekce výkonu, pokud je potřeba. Tento parametr je popsán v kapitole 6.5.4.
18. Ujistěte se, že izolační podložka na pracovním stole nebo na příčce z hliníkového plechu je čistá - nesmí být špinavá ani mechanicky poškozená v místě, kde je elektroda přitlačována ke svařovanému materiálu.
POZOR! Izolační podložka musí být umístěna přímo pod svařovaným materiálem, protože má chránit obsluhu před elektrickým obloukem vytvořeným mezi svařovací elektrodou a pracovním stolem.
 POZOR! Pokud byla příčka pokryta izolační podložkou, měla by pevně přilnout ke stolu - tak, aby mezi příčkou a pracovním stolem nebyly žádné nečistoty.
POZOR! Pokud byla příčka pokryta izolační podložkou, měla by pevně přilnout ke stolu - tak, aby mezi příčkou a pracovním stolem nebyly žádné nečistoty.
 Pozor! Pod zemnicí elektrodu nic neumisťujte. Pokud je během svařování nutné umístit svařovaný materiál pod zemnicí elektrodu, měla by být vrstva pod zemnicí elektrodou co nejtenčí.
Pozor! Pod zemnicí elektrodu nic neumisťujte. Pokud je během svařování nutné umístit svařovaný materiál pod zemnicí elektrodu, měla by být vrstva pod zemnicí elektrodou co nejtenčí.
19. Pomocí nožní páky spusťte svorku s elektrodou dolů. Sledujte, zda je zpráva  v hlavním okně panelu HMI se zobrazí informace, že elektroda dosáhla spodní polohy.
v hlavním okně panelu HMI se zobrazí informace, že elektroda dosáhla spodní polohy.
20. Po přiložení elektrody k materiálu stiskněte současně obě tlačítka START. Tlačítka START držte stisknutá, dokud se neodpočítají parametry svařování nastavené v receptuře. Uvolněním tlačítek v průběhu cyklu cyklus zastavte.
 POZOR: Pro zapnutí vysokofrekvenčního sváru je třeba stisknout obě tlačítka START na ovládacích stanicích současně. K provedení této operace použijte obě ruce. V ručním režimu musíte tlačítka stisknout a nesmíte je po celou dobu svařování pustit. Jakékoli jiné činnosti prováděné s vynecháním stisknutí tlačítek oběma rukama jsou přísně zakázány.
POZOR: Pro zapnutí vysokofrekvenčního sváru je třeba stisknout obě tlačítka START na ovládacích stanicích současně. K provedení této operace použijte obě ruce. V ručním režimu musíte tlačítka stisknout a nesmíte je po celou dobu svařování pustit. Jakékoli jiné činnosti prováděné s vynecháním stisknutí tlačítek oběma rukama jsou přísně zakázány.
 POZOR: proces svařování ve stroji je indikován na signalizačním sloupci (oranžové světlo).
POZOR: proces svařování ve stroji je indikován na signalizačním sloupci (oranžové světlo).
 POZOR: Během svařování je přísně zakázáno přibližovat se ke svorkám, elektrodám nebo vlnovodu, natož se jich dotýkat částmi těla nebo kovovými předměty, protože hrozí nebezpečí popálení elektrickým proudem, zánětu elektrickým obloukem nebo znečištění nářadí.
POZOR: Během svařování je přísně zakázáno přibližovat se ke svorkám, elektrodám nebo vlnovodu, natož se jich dotýkat částmi těla nebo kovovými předměty, protože hrozí nebezpečí popálení elektrickým proudem, zánětu elektrickým obloukem nebo znečištění nářadí.
 POZOR: tlačítko EMERGENCY STOP je určeno ke stisknutí kdykoli, zejména v případě, kdy je nutné okamžité nouzové vypnutí.
POZOR: tlačítko EMERGENCY STOP je určeno ke stisknutí kdykoli, zejména v případě, kdy je nutné okamžité nouzové vypnutí.
21. Sledujte údaje zobrazené na ampérmetru. ANODOVÝ PROUD - proud desky by měl stoupat v rozsahu zelené plochy uvedené na tabulce ampérmetru.

22. Pomocí nožní páky vytáhněte elektrodu a zkontrolujte kvalitu svaru.
23. Zkontrolujte hladkost svaru.
24. V závislosti na výsledku prvního svaru (svařený, nesvařený, přehřátý) adekvátně upravte parametry svařování:
- INITIČNÍ SÍLA
- PROVOZNÍ VÝKON
- ČAS ZPOŽDĚNÍ
- ČAS SVAŘOVÁNÍ
- ČAS CHLAZENÍ
- Tlak (nastavte ručně)
- Úroveň výkonu (nastavte ručně)
- BĚŽNÝ REŽIM
- REGULACE KONDENZÁTORŮ
- KOREKCE VÝKONU.
