Tento návod k obsluze je určen jako vodítko při používání zařízení RFlex Travel Extreme. Abyste zajistili optimální výkon svářečky, dodržujte přesně doporučení a specifikace.
Obsah
- Kapitola 1: Zamýšlené použití
- Kapitola 2: Bezpečnostní značky a piktogramy
- Kapitola 3: Technické údaje
- Kapitola 4: Technický popis
- Kapitola 5: Montáž a instalace
- Kapitola 6: Operace
- Kapitola 7: Výběr parametrů svařování
- Kapitola 8: Údržba
- Kapitola 9:
Bezpečnost a ochrana zdraví při práci
- Kapitola 10: Elektrická dokumentace
- Kapitola 11 : Pneumatická dokumentace
- Kapitola 12: Obecné pokyny
- Kapitola 13: Přílohy
- Kapitola 14: Další dokumenty stroje
Další technické informace o tomto stroji získáte na telefonním čísle 1-855-888-WELD nebo e-mailem. service@weldmaster.com.
1.0 Přehled stroje / zamýšlené použití
Miller Weldmaster je přední společností v oblasti vysokofrekvenčních svařovacích strojů s pohyblivou hlavou. Pohyblivá hlava RFlex je určena speciálně pro výrobu velkoformátových plachet, stanů, stínících systémů, krytů nákladních automobilů, krytů bazénů, leteckých hangárů, billboardů, nápisů, bočních závěsů a mnoha dalších obecných technických spojů tkanin. Stroj lze vybavit speciálními zakřivenými elektrodami pro svařování kulatých okenních profilů z čirého PVC a jakýchkoli jiných tvarů vyžadujících přesné utěsnění.
RFlex Cestovní model je vybaven speciálním vysoce přesným lineárním převodem, řízeným frekvenčním měničem a kluzným zábradlím pro dosažení dokonalého souvislého přímého švu. Pracovní stůl má žlab pro snadnou manipulaci s materiálem. Volitelný vakuový pracovní stůl o délce až 12 metrů a laserové vodítko umožňují manipulaci s velkoformátovými materiály a přesné polohování svaru pro rychlé nastavení výroby.
Pomocí dotykového displeje HMI a programovatelného PLC může obsluha snadno zadávat více receptů svařování/švů. RFlex Cestovní svařovací stroj má RF výstupy pro velké výrobní zatížení a vyztužené těžké tkaniny.
Automatické svařovací cykly, pneumaticky poháněné svařování tyčí, elektronické počítadlo pohybu kontrolující délku , ujeté vzdálenosti a počtu svařovacích cyklů činí z tohoto stroje dokonalý nástroj pro špičkové výrobky , kde je klíčová přesnost, odolnost a pevnost.
RFlex Travel lze snadno modernizovat a přeměnit na stroj pro výrobu Kederu pomocí speciálního nástavce a svařovací elektrody.
NEJDŮLEŽITĚJŠÍ FUNKCE STROJE:
- běžná údržba stroje je velmi jednoduchá;
- lisování lze přesně nastavit;
- výrobce nainstaloval na ovládací panel nouzové tlačítko;
- stroj je vybaven signálním světelným sloupkem, který zvyšuje bezpečnost obsluhy při zapnutém stroji;
- obsluha může programovat a řídit pracovní cyklus stroje díky dotykovému panelu HMI;
- programovací nástroj umožňuje obsluze zadat do systému parametry, jako jsou: doba a výkon svařování a doba chlazení;
- pomocí panelu HMI instalovaného na stroji může obsluha uložit mnoho svařovacích programů pro různé druhy materiálů, nemluvě o programech používaných pro práci s různými typy elektrod;
- pro pohodlí obsluhy je stroj vybaven držákem elektrody speciálně navrženým pro rychlou výměnu svařovací elektrody;
- stroj je vybaven přídavnou uzemňovací elektrodou, která chrání uživatele před zvýšenou úrovní vysokofrekvenčního neionizujícího záření vyzařovaného strojem;
- ZTG RF AutoTuning System™ - stroj je vybaven systémem automatické regulace výstupního výkonu pro zvýšení bezpečnosti obsluhy;
- ZTG SafeDOWN™ - stroj je vybaven systémem, který by měl účinně chránit obsluhu před elektrodou při spouštění;
- ZTG Flash™ - další systém stroje, který má chránit elektrodu a svařovanou surovinu před možným poškozením obloukem;
- Všechny stroje obdržely certifikáty shody CE.
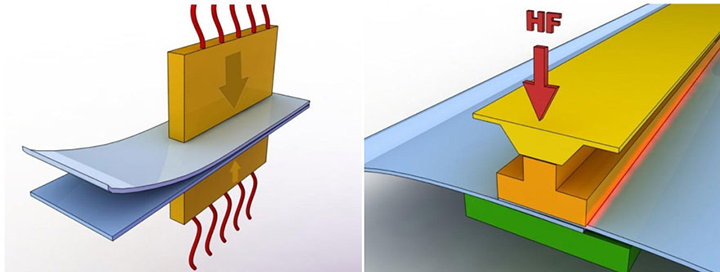
VYSOKOFREKVENČNÍ TECHNOLOGIE:
Vysokofrekvenční svařování, známé jako radiofrekvenční (RF) nebo dielektrické svařování, je proces spojování materiálů působením radiofrekvenční energie na spojovanou oblast. Výsledný svar může být stejně pevný jako původní materiály.
VF svařování je založeno na určitých vlastnostech svařovaného materiálu, které způsobují vznik tepla v rychle se střídajícím elektrickém poli. To znamená, že touto technikou lze svařovat pouze určité materiály. Proces zahrnuje vystavení spojovaných dílů vysokofrekvenčnímu (nejčastěji 27,12MHz) elektromagnetickému poli, které se obvykle aplikuje mezi dvě kovové tyče. Tyto tyče zároveň slouží jako aplikátory tlaku při zahřívání a ochlazování. Dynamické elektrické pole způsobuje kmitání molekul polárních termoplastů. V závislosti na své geometrii a dipólovém momentu mohou tyto molekuly část tohoto kmitavého pohybu převést na tepelnou energii a způsobit ohřev materiálu. Měřítkem této interakce je ztrátový činitel, který je závislý na teplotě a frekvenci.
Polyvinylchlorid (PVC) a polyuretany jsou nejběžnější termoplasty, které se svařují pomocí RF procesu. RF svařování je možné i u dalších polymerů, včetně nylonu, PET, PET-G, A-PET, EVA a některých ABS pryskyřic, ale jsou k tomu nutné speciální podmínky, například nylon a PET je možné svařovat, pokud se kromě RF výkonu použijí i předehřáté svařovací tyče.
HF svařování není obecně vhodné pro PTFE, polykarbonát, polystyren, polyethylen nebo polypropylen. Vzhledem k hrozícím omezením při používání PVC však byla vyvinuta speciální třída polyolefinu, kterou lze svařovat VF svařováním.
Hlavní funkcí vysokofrekvenčního svařování je vytvoření spoje dvou nebo více tlouštěk plechového materiálu. Existuje řada volitelných funkcí. Svařovací nástroj může být gravírován nebo profilován, aby celá svařovaná plocha získala dekorativní vzhled, nebo může obsahovat techniku reliéfní ražby pro umístění nápisů, log nebo dekorativních efektů na svařované prvky. Začleněním řezné hrany přiléhající ke svařovací ploše může proces současně svařovat i řezat materiál. Řezná hrana stlačuje horký plast natolik, že umožňuje odtržení přebytečného zbytkového materiálu, proto se tento proces často označuje jako svařování trháním.
 UPOZORNĚNÍ: Výrobce nenese žádnou odpovědnost za škody nebo zranění způsobené nevhodným používáním tohoto stroje.
UPOZORNĚNÍ: Výrobce nenese žádnou odpovědnost za škody nebo zranění způsobené nevhodným používáním tohoto stroje.
POZOR: Abyste mohli stroj používat optimálním a bezpečným způsobem, pečlivě si přečtěte a dodržujte všechny pokyny uvedené v tomto návodu k obsluze a údržbě.
UPOZORNĚNÍ: Zhotovitel žádá všechny pracovníky proškolené v bezpečnosti práce, pracovních postupech a rizicích svařovacího stroje, jakož i pracovníky s kvalifikací pro obsluhu svařovacího stroje, aby přiložený formulář podepsali čitelným podpisem.
POZOR: Vysokofrekvenční svářečka byla navržena a vyrobena v provedení, které není vhodné pro osoby se zdravotním postižením. Pokud mají stroj obsluhovat osoby se zdravotním postižením, měl by být stroj po konzultaci s výrobcem řádně upraven.
2.0 Bezpečnostní značky a piktogramy
2.1 Obecné informace
Abyste svářečku používali optimálním a bezpečným způsobem, pečlivě si přečtěte a dodržujte všechny pokyny obsažené v tomto návodu k obsluze a údržbě, zejména všechny výstražné, zákazové, omezující a příkazové informace a značky.
Na základě informací obsažených v tomto návodu k obsluze a údržbě musí zadavatel vypracovat návody k obsluze pracovních míst pro zaměstnance.
Objednatel nese plnou, právní a hmotnou odpovědnost za všechny události, které vzniknou v důsledku nedostatečné znalosti tohoto návodu k obsluze a údržbě nebo nedodržení zásad bezpečnosti a ochrany zdraví při práci.
UPOZORNĚNÍ UVEDENÁ NA PŘÍSTROJÍCH A / NEBO POPSANÁ V PODROBNOSTECH PŘÍRUČKY PRO PROVOZ A ÚDRŽBU JE PŘÍSNĚ ZÁVAZNÁ.  UPOZORNĚNÍ: Před zahájením jakékoliv práce osoby obsluhující vysokofrekvenční svářečku je nutné se seznámit s následujícím návodem k obsluze a údržbě.
UPOZORNĚNÍ: Před zahájením jakékoliv práce osoby obsluhující vysokofrekvenční svářečku je nutné se seznámit s následujícím návodem k obsluze a údržbě.
UPOZORNĚNÍ: Každý příjemce nebo jím pověřená osoba na základě tohoto návodu k obsluze a údržbě a správné charakteristiky výrobně-technologického postupu je povinné z důvodu vydat příručku WORKSTAND MANUAL pro obsluhu.
UPOZORNĚNÍ: Vysokofrekvenční svářečku mohou obsluhovat POUZE pracovníci, kteří byli proškoleni v obsluze zařízení a v PRŮMYSLOVÉ BEZPEČNOSTI se zvláštním zřetelem na možné riziko pocházející ze stroje.
UPOZORNĚNÍ: Výrobce zařízení doporučuje kupujícímu, aby po celou dobu životnosti stroje využíval služeb vyškoleného servisního personálu poskytovaného výrobcem nebo jím pověřených servisních týmů.
POZOR: Výrobce důrazně doporučuje instalovat svářečku pouze v průmyslovém prostředí.
POZOR: Stroj musí být řádně vyrovnán a musí mít pevné místo pro provoz.
POZOR: Neopatrné zacházení se strojem během přepravy (stěhování) může vést k vážným zraněním nebo nehodám.
 POZOR: Generátor je napájen životu nebezpečným napětím elektrické sítě 3 x480 VAC; 50 Hz. Zařízení má vysoké napětí až 8000 VDC. Veškeré servisní nebo preventivní činnosti smí provádět pouze vyškolený personál s oprávněním vyžadovaným zákonem.