25. Stroj by měl projít mnoha hodinami testů. Měl by být testován, když je výrobek opakovatelný. Rozhodně se doporučuje zkontrolovat pracovní cyklus stroje, jeho funkčnost a ergonomii ve výrobní lince.
26. Po obdržení uspokojivého výsledku svařování z hlediska pevnosti a vizuální estetiky zapište parametry svařování jako předpis: Uložit recepturu: HMI → Hlavní obrazovka → tlačítko Uložit recepturu  → okno databáze receptů → zadejte nový název receptu do sloupce NÁZEV→ tlačítko vybrat
→ okno databáze receptů → zadejte nový název receptu do sloupce NÁZEV→ tlačítko vybrat  . Nový recept se zobrazí v seznamu receptů.
. Nový recept se zobrazí v seznamu receptů.
6.9 Pracovní cyklus a povinnosti obsluhy
1. Spusťte počítač podle postupu uvedeného v kapitole 6.7.
POZOR! Jakmile úspěšně proběhne zaváděcí procedura, která byla uvedena v kapitole 6.7, začne svářečka vykonávat své rutinní povinnosti.POZOR! Dávejte pozor, abyste na spoje vlnovodů nenanesli materiál. nebo zadejte parametry svařovacího cyklu v hlavním okně:
nebo zadejte parametry svařovacího cyklu v hlavním okně:
- Počáteční výkon;
- Provozní výkon;
- Doba zpoždění;
- Doba svařování;
- Doba chlazení
- Úroveň výkonu
 Proudový režim 0/1 a kondenzátorová regulace 0/1 jsou podrobně popsány v kapitole 6.5.4.
Proudový režim 0/1 a kondenzátorová regulace 0/1 jsou podrobně popsány v kapitole 6.5.4.  Parametr korekce proudu se používá u svařovacích procesů, kde je v počáteční fázi provozní proud nízký a poté dochází k velmi dynamickému nárůstu proudu. Superpozice samovolného nárůstu Provozního proudu a regulace kondenzátoru způsobující jeho nárůst vede k dosažení Provozního proudu nepřijatelně vysoké hodnoty. Pokud se regulace výstupního kondenzátoru vypne před dosažením nastavené hodnoty Pracovního proudu, může proud samovolně dosáhnout požadované hodnoty.
Parametr korekce proudu se používá u svařovacích procesů, kde je v počáteční fázi provozní proud nízký a poté dochází k velmi dynamickému nárůstu proudu. Superpozice samovolného nárůstu Provozního proudu a regulace kondenzátoru způsobující jeho nárůst vede k dosažení Provozního proudu nepřijatelně vysoké hodnoty. Pokud se regulace výstupního kondenzátoru vypne před dosažením nastavené hodnoty Pracovního proudu, může proud samovolně dosáhnout požadované hodnoty.  Většina svařovacích procesů nevyžaduje použití korekce proudu, parametr by pak měl být nastaven na 0.
Většina svařovacích procesů nevyžaduje použití korekce proudu, parametr by pak měl být nastaven na 0.  v hlavním okně panelu HMI se zobrazí informace, že elektroda dosáhla spodní polohy.
v hlavním okně panelu HMI se zobrazí informace, že elektroda dosáhla spodní polohy.  POZOR: , Proces HF je možné kdykoli zastavit pomocí tlačítka STOP na řídicí stanici.
POZOR: , Proces HF je možné kdykoli zastavit pomocí tlačítka STOP na řídicí stanici.
 UPOZORNĚNÍ: Pro zapnutí vysokofrekvenčního svařování je třeba stisknout obě tlačítka START na ovládacích stanicích současně. K provedení této operace použijte obě ruce. V automatickém režimu není nutné držet tlačítka stisknutá po celou dobu trvání cyklu. V automatickém cyklu se tlačítka používají pouze ke spuštění svařovacího procesu. Jakékoli jiné činnosti prováděné s vynecháním stisknutí tlačítek oběma rukama jsou přísně zakázány.
UPOZORNĚNÍ: Pro zapnutí vysokofrekvenčního svařování je třeba stisknout obě tlačítka START na ovládacích stanicích současně. K provedení této operace použijte obě ruce. V automatickém režimu není nutné držet tlačítka stisknutá po celou dobu trvání cyklu. V automatickém cyklu se tlačítka používají pouze ke spuštění svařovacího procesu. Jakékoli jiné činnosti prováděné s vynecháním stisknutí tlačítek oběma rukama jsou přísně zakázány.
 POZOR: proces svařování ve stroji je indikován na signalizačním sloupci (oranžové světlo).
POZOR: proces svařování ve stroji je indikován na signalizačním sloupci (oranžové světlo).
 UPOZORNĚNÍ: Během svařování je přísně zakázáno dotýkat se svorkou, elektrodou, vlnovodem částí těla nebo kovovými předměty z důvodu nebezpečí popálení elektrickým proudem, zánětu elektrickým obloukem nebo zničení nářadí.
UPOZORNĚNÍ: Během svařování je přísně zakázáno dotýkat se svorkou, elektrodou, vlnovodem částí těla nebo kovovými předměty z důvodu nebezpečí popálení elektrickým proudem, zánětu elektrickým obloukem nebo zničení nářadí.
 POZOR: tlačítko EMERGENCY STOP je určeno ke stisknutí kdykoli, zejména v případě, kdy je nutné okamžité nouzové vypnutí.
POZOR: tlačítko EMERGENCY STOP je určeno ke stisknutí kdykoli, zejména v případě, kdy je nutné okamžité nouzové vypnutí. Kromě výstupního výkonu, přítlačné síly a paralelní polohy elektrod je pro proces svařování důležitý také typ základního materiálu naneseného na podkladový válec pod fólií. Vyvarujte se svařování bez vrstvy podkladového materiálu - použití podkladového materiálu snižuje riziko úrazu elektrickým proudem. Základní materiál by měl mít nízký dielektrický ztrátový poměr. Mohou to být například epoxidové skleněné desky, polytetrafluoretylen (teflon), polyester (MYLAR), desky Presspan, Resotex, bakelit atd. Tloušťka a tvrdost základního materiálu závisí na tloušťce svařované fólie. Obvykle se pro silnější fólie používá tenčí základní materiál a pro tenčí fólie silnější základní materiál. Tloušťka základního materiálu se může pohybovat od 0,1 do 1,5 [mm] a měla by být zvolena pro daný typ fólie a podmínky svařování v průběhu několika pokusů.
POZOR: Je třeba se vyvarovat svařování bez základního nátěru. Použití vhodného podkladu snižuje počet přepětí na elektrodě.
7.2. VOLBA POČÁTEČNÍHO VÝKONU
Chcete-li dosáhnout co nejvyššího výkonu a malého počtu vyřazených elektrod, nastavte výkon pro každou elektrodu pomocí přepínače POWER LEVEL. První prvek umožňuje nastavení napájení generátoru, zatímco druhý - nastavení výkonu dodávaného elektrodě a vyzařovaného do svařovaného materiálu. Nastavení výkonu by mělo být provedeno v průběhu několika pokusů (podle pokynů výrobce).
Při zvyšování výstupního výkonu sledujte ampérmetr měřící anodový proud. Pokud se zvýší, znamená to, že se spustil svařovací proces.
Doba svařování by měla být nastavena na takovou hodnotu, aby se vysoká frekvence vypnula, když se ručička ampérmetru zastaví. Zkontrolujte kvalitu svařování. Pokud je kvalita nedostatečná, zvyšte výstupní výkon, a pokud to nepomůže, zvyšte dobu svařování. Nenastavujte příliš vysoký výstupní výkon - může to vést k poškození výrobků nebo dokonce základního materiálu a elektrod.
Je třeba vycházet ze zásady, že v případě svařování tvrdého PVC by doba svařování neměla překročit 4 až 5 sekund. Experimenty ukázaly, že delší doba svařování, přesahující výše uvedený rozsah, nemá prakticky žádný vliv na kvalitu svařování, ale výrazně snižuje účinnost procesu. Pokud provedené experimenty ukazují, že svařovací operace trvá déle než osm sekund, svědčí to pouze o nevhodném výběru generátoru k zátěži nebo o instalaci elektrody s příliš velkou plochou. Po odpojení napětí od elektrod by měly svařované materiály vychladnout pod lisovacím zařízením. Pokud je elektroda zvednuta příliš brzy, kdy je materiál ještě tvarovatelný, dochází k nevhodnému ochlazení svařovaného materiálu a jeho deformaci. Pozitivní vliv elektrody na proces ochlazování snadno pochopíte, pokud si uvědomíte, že ačkoli se elektroda zdá být velmi teplá, její teplota je stále mnohem nižší než teplota svařované fólie. Díky tomu může elektroda absorbovat teplo ze svařované fólie a rychle ji ochladit.
Proto je nutné nechat svařovaný materiál pod lisovací jednotkou vychladnout po dobu 0,52 sekundy. Doba chlazení by měla být zvolena v průběhu několika pokusů, přičemž je třeba mít na paměti, že příliš dlouhá doba chlazení znamená zbytečné ztráty výrobního času.