POZOR: Generátor je napájen životu nebezpečným napětím elektrické sítě 3 x480 VAC; 50 Hz. Zařízení má vysoké napětí až 8000 VDC. Veškeré servisní nebo preventivní činnosti smí provádět pouze vyškolený personál s oprávněním vyžadovaným zákonem.
UPOZORNĚNÍ: Kupující by měl dbát na správné provedení a pravidelnou preventivní kontrolu instalace ochrany proti úrazu elektrickým proudem u každého používaného zařízení. Veškerá odpovědnost v této věci je na straně kupujícího.
UPOZORNĚNÍ: Napětí žárovky musí být stejné, jako je uvedeno v datovém listu výrobku - je možné jej upravit pomocí odboček na primární straně žárovkového transformátoru.
UPOZORNĚNÍ: Po instalaci je třeba lampu asi hodinu předehřívat.
 UPOZORNĚNÍ: Veškeré práce v zóně aktivní lisovací jednotky lisu, tj. výměnu zařízení, může provádět pouze vyškolený servisní tým, a to se zvláštními bezpečnostními opatřeními.
UPOZORNĚNÍ: Veškeré práce v zóně aktivní lisovací jednotky lisu, tj. výměnu zařízení, může provádět pouze vyškolený servisní tým, a to se zvláštními bezpečnostními opatřeními.
 POZOR: Nouzové zastavení stroje je možné kdykoli stisknutím tlačítka EMERGENCY. Tlačítko STOP (červené tlačítko na žlutém pozadí).
POZOR: Nouzové zastavení stroje je možné kdykoli stisknutím tlačítka EMERGENCY. Tlačítko STOP (červené tlačítko na žlutém pozadí).
 POZOR: Pracovní prostředí stroje, podlaha a ruční držáky a úchyty musí být vždy čisté a zbavené jakéhokoli znečištění, mastnoty nebo bláta, aby se riziko uklouznutí nebo pádu snížilo na nejnižší možnou míru.
POZOR: Pracovní prostředí stroje, podlaha a ruční držáky a úchyty musí být vždy čisté a zbavené jakéhokoli znečištění, mastnoty nebo bláta, aby se riziko uklouznutí nebo pádu snížilo na nejnižší možnou míru.
UPOZORNĚNÍ: Před demontáží přístupových panelů nebo otevřením dvířek odpojte stroj ze sítě. Před zahájením provozu tohoto stroje musí být všechny ochranné kryty a přístupové panely na svém místě.
 POZOR: Teplota elektrody je až 100 °C. Proto se při dotyku můžete popálit.
POZOR: Teplota elektrody je až 100 °C. Proto se při dotyku můžete popálit.
 POZOR: Lampa obsahuje kovy vzácných zemin a oxidy kovů vzácných zemin, které jsou vysoce toxické. V případě rozbití musí být lampa zlikvidována s maximální opatrností a s pomocí specializované služby.
POZOR: Lampa obsahuje kovy vzácných zemin a oxidy kovů vzácných zemin, které jsou vysoce toxické. V případě rozbití musí být lampa zlikvidována s maximální opatrností a s pomocí specializované služby.

 POZOR: Vysokofrekvenční svářečka je zdrojem neiontového elektromagnetického záření. Po instalaci stroje u kupujícího musí být provedeno měření neiontového záření. Měření záření by měla provádět autorizovaná společnost.
POZOR: Vysokofrekvenční svářečka je zdrojem neiontového elektromagnetického záření. Po instalaci stroje u kupujícího musí být provedeno měření neiontového záření. Měření záření by měla provádět autorizovaná společnost.
 POZOR: Vysokofrekvenční svářečka musí pracovat na pevném pracovišti, protože transpozice vyžaduje nové měření intenzity neiontového záření..
POZOR: Vysokofrekvenční svářečka musí pracovat na pevném pracovišti, protože transpozice vyžaduje nové měření intenzity neiontového záření..
 UPOZORNĚNÍ: Lidem s implantovaným kardiostimulátorem je zakázáno zdržovat se v zóně aktivního záření..
UPOZORNĚNÍ: Lidem s implantovaným kardiostimulátorem je zakázáno zdržovat se v zóně aktivního záření..
UPOZORNĚNÍ: Výrobce doporučuje, aby se v zóně aktivního neiontového záření nenacházely těhotné nebo kojící ženy..
POZOR: Vzduchový filtr v pneumatické instalaci vyčistěte alespoň jednou za měsíc.
 POZOR..! Tam jsou laser ukazatele na adrese . zařízení. Pod žádným okolnosti by měl . laser paprsek být řízené směrem k oči jako to může příčina dočasné slepota nebo, na adrese extrémní případy, trvalé pohled poškození.
POZOR..! Tam jsou laser ukazatele na adrese . zařízení. Pod žádným okolnosti by měl . laser paprsek být řízené směrem k oči jako to může příčina dočasné slepota nebo, na adrese extrémní případy, trvalé pohled poškození.
 Je ZAKÁZÁNO provádět jakékoliv práce na svářečce osobami, které nebyly předem proškoleny v obsluze vysokofrekvenčních strojů a v předpisech průmyslové bezpečnosti se zvláštním ohledem na možné riziko vycházející ze stroje.
Je ZAKÁZÁNO provádět jakékoliv práce na svářečce osobami, které nebyly předem proškoleny v obsluze vysokofrekvenčních strojů a v předpisech průmyslové bezpečnosti se zvláštním ohledem na možné riziko vycházející ze stroje.  Je ZAKÁZÁNO zapínat stroj pracovníky, kteří nebyli předem proškoleni v oblasti servisu a předpisů průmyslové bezpečnosti.
Je ZAKÁZÁNO zapínat stroj pracovníky, kteří nebyli předem proškoleni v oblasti servisu a předpisů průmyslové bezpečnosti.  Je ZAKÁZÁNO zapínat stroj pracovníky, kteří nebyli předem proškoleni v oblasti servisu a předpisů průmyslové bezpečnosti.
Je ZAKÁZÁNO zapínat stroj pracovníky, kteří nebyli předem proškoleni v oblasti servisu a předpisů průmyslové bezpečnosti.  JE PŘÍSNĚ ZAKÁZÁNO provádět jakékoli servisní nebo preventivní práce bez předchozího odpojení generátoru a stroje od napájení.
JE PŘÍSNĚ ZAKÁZÁNO provádět jakékoli servisní nebo preventivní práce bez předchozího odpojení generátoru a stroje od napájení. JE PŘÍSNĚ ZAKÁZÁNO podnikat jakékoli pokusy o dotýkat se elektrod nebo prvků lisovací jednotky v lisu. Dotýkání se jich při svařování nebo může způsobit popáleniny vysokofrekvenčním proudem nebo vysokou teplotou ~ 100 oC. JE PŘÍSNĚ ZAKÁZÁNO provádět jakékoli činnosti, které mohou snížit bezpečnostní stav stroje, tj. pracovat s otevřeným ochranným krytem, blokovat tlačítka atd.Těhotným a kojícím ženám je ZAKÁZÁNO pobývat v zóně aktivního neiontového záření.
JE PŘÍSNĚ ZAKÁZÁNO podnikat jakékoli pokusy o dotýkat se elektrod nebo prvků lisovací jednotky v lisu. Dotýkání se jich při svařování nebo může způsobit popáleniny vysokofrekvenčním proudem nebo vysokou teplotou ~ 100 oC. JE PŘÍSNĚ ZAKÁZÁNO provádět jakékoli činnosti, které mohou snížit bezpečnostní stav stroje, tj. pracovat s otevřeným ochranným krytem, blokovat tlačítka atd.Těhotným a kojícím ženám je ZAKÁZÁNO pobývat v zóně aktivního neiontového záření. Osobám s implantovaným kardiostimulátorem je přísně ZAKÁZÁNO pobývat v zóně aktivního neiontového záření.
Osobám s implantovaným kardiostimulátorem je přísně ZAKÁZÁNO pobývat v zóně aktivního neiontového záření. JE ZAKÁZÁNO osobám s kovovým ortopedickým implantátem pobývat v zóně aktivního neiontového záření.
JE ZAKÁZÁNO osobám s kovovým ortopedickým implantátem pobývat v zóně aktivního neiontového záření. JE ZAKÁZÁNO vnášet do zóny aktivního neiontového záření kovové nástroje.
JE ZAKÁZÁNO vnášet do zóny aktivního neiontového záření kovové nástroje. JE PŘÍSNĚ ZAKÁZÁNOk hašení požáru u generátoru a stroje pomocí vody nebo jiné kapaliny.
JE PŘÍSNĚ ZAKÁZÁNOk hašení požáru u generátoru a stroje pomocí vody nebo jiné kapaliny. Je PŘÍSNĚ ZAKÁZÁNO odstraňovat ochranné kryty, pokud je stroj v provozu.
Je PŘÍSNĚ ZAKÁZÁNO odstraňovat ochranné kryty, pokud je stroj v provozu. JE PŘÍSNĚ ZAKÁZÁNO stroj během provozu vypouštět hadicí nebo sestupovat ze systému.
JE PŘÍSNĚ ZAKÁZÁNO stroj během provozu vypouštět hadicí nebo sestupovat ze systému. Je ZAKÁZÁNO vylévat oleje, rozpouštědla nebo jiné toxické kapalné odpady do okolí stroje.
Je ZAKÁZÁNO vylévat oleje, rozpouštědla nebo jiné toxické kapalné odpady do okolí stroje. JE ZAKÁZÁNO používat mobilní telefon v okolí stroje..
JE ZAKÁZÁNO používat mobilní telefon v okolí stroje.. Je ZAKÁZÁNO používat oheň v okolí provozního stroje.
Je ZAKÁZÁNO používat oheň v okolí provozního stroje. V okolí stroje je ZAKÁZÁNO kouřit.
V okolí stroje je ZAKÁZÁNO kouřit. Je ZAKÁZÁNO pít alkohol v okolí obsluhy stroje a obsluhovat všechna zařízení opilými pracovníky.
Je ZAKÁZÁNO pít alkohol v okolí obsluhy stroje a obsluhovat všechna zařízení opilými pracovníky. Je ZAKÁZÁNO konzumovat v okolí provozního stroje.
Je ZAKÁZÁNO konzumovat v okolí provozního stroje. JE POVINNA proškolit každou osobu, která bude vykonávat jakoukoli práci u generátoru a lisu, o obsluze stroje a předpisech průmyslové bezpečnosti se zvláštním zřetelem na možné riziko pocházející od stroje..
JE POVINNA proškolit každou osobu, která bude vykonávat jakoukoli práci u generátoru a lisu, o obsluze stroje a předpisech průmyslové bezpečnosti se zvláštním zřetelem na možné riziko pocházející od stroje.. JE PŘÍSNĚ POVINNÉ používat VŠECHNY navržené ochranné kryty a blokovací tlačítka.
JE PŘÍSNĚ POVINNÉ používat VŠECHNY navržené ochranné kryty a blokovací tlačítka. JE POVINEN informovat vedoucího a/nebo pracovníky provozu o všech případech nesprávné obsluhy stroje.