Svařování fólie z měkčeného PVC vyžaduje tlak elektrod na svařovaný materiál. Měření optimálního přítlaku elektrod by mohlo být obtížné a takové měření není v praxi nutné. Pro nastavení vhodného tlaku obvykle stačí rozeznat případy nesprávného svařování a vzhled nesprávného svařování, které by mohly indikovat nevhodné nastavení tlaku. Příliš nízký tlak mohou indikovat následující příznaky:
- náchylnost k jiskrovým výbojům mezi dvěma elektrodami, protože vzduch, který by měl být vytlačen, se vyskytuje mezi dvěma vrstvami fólie a v důsledku toho vzniká nepravidelná intenzita proudu;
- výskyt vzduchových bublin ve švu;
- vzhled pevnosti švu, který je malý
Pokud je tlak obzvláště nízký, může dojít k něčemu, co se obvykle nazývá "vaření filmu". Když se film svařuje pod velmi nízkým tlakem, může se deformovat do pěnového produktu s velmi nízkým odporem. Nevhodné je také použití nadměrného tlaku, protože může způsobit, že film bude podél místa svařování velmi tenký, a tím také nižší odolnost svařovaného materiálu. Proto se doporučuje dodržovat zásadu, která říká, že tloušťka fólie po svařování by měla být rovna alespoň polovině původní tloušťky obou vrstev fólie. Významný vliv na odporové vlastnosti svařovaného materiálu má také vzhled a správný tvar charakteristické netěsnosti, která se obvykle vytváří podél obou okrajů svařovaného místa. Pokud se taková netěsnost neobjeví, svědčí to obvykle o nedostatečné odolnosti svarového místa, kterou lze velmi snadno testovat. Nedostatek netěsnosti po svařování může být způsoben použitím příliš nízkého výstupního výkonu nebo nedostatečného tlaku. Pokud používáte elektrody s břity, je velmi důležité správně umístit břit. Obvykle se předpokládá, že řezná hrana elektrody by měla vyčnívat z roviny svařování přibližně o polovinu tloušťky svařované fólie. Pro kontrolu činnosti břitu je nutné provést několik zkušebních svařovacích cyklů a odstranit zbytky fólie. Výsledek zkoušek lze považovat za uspokojivý, pokud odstranění zbytků fólie podél linie svařování nezabere více než jeden střih nůžkami.
8.0 Údržba
Díky použitým konstrukčním řešením a nekomplikované konstrukci stroje jsou preventivní i havarijní údržba a kontrolní činnosti poměrně jednoduché a nevyžadují dlouhé přestávky v provozu stroje.
Svářečka vyžaduje malé množství práce spojené s obsluhou a údržbou stroje, pokud jsou dodrženy vhodné podmínky používání. Je nutné pravidelně kontrolovat technický stav připojení stroje k elektrické síti, zejména stav systému ochrany proti úrazu elektrickým proudem.
Všechny součásti vysokofrekvenčního generátoru, zejména všechny izolační prvky, musí být udržovány v čistotě. Vnitřek výstupního systému generátoru byste měli důkladně vyčistit alespoň jednou za tři měsíce. Při takovém čištění je třeba zkontrolovat stav součástí generátoru a jednotek, které s generátorem přímo spolupracují, a dotáhnout všechny spoje.
Vzhledem ke specifickým vlastnostem stroje se doporučuje, aby některé z výše uvedených úkonů prováděl autorizovaný a řádně kvalifikovaný technický servisní personál výrobce (platí zejména pro havarijní situace). Výše uvedené úkony vyžadují zvláštní péči a pozornost.
 POZOR: Během provozu generátoru mají jeho součásti, stejně jako součásti výstupního obvodu, napětí až 8 kV DC a vysokofrekvenční napětí až 220 V (27,12 MHz).
POZOR: Během provozu generátoru mají jeho součásti, stejně jako součásti výstupního obvodu, napětí až 8 kV DC a vysokofrekvenční napětí až 220 V (27,12 MHz).
 POZOR: Kondenzátory anodového generátoru mohou udržet elektrický náboj o napětí až 8000 VDC i po odpojení svářečky od napájení. Před dotykem s součástmi vysokofrekvenčního generátoru musí být tyto kondenzátory vždy vybité.
POZOR: Kondenzátory anodového generátoru mohou udržet elektrický náboj o napětí až 8000 VDC i po odpojení svářečky od napájení. Před dotykem s součástmi vysokofrekvenčního generátoru musí být tyto kondenzátory vždy vybité.
Uzemnění konstrukce stroje musí být provedeno se zvláštní opatrností. Nezapomeňte, že generátor nesmí nikdy pracovat, pokud jsou odstraněny ochranné kryty, a to ani při provádění technického servisu a údržby, kdy může být úroveň bezpečnosti stroje snížena v důsledku prováděné opravy.
Veškeré úkony údržby a opravy vyžadují povolení oprávněných osob.
Měli byste mít ZÁZNAM O STROJI, včetně dat a typů provedených preventivních činností nebo oprav.
Při údržbě nebo jiných požadovaných manuálních činnostech nikdy nevstupujte do oblasti vystavené potenciálním a předvídatelným nebezpečím ani do ní nevkládejte žádné části těla, abyste vyloučili riziko potenciálních a předvídatelných nebezpečných situací.
UPOZORNĚNÍ: Veškeré práce v zóně aktivní lisovací jednotky stroje, tj. výměnu zařízení, může provádět pouze vyškolený servisní tým, a to se zvláštními bezpečnostními opatřeními.Vždy noste ochranný oděv a protiskluzovou obuv, což snižuje riziko pádu. Vždy se ujistěte, že máte rukávy dobře stažené kolem zápěstí nebo řádně vyhrnuté.