JE POVINEN informovat vedoucího a/nebo pracovníky provozu o všech případech nesprávné obsluhy stroje. JE POVINNÉ používat pracovní oděv s minimem částí, které by mohly být zachyceny nebo taženy lisem z vysokofrekvenčního stroje.
JE POVINNÉ používat pracovní oděv s minimem částí, které by mohly být zachyceny nebo taženy lisem z vysokofrekvenčního stroje. JE POVINNÉ provádět veškeré práce na svařovacích prvcích (elektroda, přítlačná jednotka) v ochranných rukavicích.
JE POVINNÉ provádět veškeré práce na svařovacích prvcích (elektroda, přítlačná jednotka) v ochranných rukavicích. Pracovníci jsou povinni používat pracovní obuv s protiskluzovou úpravou.
Pracovníci jsou povinni používat pracovní obuv s protiskluzovou úpravou. Je povinen používání pokrývek hlavy pracovníky.
Je povinen používání pokrývek hlavy pracovníky. JE POVINNO udržovat podlahu v okolí provozovaného stroje v čistotě.
JE POVINNO udržovat podlahu v okolí provozovaného stroje v čistotě. JE PŘÍSNĚ POVINNÉ, aby svářečku obsluhovali pracovníci vyškolení v obsluze vysokofrekvenčních strojů a v předpisech průmyslové bezpečnosti.V případě nesprávné činnosti je nutné stroj okamžitě vypnout pomocí tlačítka EMERGENCY STOP..JE PŘÍSNĚ POVINEN před zahájením jakýchkoli servisních nebo preventivních prací odpojit generátor a stroj od všech napájecích médií.JE PŘÍSNĚ POVINEN k vybíjení keramických kondenzátorů ve vysokofrekvenčním generátoru. I po odpojení mohou udržovat náboj o napětí několika tisíc voltů, což může způsobit ohrožení života.
JE PŘÍSNĚ POVINNÉ, aby svářečku obsluhovali pracovníci vyškolení v obsluze vysokofrekvenčních strojů a v předpisech průmyslové bezpečnosti.V případě nesprávné činnosti je nutné stroj okamžitě vypnout pomocí tlačítka EMERGENCY STOP..JE PŘÍSNĚ POVINEN před zahájením jakýchkoli servisních nebo preventivních prací odpojit generátor a stroj od všech napájecích médií.JE PŘÍSNĚ POVINEN k vybíjení keramických kondenzátorů ve vysokofrekvenčním generátoru. I po odpojení mohou udržovat náboj o napětí několika tisíc voltů, což může způsobit ohrožení života. Svítilna musí být vždy přepravována nebo přemisťována v originálním obalu výrobce, ve svislé poloze, s anodou směřující nahoru nebo dolů, bez jakýchkoli nárazů nebo otřesů svítilny.
Svítilna musí být vždy přepravována nebo přemisťována v originálním obalu výrobce, ve svislé poloze, s anodou směřující nahoru nebo dolů, bez jakýchkoli nárazů nebo otřesů svítilny.3.0 Technické údaje
|
Stroj type |
RFlex Cestování |
|
Svařovací materiály |
PVC, tkaniny potažené PVC |
|
Napájení |
3 x 220 V; 50/60 Hz |
|
Ovladač PLC |
Delta |
|
Řídicí napětí |
24 VDC |
|
Instalovaná kapacita |
22 kVA |
|
Výstupní výkon RF |
15 kW |
|
Nastavení výstupní kapacity |
manuální/autotuner |
|
Provozní frekvence |
27,12 MHz |
|
Stabilita frekvence |
+/- 0,6 % |
|
Systém Antiflash, ZEMAT TG |
velmi rychlý citlivý senzor ARC |
|
Spotřeba stlačeného vzduchu |
70 nl/cyklus |
|
Tlak stlačeného vzduchu |
0,4-0,8 MPa |
|
Maximální délka elektrody |
1500 mm |
|
Velikost pracovního stolu |
1620 x 320 mm |
|
Zdvih akčního členu |
160 mm |
|
Pohon lisovací elektrody |
pneumatické |
|
Tlaková síla (max.) |
1900 kG |
|
Lampa generátoru |
ITL 12-1 |
|
Chladicí kapalina |
vzduch |
|
Hmotnost stroje |
~ 1600 kg |
|
Rozměry |
VIZ PŘÍLOHY |
4.0 Technický popis
Rádio Frekvence Svářečka RFlex Travel se skládá z následujících základních prvků:
- Svařování HLAVY - s nosným rámem vyrobeným ze svařovaných ocelových plechů a tvarovaných profilů. Vnitřní část konstrukce lze rozdělit na tři zóny:
- a zadní část - , kde je umístěn vysokofrekvenční generátor s anodovým transformátorem a ovládací skříňkou . Tato část je chráněna odnímatelnými kryty vybavenými koncovými spínači ;
- svařovací zóna - s pracovním stolem. Svar se provádí elektrodou přitlačenou ke stolu izolovanou rukojetí nástroje, která je spojena s pneumatickým pohonem pomocí mezilehlé desky a izolátorů. Svařovací zóna je chráněna před neionizujícím zářením pohyblivou uzemňovací elektrodou , která je během svařování přitlačována ke stolu , a v důsledku toho vzniká jakýsi kondenzátor , který má omezovat neionizující záření. Zvláštní pozornost je třeba věnovat tomu , aby povrch svařovaného materiálu byl na pracovním stole rovnoměrně rozložen a nebyl zvlněný. Zvláštní pozornost je třeba věnovat tomu, aby v blízkosti uzemňovací elektrody a pod ní nebyly žádné kovové předměty . Nedodržení podmínek uvedených ve dvou výše uvedených upozorněních může mít vliv na vyzařování elektromagnetického pole. Nad svařovací zónou se nachází panel obsluhy, na kterém je umístěna většina ovládacích prvků zařízení. Kromě toho bylo zařízení vybaveno přídavnou elektrodou, která umožňuje svařování bez použití zemnicí elektrody . Po instalaci tohoto druhu elektrody do držáku a zahájení jejího spouštění se aktivuje přídavný koncový spínač, který brání pohybu zemnicí elektrody.
- pohon z stroje je umístěn v spodní části kontrakce . Skládá se z asynchronního motoru spojeného s hřebenem prostřednictvím hřebenového převodu. Motor je řízen pomocí měniče umístěného v rozváděči na podvozku stroje. Stojan se pohybuje na řetězu upevněném na sestavě stolu . Trajektorie stroje je řízena pomocí kolejnic , po kterých se pohybují posuvné nebo kolové vozíky.
|
|
 POZOR! Ochranný kryt podvozku stroje spolu s instalovanými koncovými spínači minimalizují vyzařování neionizující elektromagnetické energie. Je přísně ZAKÁZÁNO pracovat na vysokofrekvenční svářečce bez těchto ochranných zařízení!!!
POZOR! Ochranný kryt podvozku stroje spolu s instalovanými koncovými spínači minimalizují vyzařování neionizující elektromagnetické energie. Je přísně ZAKÁZÁNO pracovat na vysokofrekvenční svářečce bez těchto ochranných zařízení!!!
- PRACOVNÍ STŮL se žlabem - vyrobený ze vzájemně propojených hliníkových profilů, které zajišťují odpovídající tuhost. V přední části je pracovní stůl upevněn na ocelových profilech, které jsou základnou pro pojezdové dráhy (kolejnice), po nichž se stroj pohybuje. V zadní části je pracovní stůl podepřen sklopnými sloupky, které se při průjezdu stroje po kolejnicích sklopí. Na obou koncích pracovního stolu jsou nastavitelné nárazníkové spínače, které aktivují koncové spínače označující začátek a konec pracovního stolu, a také dva pružné nárazníky, které v případě poruchy zastaví stroj na konci pracovního stolu a chrání jej před poškozením. Elektrická a pneumatická energie je do vysokofrekvenční svařovací hlavy přiváděna pomocí kabelů uložených v pružných kabelových vedeních. Elektrické a pneumatické přípojky jsou umístěny uprostřed zadní části pracovního stolu.
Na stroji lze rozlišit následující systémy:
- ŘÍDICÍ SYSTÉM sestávající z PLC s dotykovým panelem HMI, ovládacích prvků umístěných na ovládacím panelu a elektrických a elektronických sestav umístěných v rozváděči a uvnitř podvozku stroje.
- SYSTÉM STLAČENÉHO VZDUCHU skládající se mimo jiné ze sestavy pro přípravu stlačeného vzduchu, rozdělovacích ventilů, redukčních ventilů a pneumatických válců.
- VF GENERAČNÍ SYSTÉM sestávající ze samočinného vysokofrekvenčního generátoru s rozloženými konstantami s LC obvodem s vysokým Q orientovaným na rezonanční frekvenci 27,12 MHz. Součástí systému je také trioda, vf generátorová elektronka, anodové a žhavicí transformátory a také chladicí systém vf generátorové elektronky.
Držák svařovací elektrody je vybaven systémem automatického uchopení ovládaným z dotykového panelu HMI. Umožňuje výměnu elektrod bez použití nářadí.
|
|
Stroj má vestavěný systém (ZTG AntiCRUSH) určený k ochraně rukou obsluhy před rozdrcením. Pokud se pod svařovací elektrodu dostane ruka nebo jakýkoli předmět, jehož výška se liší od výšky svařovaného materiálu, elektroda se během fáze lisování automaticky vytáhne nahoru.
|
|
Na podvozku stroje jsou navíc nainstalovány laserové indikátory, které umožňují snadné polohování svařovaného materiálu na pracovním stole.
 POZOR! Vyhněte se expozice na . laser světlo! Na adrese . je přísně zakázané zírat přímo na adrese . laser paprsek! Na stránkách laser bezpečnost třída je 3B (PN-EN 60825 1:2005).
POZOR! Vyhněte se expozice na . laser světlo! Na adrese . je přísně zakázané zírat přímo na adrese . laser paprsek! Na stránkách laser bezpečnost třída je 3B (PN-EN 60825 1:2005).
Montáž výkresy, společně s . rozměry na . svářečky, jsou zahrnuty v v přílohách k tomuto majitele návodu k obsluze.
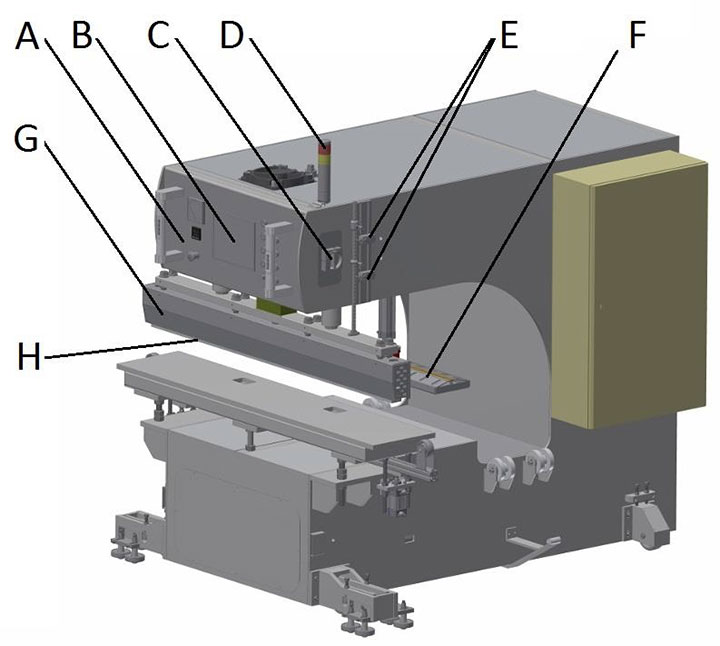
Svařovací hlava (bez lavice ) - základní prvky stroje :
A - manipulace a ovládání prvků umístěných na ovládacím panelu ;
B -HMI dotykový panel; C - hlavní vypínač;
D - signalizace sloupec;
E - koncové spínače indikující polohu elektrody ; F - uzemnění elektrody;
G - držák elektrody ;
5.1 Informace a značky o omezeních a příkazech
Výrobce zajišťuje vhodné balení stroje po dobu přepravy. Typ a trvanlivost obalu jsou přizpůsobeny vzdálenosti a způsobu přepravy, a tedy i možnému riziku poškození během přepravy. Výrobce navrhuje, aby každý zákazník využíval dopravní prostředky a technické servisní pracovníky Výrobce.
Skladování stroje nevyžaduje žádné zvláštní požadavky, kromě vhodného prostředí pro skladování.
Skladovací prostor musí být dostatečně chráněn před povětrnostními vlivy, měl by být co nejsušší a mít přijatelnou vlhkost (pod 70 %). Je rovněž nutné zajistit vhodnou ochranu proti korozi, zejména pokud jde o kovové součásti, které nejsou z technických důvodů natřeny.
Pokud je stroj dodáván v krabici a je zabalen do plastu vytvářejícího antikorozní atmosféru, měl by stroj zůstat zabalený a zabalený po celou dobu skladování.
Z důvodu ochrany před vlhkostí se doporučuje, aby stroj nebyl skladován přímo na podlaze skladu, ale na paletách.
Součástí, která vyžaduje zvláštní pozornost a zacházení v každé fázi - včetně skladování - je generátorová lampa (trioda). Lampa musí být skladována v původním obalu, ve svislé poloze, s anodou směřující nahoru nebo dolů, v suché místnosti. Lampa je kovová a keramická součástka s vysokým vakuem, která je velmi křehká a nelze ji zasáhnout nebo upustit ani z malé výšky.
Nárazy, pády, otřesy nebo delší naklánění svítidla mohou mít a obvykle mají za následek trvalé a nevratné poškození svítidla. Zejména může dojít k přerušení vlákna lampy - katody, což může v krajním případě vést k vnitřnímu zkratu nebo rozbití lampy.
UPOZORNĚNÍ: Výrobce doporučuje, aby se v zóně aktivního neiontového záření nenacházely těhotné nebo kojící ženy..
Výše uvedená ustanovení mají za cíl poučit a varovat všechny osoby a služby, které mohou přijít do styku s touto jednotkou, ohledně její vysoké zranitelnosti vůči všem podnětům a úderům. Současně nebudou v rámci reklamačního řízení akceptovány žádné nároky spojené s výše popsanými trvalými škodami.
Je třeba také zdůraznit, že lampa generátoru je velmi drahá součástka.
V případě jakýchkoli pochybností se doporučuje poradit se s odborným personálem výrobce.
5.2 Přeprava stroje
Strana odpovědná za přepravu a instalaci stroje v místě objednatele by měla být určena ve fázi podpisu smlouvy a nejpozději po závěrečné přejímací zkoušce stroje v místě výrobce před předáním zařízení objednateli.
POZOR: Neopatrné zacházení se zařízením při přepravě/přesunu může vést k vážným zraněním nebo nehodám.
Je ZAKÁZÁNO provádět montáž, demontáž nebo přepravu stroje osobami bez příslušné kvalifikace nebo bez seznámení s bezpečnostními požadavky popsanými v tomto návodu k obsluze a údržbě. Takové činnosti mohou způsobit nehody nebo materiální škody.
S ohledem na specifický charakter zařízení výrobce navrhuje, aby každý objednatel využíval dopravní prostředky a technický servis výrobce.
Před jakoukoli přepravou nebo přesunem je nutné demontovat napájecí trubici.
Svítilna musí být vždy přepravována nebo přemisťována v originálním obalu výrobce, ve svislé poloze, s anodou směřující nahoru nebo dolů, bez jakýchkoli nárazů nebo otřesů svítilny.
POZOR: Stroj by měl být přepravován ve svislé poloze.
Vzhledem ke své velikosti a konstrukci vyžaduje stroj po dobu přepravy nebo stěhování demontáž a odpojení některých součástí a jednotek. Je nutné demontovat křehké a drahé součásti a nástroje (které by měly být přepravovány v samostatném kufru). Je nezbytně nutné demontovat generátorovou lampu.
Stroj by měl být přemísťován pomocí zvedacích zařízení - jeřábů, vysokozdvižných vozíků, paletových vozíků - s dostatečnou nosností umožňující bezpečnou přepravu generátoru, přičemž osoby obsluhující tato zvedací zařízení by měly mít všechna platná oprávnění a kvalifikaci vyžadovanou zákonem.
Všechny součásti stroje, které by mohly být poškozeny při přepravě (pokud není použita obalová krabice s vysokou odolností) nebo zvedacími či pohyblivými zařízeními, by měly být vhodně zajištěny (za předpokladu, že jsou demontovány a zabaleny odděleně).
Pro zajištění stabilní polohy zařízení je velmi důležité zajistit vhodnou ochranu stroje po dobu dlouhé přepravy (bezpečnostní pásy, kotevní šrouby), jakož i ochranu a pomoc při přepravě na místě.
Pokud stroj není vybaven vhodným kováním, je možné použít jakékoliv jiné dostupné otvory nebo prvky s dostatečnou odolností, které zajistí správné vyvážení a stabilizaci generátoru a dalších částí stroje.
Hmotnost stroje (cca 1100 kg) je třeba rozhodně zohlednit při plánování přepravy.
5.3 Instalace v místě provozu
V závislosti na stupni složitosti stroje by instalaci v místě provozu měli provést pracovníci objednatele po přečtení tohoto návodu k obsluze a údržbě nebo pracovníci technického servisu výrobce ve spolupráci s pracovníky objednatele.
Nezapomeňte, že správné umístění a instalace svářečky je zásadní pro zajištění její optimální funkce, jakož i pohodlí a bezpečnosti obsluhy v prostředí zařízení.
Objednatel je odpovědný za přípravu místa pro instalaci zařízení, dostupnost a přípravu elektrických přípojek a realizaci konkrétních požadavků technického návrhu a technických přejímacích zkoušek, kterými se celý generátor schvaluje do provozu.
Výrobce poskytne objednateli v tomto ohledu veškeré požadované pokyny a informace.
POZOR: Ujistěte se, že podlaha/povrch/základy, na které má být stroj umístěn, mají dostatečnou odolnost, s ohledem na hmotnost, povrch a rozložení hmotnosti stroje na jeho opěrné body (obvykle nohy).
POZOR: Přístroj musí být řádně vyrovnán a musí mít pevné místo provozu.
Optimálním místem provozu vysokofrekvenční svářečky je betonový povrch, který není pokrytý nebo je pokrytý velmi tenkou vrstvou nevodivého materiálu.
Povrch by měl být zhotoven v souladu s konkrétním návrhem podle konstrukčních a bezpečnostních norem a podle požadavků na rovnoběžnou, kolmou a rovnou polohu.
UPOZORNĚNÍ: Za splnění výše uvedených podmínek odpovídá výhradně objednatel.
Po umístění svářečky na zvolené místo je nutné stroj vyrovnat, zkontrolovat jeho technický stav a odstranit všechny závady, které mohly vzniknout během přepravy. Poté generátor vybalte, umístěte, vyrovnejte a upevněte. Vysokofrekvenční lampa generátoru by měla být namontována až na samém konci instalace. Tento úkol je třeba provést se zvláštní pozorností, a to jak při montáži lampy do patice/podstavce, tak při připojování elektrických kontaktů lampy. Připojte konektory ovládacího pultu k příslušně označeným zásuvkám na lisu. Doporučujeme, aby instalace stroje po přepravě byla prováděna pod přímým dohledem zástupce výrobce.
UPOZORNĚNÍ: Pokud výše uvedené úkony provádí zástupce objednatele, měly by být prováděny přesně v souladu s popisem uvedeným v tomto návodu k obsluze a údržbě a/nebo s pokyny poskytnutými výrobcem během technické přejímací zkoušky.
Kvůli vytvářenému magnetickému poli by se v blízkosti stroje neměly nacházet velké kovové předměty. Stroj může ovlivnit provoz elektronických zařízení (rádia, televizorů, počítačů) umístěných v jeho blízkosti, a to v důsledku vysoké vstupní citlivosti uvedených zařízení. Optimálním místem provozu stroje je betonový povrch nezakrytý nebo pokrytý velmi tenkou vrstvou nevodivého materiálu.
5.4 Instalace v místě provozu
5.4.1 Obecné informace
UPOZORNĚNÍ: Výrobce důrazně doporučuje instalovat stroj pouze v průmyslovém prostředí.
Stroj, který je předmětem tohoto návodu k obsluze a údržbě, byl navržen a vyroben pro práci v průmyslovém prostředí pro zpracování dopravníkových pásů.
Specifické podmínky provozu zařízení, tj. vysoká vlhkost vzduchu, vysoká teplota, pára a prach, byly konstruktéry stroje zohledněny a nemají vliv na jeho provoz, ale určují přísnější požadavky na provádění preventivních programů.
Stroj nelze používat v prostředí s nebezpečím výbuchu, ve vysoce prašném prostředí, v prostředí s vysokou vlhkostí a/nebo vysokou teplotou a v prostředí s přítomností agresivních výparů (kyselých, zásaditých, organických nebo anorganických, s potenciálně nebo fakticky korozivním účinkem).
Teplota pracovního prostředí by se měla pohybovat v rozmezí +10 °C až +40 °C a relativní vlhkost mezi 30 % a 90 %. Kondenzace vzdušné vlhkosti nebo jakýchkoli agresivních látek na povrchu stroje (nebo kterékoli jeho součásti) není přípustná.
Požaduje se, aby dlouhodobá amplituda teploty během dne v provozní místnosti generátoru nepřekročila 10º C a v případě relativní vlhkosti: 10 %.
Výše uvedené ustanovení se nevztahuje na média nebo látky používané k mazání, konzervaci nebo neagresivní látky používané při výrobě/provozu zařízení.
UPOZORNĚNÍ: Pokud je velký rozdíl mezi venkovní teplotou a teplotou v místnosti, kde je stroj instalován, měl by být přístroj spuštěn po 24 hodinách od jeho montáže v místnosti.
5.4.2 Osvětlení
Požadavky na minimální svítivost uvádějí, že na vodorovné provozní ploše by měla být intenzita osvětlení, kterou lze akceptovat v místnostech, kde se lidé zdržují delší dobu, bez ohledu na to, zda se zde vykonávají nějaké zrakové činnosti, 300 lx.
V případě zrakových činností, jejichž náročnost je vyšší než průměrná a kdy je vyžadováno vysoce komfortní vidění, a také v případě, kdy je většina obsluhy starší 40 let, by měla být požadovaná svítivost vyšší než minimální, tj. alespoň 500 lx.