Při práci s komponenty s ostrými hranami vždy používejte pracovní rukavice.
Veškerý personál odpovědný za obsluhu a údržbu stroje by měl být řádně vyškolen a poučen.
Každou údržbu nebo opravu může provádět výhradně autorizovaný a kvalifikovaný personál, který je schopen správně interpretovat závady a poruchy, číst instalační schémata a technické výkresy, aby bylo zajištěno, že všechny demontážní a montážní operace spojené se standardními postupy údržby budou provedeny odborně a - což je nejdůležitější - bezpečně.
Veškeré úkony prováděné v oblasti provozu lisovací jednotky, tj. montáž a demontáž elektrody, prováděné při zapnutém napájení stroje, mohou provádět výhradně pracovníci řádně proškolení v oblasti bezpečnosti a ochrany zdraví při práci, zejména s ohledem na rizika spojená s provozem lisovací jednotky.
Měli byste také předvídat možné nestandardní chování stroje, pokud je pneumatický systém svářečky nebo potrubí pro přívod stlačeného vzduchu neutěsněné. To bude mít za následek pomalé automatické spouštění přítlačné jednotky svářečky.
Zaměstnanci by měli být o tomto riziku informováni během školení o bezpečnosti a ochraně zdraví při práci.
POZOR: Během každé z výše uvedených operací musí být provoz stroje zastaven.
8.2 Preventivní program - pravidelné kontroly
NA ZAČÁTKU KAŽDÉ SMĚNY
- Zkontrolujte, zda je pracovní prostor stroje čistý a uklizený;
- Vizuálně zkontrolujte, zda jsou uzamčeny ochranné obrazovky;
- Zkontrolujte osvětlení pracovního prostoru;
- Zkontrolujte, zda tlačítko EMERGENCY STOP funguje správně;
- Zkontrolujte hlavní ochranu v elektrické instalaci;
- Zkontrolujte stav měděných a mosazných vodivých prvků v oblasti držáku elektrod a uzemňovacích prvků bočních ochranných stěn.
KAŽDÝCH 100 HODIN PROVOZU STROJE (NEJMÉNĚ JEDNOU TÝDNĚ):
- Zkontrolujte, zda jsou nosné šrouby (zejména šrouby upevňující nářadí) řádně upevněny a dotaženy;
- Zkontrolujte hladinu kondenzační vody v nádobě filtru stlačeného vzduchu; je-li v ní voda, nádobu vyprázdněte; je-li v ní velké množství pevných nečistot, nádobu demontujte a vymyjte;
KAŽDÝCH 500 HODIN PROVOZU STROJE (NEJMÉNĚ VŠAK JEDNOU ZA DVA TÝDNY).
- Zkontrolujte, zda je chladič anodové lampy čistý;
- Zkontrolujte množství pevných nečistot a prachu v komoře generátoru; je-li to nutné, vyčistěte komoru pomocí vysavače nebo pistole na stlačený vzduch;
- Zkontrolujte, zda jsou pohyblivé prvky (zejména nástroje a vodítka) čisté;
- Promažte pohyblivé prvky - zejména vodítka; pokud je to nutné, použijte tuhé mazivo na bázi lithia a tuk;
- Zkontrolujte a otestujte poplašnou jednotku.
KAŽDÝCH 1000 HODIN PROVOZU STROJE (NEJMÉNĚ VŠAK KAŽDÝCH ŠEST MĚSÍCŮ).
- Vizuálně zkontrolujte stav mechanických prvků;
- Utáhněte všechny šrouby;
- Zkontrolujte, zda opatření na ochranu před úrazem elektrickým proudem fungují správně;
- Zkontrolujte účinnost mazání vodítek;
- Zkontrolujte stav hlavních kontaktních prvků - hlavní stykače nebo jiné kontaktní prvky systému, jako jsou stykače nebo relé s nadměrně opotřebeným povrchem, musí být vyměněny.
UPOZORNĚNÍ: Před každou údržbou vypněte stroj pomocí hlavního vypínače a odpojte jej od elektrické sítě.
 UPOZORNĚNÍ: Před každou údržbou vypněte stroj pomocí hlavního vypínače a odpojte jej od elektrické sítě.
UPOZORNĚNÍ: Před každou údržbou vypněte stroj pomocí hlavního vypínače a odpojte jej od elektrické sítě.
Nejdůležitějšími prvky použitými ve stroji, které slouží ke zvýšení a zajištění bezpečnosti jeho provozu, jsou:
- detektory s otevřeným krytem
- snadno přístupný nouzový vypínač umístěný na ovládacím panelu, který stroj kdykoli vypne.
- soubor snímačů a detektorů kontrolujících správnou funkci stroje a jeho jednotlivých systémů, propojený se signalizací na panelu obsluhy.
- dodatečná ochranná opatření v řídicím algoritmu stroje, která zabraňují spuštění stroje v potenciálně nebezpečných situacích.