5.4.3 Hluk
Stroj nevytváří hluk na úrovni, která by vyžadovala použití jakýchkoli prostředků nebo zařízení na ochranu osob.
Je však třeba mít na paměti, že každé pracovní prostředí má své vlastní emise hluku, které mohou mít vliv na úroveň hluku vydávaného strojem během jeho provozu.
5.5 Parametry připojení
5.5.1 Elektrická energie
Připojení: 3 x 480V; 50Hz (3P+N+PE), nadproudová ochrana se zpožděním. Instalace zákazníka musí zajistit opatření na ochranu před úrazem elektrickým proudem odpovídající normě EN 60204-1:2001.
POZOR: Po instalaci trubice vždy zkontrolujte napětí žhavicího vlákna - viz technické údaje trubice.
5.5.2 Stlačený vzduch
Tlak: 0,4 - 0,8 MPa, požadovaná třída čistoty podle ISO8573-1 4-4-4, spotřeba: 70 nl na jeden cyklus.
POZOR: Pokud je tlak v systému koncového uživatele vyšší než 0,8 MPa, musí být snížen na přibližně 0,6 MPa pomocí redukčního ventilu namontovaného na přípojce svářečky.
5.6 Parametry připojení
V závislosti na složitosti systému a kvalifikaci a oprávnění pracovníků provádějí připojení svářečky v místě jejího provozu osoby vybrané objednatelem nebo pracovníci technického servisu výrobce ve spolupráci s pracovníky objednatele, a to za příplatek nebo bezplatně, což je vždy dohodnuto před předáním svářečky objednateli z pracoviště výrobce.
Vždy je nutné zkontrolovat, zda byla všechna připojení provedena v souladu s dokumentací zařízení.
Je třeba konstatovat, že výše uvedené úkoly vyžadují odpovídající kvalifikaci pracovníků, včetně příslušných licencí vydaných příslušnými orgány.
Vztahuje se jak na specializovanou kvalifikaci, tak na absolvované a platné kurzy školení v oblasti bezpečnosti a ochrany zdraví při práci, zejména na rizika spojená s těmito úkoly.
6.0 Provoz
6.1 Příprava stroje na provoz - první uvedení do provozu
POZOR: Abyste mohli stroj používat optimálním a bezpečným způsobem, přečtěte si pozorně všechny pokyny uvedené v tomto návodu k obsluze a údržbě a dodržujte je.
Je ZAKÁZÁNO provádět jakékoliv práce na svářečce osobami, které nebyly předem proškoleny v obsluze vysokofrekvenčních strojů a v předpisech průmyslové bezpečnosti se zvláštním ohledem na možné riziko vycházející ze stroje.
Za předpokladu, že byly splněny všechny požadavky na instalaci a provedeny úkony popsané v bodě 5, jsme připraveni svářečku poprvé spustit ve výrobním prostředí pracoviště objednatele.
POZOR: První uvedení stroje do provozu by mělo být provedeno za přítomnosti a pod dohledem zástupců výrobce.
6.2 Provozní požadavky - obecné pokyny a směrnice
Veškerá nastavení a kalibrace potřebná pro správné provozní parametry zařízení byla provedena výrobcem během montáže a interních testů. Obecná shoda se smluvními technickými požadavky a správná funkce stroje jsou potvrzeny při technické přejímce, která se koná v místě Výrobce za přítomnosti zástupce Objednatele a za použití originálních surovin dodaných Objednatelem pro účely zkoušek.
UPOZORNĚNÍ: Vzhledem ke specifickým vlastnostem zařízení, která vyzařují vysokofrekvenční energii, je nutné provádět určitá měření v místě provozu zařízení v místě objednatele. Ze stejného důvodu je velmi důležité, aby zařízení mělo pevné místo provozu.
PŘED ZAHÁJENÍM PROVOZU JE BEZPODMÍNEČNĚ NUTNÉ KONTROLOVAT:
- Účinnost opatření na ochranu před úrazem elektrickým proudem;
- Napájecí napětí - hodnota a správnost zapojení fází;
- Směr otáčení motoru (je-li to vhodné);
- Napětí žárovky;
UPOZORNĚNÍ: Napětí žárovky musí být stejné, jako je uvedeno v datovém listu výrobku - je možné jej upravit pomocí odboček na primární straně žárovkového transformátoru.
UPOZORNĚNÍ: Vzhledem ke specifickému charakteru zařízení je vždy nutné varovat a informovat personál o vysokém napájecím napětí anody lampy a o možném riziku smrtelného úrazu elektrickým proudem o napětí až 8000 VDC.
UPOZORNĚNÍ: Po instalaci je třeba lampu asi hodinu předehřívat.
- Umístění držáku k základně pracovního stolu;
- Emise elektromagnetického pole - po nastavení svařovacích parametrů, v průběhu svařování;
POZOR: Vysokofrekvenční svářečka je zdrojem neiontového elektromagnetického záření. Po instalaci stroje u kupujícího musí být provedeno měření neiontového záření. Měření záření by měla provádět autorizovaná společnost.
POZOR: Stroj musí pracovat na pevném pracovním místě, protože transpozice vyžaduje nové měření intenzity neiontového záření.
UPOZORNĚNÍ: Osobám s implantovaným kardiostimulátorem je zakázáno zdržovat se v zóně aktivního neiontového záření.
UPOZORNĚNÍ: Výrobce doporučuje, aby se v zóně aktivního neiontového záření nenacházely těhotné nebo kojící ženy.
DŮLEŽITÉ: Pokud došlo k náhodnému připojení vysokonapěťových obvodů při odpojené anodě nebo je vadná lampa generátoru, je nutné vybití vysokonapěťových filtračních kondenzátorů jejich krátkodobým zkratováním s krytem.
POZOR: Všechny činnosti při uvádění do provozu a měření, kdy je úroveň bezpečnosti nižší (otevřené ochranné clony, zablokované klíčové spínače), musí trvat co nejkratší dobu a co nejrychleji musí být zajištěna plná úroveň bezpečnosti provozu stroje.
UPOZORNĚNÍ: Veškeré kontrolní a měřicí činnosti je třeba provádět po kontrole, zda jsou přepínače pro nastavení anodického napětí v poloze 0 - OFF (neplatí pro měření emise elektromagnetického pole).
POZOR: Veškeré kontrolní a měřicí činnosti musí provádět výhradně oprávněný personál.
VŽDY JE ZAKÁZÁNO zahájit svařovací proces, tj. zapnout vysoké napětí lampy, která iniciuje vysokofrekvenční napětí na izolovaném držáku elektrody, když je snížena bezpečnostní úroveň provozu zařízení.
Stroj je uzpůsoben pro práci v automatickém cyklu. Automatický režim je standardním režimem provozu zařízení během výrobního procesu.
Vysokofrekvenční svářečka umožňuje provoz v ručním režimu pro účely nastavení.
Obsluha stroje by měla vždy nosit standardní pracovní oděv a protiskluzovou obuv.
Pracovní prostředí zařízení, podlaha a ruční držáky a úchyty musí být vždy čisté a zbavené jakéhokoli znečištění, mastnoty nebo bláta, aby se riziko uklouznutí nebo pádu snížilo na nejnižší možnou míru.
Nikdy nepoužívejte provozní stroj bez pevných nebo pohyblivých ochranných prvků. Pravidelně kontrolujte, zda jsou všechny ochranné clony a všechny ostatní ochranné prvky správně namontovány a zda správně fungují.
Přímý kontakt se strojem mohou mít pouze oprávněné osoby, které jsou řádně proškoleny v obsluze stroje a v oblasti bezpečnosti a ochrany zdraví při práci.
Každá obsluha zařízení musí být poučena o funkcích ochranných prvků stroje a jejich správném používání.
V okolí zařízení (asi 1,5 m kolem generátoru a lisu) se nesmí nacházet žádné předměty, které by mohly narušit provoz zařízení. Tento prostor musí být udržován v čistotě a musí být řádně osvětlen.
Nikdy nepoužívejte manipulátory stroje nebo ohebné trubky jako držáky. Nezapomeňte, že jakýkoli náhodný pohyb manipulátoru zařízení může omylem spustit svařovací proces, změnit parametry nebo dokonce způsobit poruchu stroje či poškodit jeho nástroje.
JE POVINEN informovat vedoucího a/nebo dopravní personál o všech případech nesprávné činnosti zařízení.
6.3 Ovládací prvky a indikátory dostupné pro obsluhu
Všechny ovládací prvky a ukazatele svářečky lze snadno nalézt buď na její konstrukci, nebo na ovládacím pultu. Než se obsluha stroje pustí do práce, měla by se seznámit s rozmístěním ovládacích prvků a ukazatelů na stroji i s funkcemi, které ovládají.
Úplný seznam výše uvedených ovládacích prvků a ukazatelů, které má obsluha k dispozici, je přiložen níže:
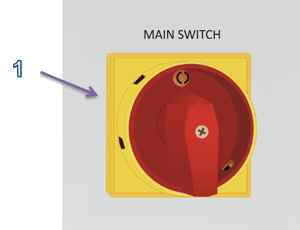
- HLAVNÍ PŘEPÍNAČ - spínač (obr. 3) určený k zapínání a vypínání přívodu elektrické energie. 1-ON znamená, že je spínač zapnutý, zatímco poloha 0-OFF znamená, že je spínač vypnutý.

Obr.5. Uspořádání ovládacích prvků a indikátorů na ovládacím panelu I: 2 - POWER; 3 - DVOURUČNÍ OVLÁDÁNÍ OFF/ON; 4 - HF; 5 - HF OFF/ON; 6 - USB; 7 - ETHERNET; 8 - RESTART; 9 - STOP; 10 - JOISTIC; 11 - START; 12 - elektroda nahoru; 13 - otočit doleva; 14 - otočit doprava; 14 - elektroda dolů.
-
POWER - indikátor, který bliká bíle, když je stroj připojen k napájení (obr. 5).
-
OVLÁDÁNÍ DVĚMA RUKAMI OFF / ON - klíčový spínač (obr. 5) pro aktivaci režimu ovládání stroje dvěma rukama. Přepínač se vztahuje k tlačítkům umístěným na černých rukojetích a elektrodě pro funkce zvedání a spouštění v joysticku. Přepínač v poloze ON - znamená, že pro aktivaci tlačítek je třeba stisknout obě tlačítka pro stejnou funkci, čímž joystick ztratí funkci elektrody pro zvedání a spouštění. Přepínač v poloze OFF znamená možnost ovládání pomocí jednoho tlačítka a to, že elektroda se zvedá a spouští pomocí joysticku.
 POZOR..! Přepínání mimo . obouruční ovládání režim umožňuje práce operace jednodušší; nicméně to výrazně zvyšuje nehodovost riziko. Pouze . autorizované a správně vyškoleni, odpovědná osoba by měl mít klíč pro vypínač.
POZOR..! Přepínání mimo . obouruční ovládání režim umožňuje práce operace jednodušší; nicméně to výrazně zvyšuje nehodovost riziko. Pouze . autorizované a správně vyškoleni, odpovědná osoba by měl mít klíč pro vypínač. -
HF - pokud indikátor bliká žlutě, znamená to, že je zapnutý proces HF svařování (obr. 5).