- samotná konstrukce stroje zajišťuje maximální bezpečnost jeho provozu.
9.1 Základní požadavky
Otázky spojené s bezpečností a ochranou zdraví při práci a posouzením rizika při kontaktu osoby se strojem byly podrobně popsány v předchozích kapitolách této příručky. Protože je tato problematika mimořádně důležitá, jsou některé pokyny v této části zopakovány.- Stroj smí být používán výhradně způsobem odpovídajícím jeho účelu výslovně popsanému v bodě 1.
- Použitá konstrukční řešení týkající se bezpečnosti snižují na minimum jak nestandardní chování stroje, tak nebezpečí pro obsluhu a další osoby, které přicházejí do styku se strojem, za předpokladu, že jsou dodržovány zásady bezpečné práce. Stroj je vybaven klíčovými spínači na ochranných obrazovkách a tlačítkem EMERGENCY STOP.
- Každý nový zaměstnanec, který přichází do styku se svařovacím strojem, by měl být proškolen v oblasti základních zásad bezpečnosti a ochrany zdraví při práci a seznámen s druhy nebezpečí, která jsou spojena s provozem svařovacího stroje, pokud obsluha nedodržuje závazné předpisy a zásady.
- Pracovníci odpovědní za obsluhu svářečky musí mít důkladné znalosti první pomoci v případě úrazu elektrickým proudem a popálenin. U osob pracujících se zařízeními využívajícími elektromagnetické vlny o frekvenci v rozsahu 0,1 - 300 MHz jsou vyžadovány pravidelné lékařské prohlídky.
- Po instalaci svářečky je nutné změřit vyzařování elektromagnetického pole a stanovit hranice nebezpečného prostoru.
- POZOR: lampa obsahuje kovy vzácných zemin a oxidy kovů vzácných zemin, které jsou vysoce toxické. V případě rozbití musí být lampa zlikvidována s maximální opatrností a s pomocí specializovaných služeb.
- Na základě výsledků měření se v souladu s platnými normami stanoví úroveň nebezpečí a doba, po kterou se obsluha může zdržovat v nebezpečném prostoru.
- Do nebezpečné zóny mohou vstupovat pouze pracovníci, kteří mají příslušná oprávnění pro práci v oblasti vystavené elektromagnetickému poli na základě odborných lékařských vyšetření a byli řádně proškoleni v bezpečné obsluze zařízení vyzařujících elektromagnetické pole.
- Výše uvedená měření by měla provádět autorizovaná instituce. Podrobné pokyny týkající se těchto měření jsou stanoveny platnými předpisy v zemi, kde se stroj používá.
- Příjemce zařízení nese plnou právní a finanční odpovědnost za jakékoli události, které vzniknou v důsledku neznalosti této dokumentace nebo nedodržení bezpečnostních pravidel. Přečtení a dodržování jejich označení je ABSOLUTNĚ POVINNÉ.
- Příjemce je povinen na základě informací obsažených v této dokumentaci a znalostí vlastní technologie výrobku vypracovat PRACOVNÍ PŘÍRUČKU pro zaměstnance obsluhující tento stroj.
- Před zahájením jakýchkoli prací na stroji se musí každý provozovatel seznámit s obsahem této dokumentace a nechat si vypracovat STANOVIŠTNÍ PŘÍRUČKU.
- Obsluha stroje by měla vždy nosit standardní pracovní oděv, rukavice, pokrývku hlavy a protiskluzovou obuv.
- Pracovní prostředí stroje, podlaha a ruční držáky a úchyty musí být vždy čisté a zbavené jakéhokoli znečištění, mastnoty nebo bláta, aby se riziko uklouznutí nebo pádu snížilo na nejnižší možnou míru.
- Nikdy nepoužívejte stroj v automatickém provozním režimu bez pevných nebo pohyblivých ochranných prvků. Pravidelně kontrolujte, zda jsou všechny nouzové spínače a všechny ostatní ochranné prvky správně namontovány a zda správně fungují.
- Každá obsluha stroje musí být poučena o funkcích ochranných prvků stroje a jejich správném používání.
- V okolí stroje (asi 1,5 m kolem stroje) nesmí být žádné předměty, které by mohly narušit provoz stroje. Tento prostor musí být udržován v čistotě a musí být řádně osvětlen.
- Nikdy nepoužívejte manipulátory stroje nebo ohebné trubky jako držáky. Nezapomeňte, že jakýkoli náhodný pohyb manipulátoru stroje může způsobit náhodné spuštění stroje.
- O všech případech nesprávné obsluhy stroje vždy informujte vedoucího a/nebo pracovníky provozu.
- Veškeré úkony údržby a opravy vyžadují povolení oprávněných osob.
- Měli byste mít Záznam o stroji, včetně dat a typů provedených preventivních činností nebo oprav.