- HF OFF/ON - přepínač, kterým lze vf proud uvolnit nebo pozastavit (když je v režimu "VF"). OFF to znamená, že nelze provést vysokofrekvenční svar.)
 Pokud se jedná o standardní postup svařování, je třeba HF OFF/ON přepínač by měl být v NA pozice.Pokud je přepínač VF OFF/ON přepnut do polohy OFF, znamená to, že pracovní cyklus lze provést bez uvolnění VF proudu.
Pokud se jedná o standardní postup svařování, je třeba HF OFF/ON přepínač by měl být v NA pozice.Pokud je přepínač VF OFF/ON přepnut do polohy OFF, znamená to, že pracovní cyklus lze provést bez uvolnění VF proudu. -
Slot USB - slot(obr. 5), do kterého lze vložit paměťovou kartu USB pro ukládání svařovacích parametrů a historie zpráv; umožňuje také ukládání receptů uložených v panelu HMI.
-
SlotETHERNET - slot (Obr. 5), do kterého se připojuje kabel Ethernet, pokud je vyžadována diagnostika stroje online a umožňuje přístup k internetu.
-
RESTART - modré tlačítko (obr. 5), které se používá k restartování řídicího a ochranného systému stroje, kdykoli se na panelu HMI zobrazí alarmové hlášení.
-
STOP - černé tlačítko (obr. 5) je určeno k vypnutí procesu vysokofrekvenčního svařování.
-
JOYSTIC - joystick (obr. 5, obr. 7) slouží k pohybu svařovací elektrody dopředu a dozadu a k jízdě stroje doleva nebo doprava s pomalým rozjezdem pro snadné polohování. Pomocí joysticku však můžete elektrodu spouštět nebo zvedat pouze tehdy, když je aktivován obouruční režim. K dispozici jsou dvě rychlosti pojezdu:
- "pomalý" - (obr. 6 - A, C, E, G) rychlost pohybu je určena parametrem umístěným v servisním menu panelu HMI - Rychlost pohonu MANUAL - SLOW.
- "rychlý" - (obr. 6 - B, D) rychlost pohybu je určena parametrem umístěným na panelu servisního menu HMI - Rychlost pohonu MANUAL - FAST .
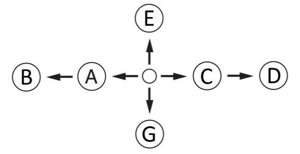
Obr. 6. Polohy joysticku:
A - pomalý přesun z hlavy do hlavy vlevo, B - rychlý přesun z hlavy do hlavy do vlevo,
C - pomalý pohyb z hlavy na vpravo,
D - rychlý pohyb z hlavy na vpravo,
E - elektroda nahoru,
F - elektroda dolů,
-
START - zelené tlačítko (obr. 5) se používá pro zapnutí procesu vysokofrekvenčního svařování.
-
 nahoru šipka - dva tlačítka na adrese . černá rukojeti na adrese . panel obsluhy (Obr. 5, Obr. 7) použité pro aktivace . elektrody na horní pozice. Když . obouruční operace režim je aktivováno, oba tlačítka by měla být stisknuty současně
nahoru šipka - dva tlačítka na adrese . černá rukojeti na adrese . panel obsluhy (Obr. 5, Obr. 7) použité pro aktivace . elektrody na horní pozice. Když . obouruční operace režim je aktivováno, oba tlačítka by měla být stisknuty současně -
 vlevo šipka - dva tlačítka na adrese . černá rukojeti na adrese . panel obsluhy (Obr. 5, Obr. 7) umožňující . stroj na přesunout vlevo. Když . dvě ruce operace režim je aktivováno, oba tlačítka by měl být stisknuty současně.
vlevo šipka - dva tlačítka na adrese . černá rukojeti na adrese . panel obsluhy (Obr. 5, Obr. 7) umožňující . stroj na přesunout vlevo. Když . dvě ruce operace režim je aktivováno, oba tlačítka by měl být stisknuty současně. -
 vpravo šipka - dva tlačítka na adrese . černá rukojeti na adrese . panel obsluhy (Obr. 5, Obr. 7) požadované umožňující . stroj na přesunout vpravo. Když se obouruční operace režim je aktivováno, oba tlačítka by měl stisknout současně.
vpravo šipka - dva tlačítka na adrese . černá rukojeti na adrese . panel obsluhy (Obr. 5, Obr. 7) požadované umožňující . stroj na přesunout vpravo. Když se obouruční operace režim je aktivováno, oba tlačítka by měl stisknout současně. -
 dolů šipka - dva tlačítka na adrese . černá rukojeti na adrese provozovatele panel (Obr. 5, Obr. 7) použité pro aktivace . elektrody do nižších pozice. Když . obouruční operace režim je aktivováno, obě tlačítka musí být lisy na . totéž čas.
dolů šipka - dva tlačítka na adrese . černá rukojeti na adrese provozovatele panel (Obr. 5, Obr. 7) použité pro aktivace . elektrody do nižších pozice. Když . obouruční operace režim je aktivováno, obě tlačítka musí být lisy na . totéž čas.
Obr. 7. Uspořádání ovládacích prvků a indikátorů an ovládacího panelu :
12 - elektroda up;
13. otočte doleva; 14. otočte doprava;
14. elektrodou dolů
15. ANODOVÝ PROUD;
16. TEPLOTA ELEKTRODY;
17. NOUZOVÉ ZASTAVENÍ;
-
ANODOVÝ PROUD - panelový ampérmetr (obr. 5) má indikovat hodnotu intenzity proudu v La anodovém obvodu a měl by obsluze umožnit vizuální kontrolu svařovacího procesu (Charakteristika generátoru při plném zatížení).
-
ELEKTRODA TEPLOTA - a termoregulace (obr.6). ) slouží k regulaci teploty elektrody . Tímto se řídí systém, který stabilizuje teplotu elektrody . Tlačítko , Temp Regulation v okně Main obrazovky dotykového panelu se používá k aktivaci funkce stabilizace teploty . Návod k obsluze vztahující se k teplotě E5CC naleznete v příloze .
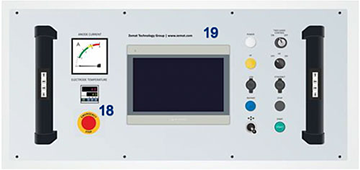
Obr. 8 Ovládací panel;
18.- NOUZOVÉ ZASTAVENÍ;
19. - HMI; - EMERGENCY STOP - . červená hřibovité tlačítko (Obr. 5) to je a tlačítko že by měl být lisované pouze když . funkce z . stroj potřebujete na být zastaveno okamžitě nebo když cokoli ohledně stroj funkce nebo . provozovatele okolí póza a hrozba na výroba nebo bezpečnost.
 Na stránkách EMERGENCY STOP tlačítko by měl ne být nadužívány, to je údajně na být použité pouze v případě nouzové situace.
Na stránkách EMERGENCY STOP tlačítko by měl ne být nadužívány, to je údajně na být použité pouze v případě nouzové situace. -
PANEL HMI - dotykový panel (obr. 5) by měl sloužit ke změně parametrů nastavení stroje a měl by se stát spolehlivým zdrojem informací o aktuálním stavu svářečky. Více informací o provádění servisního postupu vztahujícího se na dotykový panel naleznete v kapitole 6.6.
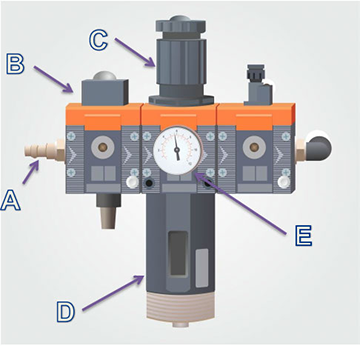
Obr. 9. KOMPRESOVANÝ VZDUCH PŘÍPRAVA SYSTÉM.
-
Přípravastlačeného vzduchu SYSTÉM (obr. 9) - se skládá z:
A. Svorka stlačeného vzduchu, do které by měla být připojena hadice stlačeného vzduchu. Hadice má systému dodávat stlačený vzduch v rozsahu 0,4 až 0,8 MPa;
B. Na ručně provozované na adrese komprimované vzduch vypínání ventil (v objednávka k otevření ventilu - otočit do vlevo a nastavte na Zapnutá poloha; a odbočit doprava - do polohy OFF - ventil je zavřený);
C. Na komprimované vzduch terminál na který . komprimované vzduch hadice by měla být připojen. Na stránkách hadice je údajně na poskytnout . systém s . rozsah stlačeného vzduchu od 0,4 do 0.8 MPa; 0,6 M
 Úroveň tlaku v pneumatickém systému nikdy nepřekročí úroveň tlaku pohánějícího stroj.
Úroveň tlaku v pneumatickém systému nikdy nepřekročí úroveň tlaku pohánějícího stroj.
D. Filtr stlačeného vzduchu spolu s mechanismem uvolňování kondenzované vody;
E. Manometr ukazující úroveň tlaku v systému stlačeného vzduchu stroje;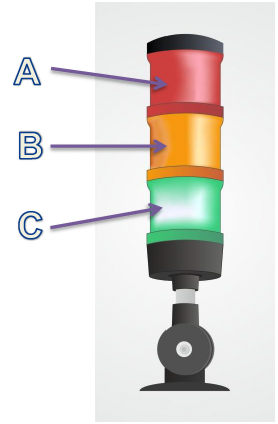
Obr. 10. Sloup signálního světla:
A - červená barva;
B - oranžová barva;
C - zelená barva
21. SIGNÁLNÍ SVĚTLO Sloupek (Obr. 10):
A. Červená barva signalizuje poruchu a v stejném čase by se měla alarmová zpráva zobrazit na dotykovém panelu HMI .
 Na stránkách alarm masáže jsou smazáno a . červená světlo na adrese . sloupek signálního světla přestane blikat když RESTART je stisknuto tlačítko .
Na stránkách alarm masáže jsou smazáno a . červená světlo na adrese . sloupek signálního světla přestane blikat když RESTART je stisknuto tlačítko .
Na adrese v případě, že úsilí bylo marné a poplach zpráva nebyla . smazána když . RESTART . mělo adresu . . stisknuto takže by mohlo znamenat že . příčinu . poruchy výskytu měl ne ještě nebyly odstraněny.
Viz . kapitola 6.6.2. pro další . použití na . poplachové masáže.
B. Oranžová barva signalizuje, že vysokofrekvenční svářečka začíná pracovat.
C. Zelená barva znamená, že stroj je připraven k práci.

Obr. 11. Jeden z laserových indikátorů umístěných na pravé straně svařovací hlavy .
22. Lasery nainstalované na svařovací hlavě (obr. 11. ) používají pro projekci svařovací linie na svařovaný/tavený materiál. Užitečné pro umísťování a polohování materiálu podél svařovací linie. Jsou zapínány přímo z dotykového panelu HMI.
|
|
|
 POZOR..!
POZOR..!Laser je k označení linie NA MATERIÁLU v pozici elektrody a jejího držáku nahoru. Laser NESVÍTÍ NENÍ / MUSÍ NENÍ svítit na přední nebo zadní okraj elektrody xml-ph-003.