- Při údržbě nebo jiných požadovaných manuálních činnostech nikdy nevstupujte do oblasti vystavené potenciálním a předvídatelným nebezpečím ani do ní nevkládejte žádné části těla, abyste vyloučili riziko potenciálních a předvídatelných nebezpečných situací.
NIKDY NEPOUŽÍVEJTE SVÁŘEČKU, POKUD JSOU ODSTRANĚNY OCHRANNÉ KRYTY NEBO JSOU ZABLOKOVÁNY KLÍČOVÉ SPÍNAČE. TO PLATÍ ZEJMÉNA PRO OCHRANNÉ CLONY GENERÁTORU. Tyto ochranné clony snižují vyzařování elektromagnetického pole a zabraňují náhodnému dotyku prvků elektrického obvodu s napájecím napětím nebo vysokým napětím až 8000 V.
- Vždy noste ochranný oděv a protiskluzovou obuv, což snižuje riziko pádu. Vždy se ujistěte, že máte rukávy dobře stažené kolem zápěstí nebo řádně vyhrnuté.
- Při práci s horkými součástkami nebo součástkami s ostrými hranami vždy používejte pracovní rukavice.
- Je třeba si také uvědomit, že na součástech, které nejsou z ergonomických důvodů zakryty žádným stíněním, tj. na elektrodě a vodivých součástech držáku elektrody, je vysokofrekvenční napětí. NIKDY SE TĚCHTO SOUČÁSTÍ BĚHEM SVAŘOVÁNÍ NEDOTÝKEJTE.
- Dotyk těchto součástí během svařování vede k popálení pokožky vysokofrekvenčním napětím. Není však životu ani zdraví nebezpečné.
- Přijatý způsob napájení svářečky představuje potenciální riziko stlačení nebo rozdrcení končetin v prostoru mezi stlačením elektrod. Veškeré práce v oblasti provozu lisovací jednotky, tj. montáž a demontáž elektrod nebo rozprostírání a odstraňování materiálu a odpadu, které jsou prováděny při připojení svářečky k napájení, mohou provádět výhradně zaměstnanci proškolení v oblasti bezpečnosti a ochrany zdraví při práci, včetně informací o riziku, které představuje lisovací jednotka.
- Během provozu stroje by se obsluha měla nacházet v níže uvedeném prostoru.
Pracovní oblast ZD-NX-4 (zelená barva)
9.3 Podmínky bezpečnosti práce pracovníků odpovědných za údržbu a opravy svářecího stroje- Veškeré úkony údržby a opravy vyžadují povolení oprávněných osob.
- JE ZAKÁZÁNO provádět jakýkoli servis, údržbu nebo preventivní práce bez odpojení stroje od napájení. Tyto práce vyžadují zvláštní opatrnost. Vždy je třeba mít na paměti, že kondenzátory anodového generátoru mohou udržet elektrický náboj o napětí 5000 V i po odpojení svářečky od napájecí sítě. Před dotykem se součástmi vysokofrekvenčního generátoru musí být tyto kondenzátory vždy vybité.
- Je ZAKÁZÁNO stroj během provozu mazat.
- Veškerý personál odpovědný za obsluhu a údržbu stroje by měl být řádně vyškolen a poučen.
- Během provozu generátoru mají jeho součásti, stejně jako součásti výstupního obvodu, vysokofrekvenční napětí. Uzemnění konstrukce stroje musí být provedeno obzvláště pečlivě. Je třeba mít také na paměti, že doba provozu generátoru s odstraněnými ochrannými štíty musí být zkrácena na minimum.
- Veškeré opravy musí být prováděny v souladu s platnými zásadami oprav a provozu zařízení osobou, která má příslušné osvědčení vydané příslušným svazem elektrikářů (v Polsku: SEP).
- Každou údržbu nebo opravu může provádět výhradně autorizovaný a kvalifikovaný personál, který je schopen správně interpretovat závady a poruchy a číst instalační schémata, aby bylo zajištěno, že všechny demontážní a montážní operace spojené se standardními postupy údržby budou provedeny odborně a - což je nejdůležitější - bezpečně.
- Při údržbě nebo jiných požadovaných manuálních činnostech nikdy nevstupujte do oblasti vystavené potenciálním a předvídatelným nebezpečím ani do ní nevkládejte žádné části těla, abyste vyloučili riziko potenciálních a předvídatelných nebezpečných situací.
- používat stroj jiným způsobem, než je popsáno v tomto návodu k obsluze a údržbě.
- nesprávná instalace, která nebyla provedena v souladu s postupy popsanými v této příručce.
- nevhodná obsluha stroje nebo jeho obsluha pracovníky bez příslušného školení.
- strojní dodávka nevhodných parametrů
- nedostatečná údržba stroje
- neoprávněné změny nebo zásahy osob bez potřebných licencí, povolení nebo školení,
- použití jiných než originálních náhradních dílů
- jakékoli činnosti osob, které nejsou v souladu se zásadami uvedenými v tomto návodu k obsluze a údržbě a s výstražnými informacemi.
10.0 Elektrická dokumentace
10.1 Parametry napájení - technické údaje
|
Napájení |
3 x 220 VAC; 50/60 Hz |
|
Ochrana hlavy |
40 A |
|
Instalovaná kapacita |
6 kVA |
|
VF výkon |
4 kW |
|
Provozní napětí |
24 VDC |
|
Provozní frekvence |
27,12 MHz |
|
Stabilita frekvence |
+/- 0.6 % |
|
Generátorová lampa (kovokeramická trioda) |
7T85RB |
|
Systém obvodů proti vybíjení |
kompletní ANTIFLASH s VF filtrem |
10.2 Seznam elektrických zařízení
Všechny komponenty použité ve stroji jsou typické elektrické komponenty dostupné v každém specializovaném obchodě. Výrobce při výběru těchto prvků v případě jejich výměny ponechává volbu na příjemci za předpokladu, že použité náhrady budou mít stejné technické parametry. Seznam elektrických zařízení obsahuje z kapitoly 13.3. V případě jakýchkoli dotazů se obraťte na výrobce.
10.3 Výkresy koncepce elektrické instalace
POZNÁMKA: Schéma zapojení je uvedeno v příloze této příručky.
Viz dodatek
11.0 Pneumatická dokumentace
11.1 Technické údaje
|
Provozní tlak |
0,4 - 0,8 MPa |
|
Spotřeba stlačeného vzduchu |
Max. 11 nl (standard) na cyklus |
|
Čistota vzduchu |
podle ISO8573-1:4-4-4 |
|
Výkon filtrování |
20 um (ISO8573-1 4-4-4) |
Pneumatický systém svářečky plní svou funkci:
- tisková jednotka
DŮLEŽITÉ: Přítomnost systému úpravy vzduchu instalovaného ve stroji nezbavuje zákazníka povinnosti zajistit čistotu vzduchu odpovídající třídě 4-4-4 podle normy ISO8573-1.VIZ PŘÍLOHY
12.0 Obecné pokyny
12.1 Obecné pokyny
Použitá konstrukční řešení a vysoce kvalitní komponenty umožňují řádný provoz stroje po dobu přibližně 30 let. Může však dojít k určitým změnám v potřebách koncového uživatele nebo ke změnám v principech či normách, které dnes nelze předvídat, což může vyžadovat likvidaci stroje před uplynutím výše uvedené doby. To platí i pro vyměněné nebo opravené díly nebo součásti svářečky.
Konečný uživatel je povinen zajistit, aby likvidace stroje nebo jeho součástí byla provedena v souladu s platnými právními předpisy platnými v daném okamžiku a na daném místě.
Všechny součásti stroje jsou recyklovatelné. Likvidaci nebezpečných odpadů musí vždy provádět specializované firmy.
Druhy odpadů vznikajících během životního cyklu stroje jsou popsány níže v bodě 12.2.
12.2 Odpady
Veškeré odpady, které vznikají při výměně nebo při činnostech technických služeb a jsou znečištěny tukem, nelze likvidovat společně s průmyslovými odpady.- kapalné nebo pevné tukové odpady
- tuk, který zůstal po mazání nebo údržbě stroje.
- kusy látky nebo papíru napuštěné látkami používanými k čištění součástí stroje.
- použité náhradní díly stroje v závislosti na materiálu, ze kterého jsou vyrobeny.
- lampa generátoru!!!
POZOR: lampa obsahuje kovy vzácných zemin a oxidy kovů vzácných zemin, které jsou vysoce toxické. V případě rozbití musí být lampa zlikvidována s maximální opatrností a za pomoci specializovaných služeb.
Veškeré odpady, které vznikají při výměně nebo při činnostech technických služeb a jsou znečištěny tukem, nelze likvidovat společně s průmyslovými odpady. Veškeré odpady vzniklé během výrobního procesu by měly být tříděny a skladovány na určených a označených místech.
JE ZAKÁZÁNO ukládat odpady do popelnic, přímo je likvidovat jiným způsobem nebo je likvidovat prostřednictvím standardních služeb pro svoz odpadu.
12.3 Postup demontáže stroje před likvidací
-
- Umístěte stroj tak, aby stál bez pohybu.
- Odpojte napájení stroje.
- Odpojte přívod stlačeného vzduchu do stroje.
- Odstraňte ohebné plastové nebo gumové potrubí a zajistěte jeho likvidaci specializovanou firmou.
- Odpojte a odstraňte vodiče a elektrická zařízení a zajistěte jejich likvidaci specializovanou firmou.
- Oddělte ocelové součásti a součásti z neželezných kovů a zajistěte jejich likvidaci specializovanou firmou.
13.0 Přílohy
13.1 Štítek s modelem a sériovým číslem
Každý stroj Miller Weldmaster má tuto nálepku umístěnou na zadní straně stroje. Identifikuje model a výrobní číslo každé svářečky.
Uvádí také napětí a hertz potřebný pro provoz.