Postup regulace laserem:
1. Položte materiál na stůl a spusťte držák s elektrodou na stůl,
2. Nakreslete fixem čáru, která obkreslí přední a případně i zadní okraj elektrody (pokud jsou na jedné straně namontovány dva lasery),
3. Zvedněte elektrodu nahoru a nastavte laser/lasery na nakreslené čáry, případně s takovým posunem od těchto čar, jaký si obsluha přeje pro umístění fólie,
4. Dávejte pozor, aby se materiál nepohyboval.
|
|
|
 Rukojeti laserů a samotné lasery, pokud jsou umístěny v.
Rukojeti laserů a samotné lasery, pokud jsou umístěny v.

Obr. 12 Nárazník
23. Boční nárazníky instalované na obou stranách svařování hlavy (Obr. 9). ), zabraňují tomu, aby se stroj srazil s kýmkoli nebo čímkoli. Jakýkoli náraz na nárazník bude mít za následek okamžité odpojení hnacího systému stroje; to bude indikováno zprávou : OPEN xml-ph-.
Obr. 13 Nouzový pohyb
23. N ouzový pohyb - přepínač se používá ke změně provozního režimu. V případě překážky a zastavení na to. Přepínač deaktivuje boční nárazníky a umožňuje výjezd z překážky . Po přepnutí přepínače do polohy I na HMI , se objeví "nouzové výjezdy" okno v které má uživatel má možnost volby z pomocí navigačních šipek projet svařovací hlavou vlevo nebo . Přepnutím přepínače do polohy 0 se aktivují boční nárazníky a se obnoví správný provozní režim stroje .
|
|
|
 Operace POZOR! Vzhledem k tomu, že výše uvedený systém musí fungovat bezchybně, důrazně doporučujeme provést nastavení omezovače výšky tak, aby indikoval spodní polohu elektrody. Nevhodné nastavení posuvného ovladače výšky koncového spínače může mít za následek jak samovolné nouzové zvednutí elektrody, tak zobrazení následujícího poplašného hlášení na displeji HMI: NOUZOVÉ ZVEDNUTÍ ELEKTRODY.
Operace POZOR! Vzhledem k tomu, že výše uvedený systém musí fungovat bezchybně, důrazně doporučujeme provést nastavení omezovače výšky tak, aby indikoval spodní polohu elektrody. Nevhodné nastavení posuvného ovladače výšky koncového spínače může mít za následek jak samovolné nouzové zvednutí elektrody, tak zobrazení následujícího poplašného hlášení na displeji HMI: NOUZOVÉ ZVEDNUTÍ ELEKTRODY.Koncové spínače pro výšku elektrody:
- horní hranice spínač - při zapnuto na (obr. 14-. A) označuje horní polohu elektrody . Nastavení posuvníku , který aktivuje spínač , musí být provedeno , když maximální horní polohu elektrody má na změnit. Pokud bude koncový spínač posunut příliš vysoko , nebude zapnutí v horní poloze elektrody možné - svařovací cyklus nebude dokončen a cyklus pohonu stroje nebude možný . Pokud na druhé straně , je příliš nízko - elektroda nebude zvednuta do dostatečné výšky po svařovacím cyklu a může během svého pohonu zachytit svařovaný materiál a způsobit jeho poškození.
- Dolní mez spínač - při vypnutém vypnuto (obr. 14-.B) označuje spodní elektrodu polohu nad pracovní tabulkou . Nastavení sklíčka na tohoto spínače by mělo být provedeno vždy, když byla elektroda vyměněna (při nové elektrodě je o a výšce odlišná. než předchozí ) a když dojde k významné změně v tloušťce svařovaného materiálu. Spodní mezní spínač je také prvkem systému , který chrání ruce obsluhy před rozdrcením. Pokud jeho nastavení není provedeno správně, ochranný prvek proti rozdrcení (ZTG Anti-CRUSH) se aktivuje a způsobí automatické zvednutí elektrody do její horní polohy. Koncový spínač musí být umístěn v takové výšce , která způsobí, že bude rolovací kolečko spínače zatlačeno do dolním jezdcem z . výšky elektrody umístěné na tyči od okamžiku, kdy se elektroda dotkne svařovaného materiálu. (Obr. 14- B).
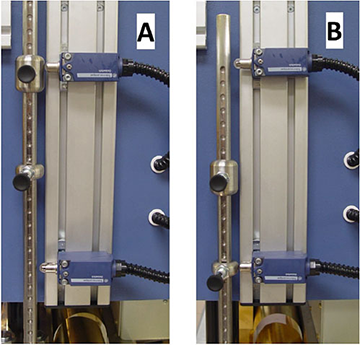
Obr. 14 Koncové spínače indikující polohu elektrody:
A - horní poloha;
B - spodní poloha.
Úprava postup a určování . . výšky . . dolního koncového spínače:
- umístěte materiál, který se má svařovat, na pracovní stůl,
- vložte elektrodu do držáku nástroje a ji zajistěte ,
- spusťte držák elektrody s elektrodou na materiál , tak , aby se elektroda jen dotýkala , aniž byste na ni jakkoli tlačili (ponechte mezeru maximálně 5 mm / 1/8 palce); v této poloze ponechte .
- přesuňte spodní kovový jezdec na tyči do polohy, která odpojí spodní koncový spínač (spínací váleček je přímo na jezdci (obr. 14- B),
- pokud není možné nastavit kovový jezdec do vhodné výšky kvůli jeho krokovému nastavení (každých 15 mm), povolte dva šrouby držící koncový spínač a přesuňte jej do aretační polohy s válečkem na spodní kovový jezdec výšky elektrody (obr. 14- B), poté šrouby utáhněte.
- zvedněte rukojeť s elektrodou do horní polohy,
- pokud není možné nastavit indikátor do vhodné výšky kvůli jeho stupňovitému nastavení (každých 15 mm), povolte dva šrouby upevňující spínač a přesuňte jej do takové polohy, aby se jeho váleček přesunul na spodní indikátor výšky elektrody (obr. 14- B), poté šrouby utáhněte.
POZOR! Manipulace s koncovým spínačem indikujícím spodní polohu elektrody s výjimkou výše uvedené polohy je přísně zakázána. Nerespektování varování výrobce může vést k vážnému selhání stroje a v důsledku toho k vážným poraněním těla.
Na adrese navíc, . stroj má . vybaven . . další elektrodou, která umožňuje svařování bez . použití . uzemnění elektrody. Po instalaci tohoto druhu . elektrody na . držáku a spuštění na spouštět .., . další limit se aktivuje spínač, který brání pohybu uzemnění ..
6.5 Regulátor provozní teploty E5CC
Teplotní řídicí jednotka se používá k řízení teploty elektrody. Naprogramování správné teploty elektrody je nutné pro správný průběh svařovacího procesu. Teplota by měla být zvolena experimentálně. Níže je je popis z displeje a ovládacího panelu teplotní řídicí jednotky (obr. 15).

Obr. 15. Displej a ovládací panel termoregulace.
- Zobrazení se čtyřmi číslicemi (bílými) , které zobrazují skutečnou hodnotu teploty . V režimu nastavení parametrů zobrazí přítomný znak editovaného parametru.
- Zobrazení se čtyřmi číslicemi (zelená) , které zobrazují aktuální objednanou hodnotu teploty. V režimu nastavení parametru zobrazí současnou aktuální hodnotu editovaného parametru .
- Ovládací tlačítka:
 přesunout tlačítko. Stisknutí tento tlačítko příčina na editovat další číslice z upraveného čísla.
přesunout tlačítko. Stisknutí tento tlačítko příčina na editovat další číslice z upraveného čísla.
 - tlačítko "DOWN" způsobují nízkou upraveno číslice po jednom.
- tlačítko "DOWN" způsobují nízkou upraveno číslice po jednom.
 - tlačítko "UP" způsobí zvýšení editované číslice podle jedna.
- tlačítko "UP" způsobí zvýšení editované číslice podle jedna.
 Na adrese . editace parametrů přejděte do okna další parametr
Na adrese . editace parametrů přejděte do okna další parametr
 Long tisk tento tlačítko (min. 3sec.) příčina předat na edice režim z opustit parametr. Pokud systém práce na adrese edice režim, stisknutí tlačítko způsobí návrat na . hlavní okno
Long tisk tento tlačítko (min. 3sec.) příčina předat na edice režim z opustit parametr. Pokud systém práce na adrese edice režim, stisknutí tlačítko způsobí návrat na . hlavní okno
NASTAVENÍ OVLADAČE - OBJEDNANÉ HODNOTA TEPLOTY
Na změna objednáno hodnota potřebujete na krátký tisk tlačítko (Obr. 15) nebo . To způsobilo přechod do režimu editace parametrů. Dostupné číslo, které se bude upravovat, je signalizováno rychlým blikáním. Tlačítky "UP" nebo "DOWN" nastavte hodnotu tohoto čísla, poté stiskněte tlačítko "move". , které se přesunou na další pozici k editaci.
6.6 Programování a ovládání dotykového panelu HMI
POZOR! Každá hodnota parametru vyobrazená na grafice tohoto návodu je náhodná a obsluha stroje by ji neměla brát v úvahu. Hodnoty parametrů by měly vycházet z praktických zkušeností uživatele, protože se mohou hluboce lišit podle typu svařovaného materiálu nebo implementovaného přístrojového vybavení.
![]() Na panelu HMI jsou všechny editovatelné hodnoty parametrů zobrazeny na bílém pozadí. Pro zobrazení parametru musí uživatel stisknout jeho hodnotu, v důsledku čehož by se měla otevřít klávesnice na obrazovce. Údaje lze uložit stisknutím klávesy Enter.
Na panelu HMI jsou všechny editovatelné hodnoty parametrů zobrazeny na bílém pozadí. Pro zobrazení parametru musí uživatel stisknout jeho hodnotu, v důsledku čehož by se měla otevřít klávesnice na obrazovce. Údaje lze uložit stisknutím klávesy Enter.
6.6.1 Připojení ke zdroji napájení
Krátce po připojení stroje ke zdroji napájení se na displeji HMI zobrazí okno alarmu a následující zpráva:
#A001 NOUZOVÉ ZASTAVENÍ
#K001 STISKNĚTE TLAČÍTKO RESTARTU
Podle této situace je třeba stroj restartovat, proto je třeba stisknout modrou klávesu RESTART . Poté musíme počkat 30 sekund, než bude stroj připraven k práci a přejde do pohotovostního režimu, což poznáme podle následujících skutečností: světelný indikátor ve sloupci světelné signalizace bliká zeleně a lišta průběhu zobrazená v hlavním okně HMI bliká zeleně. V případě, že alarmová masáž z displeje HMI nezmizí, viz kapitola 0.
6.6.2 Výstražné zprávy
Když dojde k poruše stroje nebo když se zapne některý z ochranných systémů nebo když jsou zjištěny jiné abnormality ve fungování stroje, pak se na dotykovém panelu HMI zobrazí jedno z alarmových hlášení. Všechna alarmová hlášení se vymažou pomocí tlačítka RESTART .Typy masáží s alarmem:
#A001 EMERGENCY STOP - tento druh zprávy se zobrazí, když:
- stroj je zapnutý zapnutý - bezpečnostní obvod stroje musí být vždy zkontrolován, když je stisknuto tlačítko RESTART ,
- červené hřibovité EMERGENCY STOP tlačítko bylo stisknuto a se zaseklo. Je potřeba aby bylo odjištěno otočením jeho hlavy na doprava.
#A002 TUBE TEMPERATURE - tento typ z masáže znamená že buď že chlazení trubice s pojezdovou vlnou neexistuje nebo že dochází k poruše chladicího systému a je zobrazeno když:
- pojistky , které mají chránit , aby chránily napájecí napájecí obvod z ventilátoru , který by měl ochlazovat pojízdnou vlnovou trubici , jsou odpojeny;
- stykač , který má spustit , aby spustil ventilátor , který má ochlazovat trubice je buď vypnutá , nebo poškozená;
- trubice termální ochrana systém se vloží do operace, která znamená, že . putovní vlna trubka dostal vyhřívané stránky nahoru na příliš vysoká teplota a jako výsledek trubka pásová závlačka kolík, který měl . připojeno na limit přepínač pomocí šňůra se rozpojila.
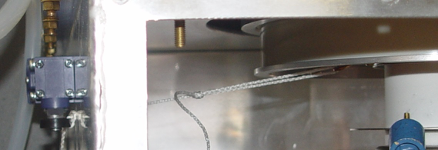
Obr.16. Systém tepelné ochrany trubek.
Kolíček je připájen k pásku trubky pomocí pájky s bodem tání mnohem nižším, než při kterém se trubička přehřála (poškodila). Pokud teplota výbojky příliš vzroste, závlačka vypadne z pásku a v důsledku toho se spustí koncový spínač, současně se zobrazí poplašné hlášení a přeruší se napájení žhavení trubice. Poté je třeba odstranit příčinu přehřátí.
POZOR! Šňůra by neměla být připevněna k žádným jiným částem stroje kromě závlačky pásu, který byl přišroubován k trubce. Nerespektování citovaného upozornění může mít za následek zablokování koncového spínače, což může vést k přehřátí trubky s pojezdovou vlnou a v důsledku toho k jejímu poškození.
![]() If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC) tak, aby bylo možné opravenou část znovu připevnit k trubce.
If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC) tak, aby bylo možné opravenou část znovu připevnit k trubce.
Přehřátí trubice může být způsobeno:
- nečistoty v generátoru nebo v trubkovém chladiči;
- porucha ventilátoru chlazení trubek nebo porucha systému napájení ventilátoru;
- ucpáním větracích otvorů stroje nebo nadměrným množstvím zeminy zachycené filtry instalovanými ve větracích otvorech;
- nadměrnou okolní teplotou.
#A003 ANTIFLASH - tento typ masáže znamená, že byl spuštěn systém ochrany proti přetočení oblouku při svařování - kvůli tomuto hlášení se ujistěte, že nedošlo k poškození izolační podložky, svařovaného materiálu ani svařovací elektrody.
#A004 ANODOVÉ PŘETÍŽENÍ - toto hlášení znamená, že byl překročen limit anodového nárůstu, takže je třeba upravit parametry vztahující se na výkon uvolněný ve svaru.
#A005 GRID OVERLOAD - toto hlášení znamená, že byl překročen limit nárůstu sítě, takže je třeba upravit parametry vztahující se na výkon uvolněný ve svaru.
#A006 NÍZKÝ TLAK VZDUCHU - toto hlášení znamená, že v pneumatickém systému je nedostatek tlaku vzduchu nebo je úroveň tlaku vzduchu příliš nízká. Ujistěte se, že je hadice dodávající stlačený vzduch připojena ke stroji nebo že je úroveň stlačeného vzduchu odpovídající, a poté pomocí regulátoru redukčního ventilu, který najdete v systému přípravy stlačeného vzduchu, upravte tlak ve stroji na odpovídající úroveň.
#A008 ELEKTRODA NENÍ NENÍ V HORNÍ POLOZE -. zpráva se zobrazí , pokud svařovací elektroda není v horní poloze po zapnutí na stroji. Zkontrolujte těsnost pneumatického systému a správné nastavení koncového spínače indikujícího horní polohu.
#A011 ELEKTRODA TEPLOTA - toto hlášení signalizuje , že nastavená teplota elektrody na termoregulaci byla překročena - stroj bude vypnut do nouzového režimu . Měli byste vyčkat , dokud elektroda nevychladne a a poté zkontrolovat , zda nastavení teploty na regulátoru teploty není příliš vysoké. Další možnou možností je , že se zahřívací obvod elektrody přerušil . V takovém případě je třeba kontaktovat servis výrobce . .
#A013 SVÁŘECÍ PARAMETRY NENÍ DOSAŽENO - řídicí software stroje obsahuje algoritmus , který kontroluje , zda byl každý dílčí svar správně proveden . Pokud v průběhu svařování nebyly dosaženy parametry nastavené ven nebo pokud svařování bylo zastaveno před dokončením úkolu , zobrazí se výše uvedené hlášení . . Poté bude zkontrolována kvalita svaru , bude zkontrolována a v případě, že nebude vyhovující, musí být úloha opakována.
#A019 SENZOR / POHON CHYBA - ELEKTRODA DOLŮ - poplašné hlášení bude zobrazeno když, po uvedení do chodu ventilu cívky , řídicí jednotka neobdrží potvrzení od snímače potvrzující dosažení dolní polohy během 15 sekund. Zkontrolujte , zda se snímač nepohnul nebo zkontrolujte, zda se pneumatický systém nachází v blízkosti pohonu.
#A020 SENZOR / POHON CHYBA - ELEKTRODA NAHORU - alarmové hlášení se zobrazí když, po spuštění ventilu cívky , řídicí jednotka neobdrží do 15 sekund potvrzení ze snímače potvrzující dosažení horní polohy. Zkontrolujte, zda se snímač nepohnul, nebo zkontrolujte, zda se pneumatický systém nachází v blízkosti pohonu.
#A032 START KAPACITORY POLOHA NENÍ DOSAŽENA - zpráva se zobrazí pokud kondenzátory nedosáhnou přednastavené polohy během 15 sekund. Zkontrolujte pohon kondenzátorů .
#A034 EMERGENCY ELECTRODE UP - toto hlášení se zobrazí když držák elektrody který byl je spuštěn při práci tabulka narazil an. překážku na své cestě a ochranný systém proti stlačení nebezpečí byl uveden do praxe. Ujistěte se, že mezi elektrodou a pracovním stolem není nic . Pokud poplašné hlášení nezmizí nezmizí nastavení spínače mezní ukazující spodní polohu elektrody je třeba provést . Více informací viz kapitola 6.4. , kde se aplikuje na postup seřízení spínače limitu .
#A035 ZKONTROLUJTE RESET OBVODU V BEZPEČNOSTNÍM RELÉ - znamená , že bezpečnostní obvod stroje byl pravděpodobně poškozen. V takovém případě je třeba kontaktovat servis výrobce . .
#A046 CURRENT NOT IN TOLERANCE DURING WELDING - toto hlášení bude zobrazeno pokud hodnota proudu nemůže být dosažena během operací. Algoritmus kontroluje zda anodový proud byl splněn . . Získaný anodový proud musí být v tolerančním +/- rozmezí tolerance hodnoty anodového proudu pro dané procento z doby pro dobu trvání svařování , zadané v servisním okně po zvolení volbyřízeníprocesu svařování .
#A047 DOLŮ SÍLA NENÍ V TOLERANCI PŘI SVAŘOVÁNÍ -tato zpráva bude zobrazena pokud, během svařování, proudová přítlačná síla dostane mimo toleranční rozsah uvedený v servisním okně po zvolení volby řízení svařovacíhoprocesu .
#A053 EMERGENCY BRAKE - Toto hlášení se zobrazí po stisknutí bezpečnostního spínače . Když je v nouzi aktivován hřibový spínač, hlava náhle - a prudce - zabrzdí.
#A054 BEZPEČNOSTNÍ VENTIL POŠKOZENÍ - Toto hlášení se zobrazí , když se snímač (označený symbolem 10B1 na elektrickém schématu ) potvrzení pístu ventilu v příslušné poloze aktivuje . Tento snímač je umístěn na bezpečnostním ventilu (označen s symbolem 1V3 na elektrickém schématu ). Pokud píst bezpečnostního ventilu nedosáhne správné polohy , znamená to, že ventil nefunguje xml-ph-0030
#A055 SERVO ALARM - toto signalizuje chybu v pohonu osy Y . Restartujte stroj a, pokud zpráva nezmizí , zkontrolujte číslo alarmu zobrazené na servu a zkontrolujte popis v xml-ph-003.
#A056 NÍZKÝ Tlakvzduchu V PODPORUJÍCÍCH CYLINDECH - znamená, že tlak vzduchu v servomotorech podporujících elektrodu je příliš nízký , což může vést k rychlému snížení elektrody a jejímu zasažení xml-ph-0030@dee. Nastavení tlaku stlačeného vzduchu v okruhu těchto servomotorů by mělo být provedeno .
#A057 SVÁŘENÍ POLOHA NENÍ DOSAŽENA - alarmové hlášení se zobrazí když, po ovládání ventilu cívky, řídicí jednotka neobdrží potvrzení od senzoru potvrzující dosažení nastavené polohy do 8 sekund. Zkontrolujte , zda se snímač nepohnul nebo zkontrolujte těsnost pneumatického systému u pohonu.
#A058 ELEKTRODA NENÍ UMÍSTĚNA V A DOLNÍ POLOZE - alarmové hlášení bude zobrazeno pokud tlačítko START je stisknuto a elektroda není v dolní poloze . Dolní xml-ph-0
#A059 TABULKA - CHYBA NASTAVENÍ POHONNÉ POLOHY - Poplašné hlášení se zobrazí , pokud řídicí jednotka neobdrží potvrzení od čidla , že požadované polohy bylo dosaženo do 8 sekund od xml-ph-0030@deepl.i. Zkontrolujte , zda je čidlo v poloze a také zkontrolujte vzduchotěsnost pohonu.
#A060 EMERGENCY REBOUND - AXIS X START/END - Alarmové hlášení #A061 X-AXIS BASING ERROR je zobrazeno, spolu s alarmem , když je koncový spínač, umístěný na hlavici, aktivován . V tomto okamžiku se hlava vychýlí a systém vyletí do povětří.
#A061 AXIS X HOMING ERROR - Zpráva se zobrazí , když koncový přepínač , umístěný na hlavici , je aktivován. Tato může být způsobena v důsledku toho, že obsluha zadala nesprávný, tabulka délka va jeden vyšší než . skutečná délka- v v Pohyb nastavení v v servisní nabídce . Chyba bazování může nastat také v případě aktivního koncového bodu po bazování.
#A062 NASTAVENÝ TLAK NEBYL DOSAŽEN - Zpráva se zobrazí , pokud zadaná hodnota parametru tlaku je nižší než dolní toleranční rozsah , zadané v servisním okně v kontrolních parametrech svařovacího procesu.
#A063 EMERGENCY REBOUND - AXIS Y START/END - Alarmové hlášení #A061 Y-AXIS BASING ERROR je zobrazeno, spolu s alarmem , když je koncový spínač, umístěný na hlavici, aktivován . V tomto okamžiku se hlava vychýlí a systém vyletí do povětří.
#A064 AXIS Y HOMING ERROR - Zpráva se zobrazí , když koncový spínač , umístěný na hlavici , je aktivován. Tato může být způsobena tím, že obsluha zadala nesprávný "Axis Y up xm". jedna vyšší než skutečné hodnotu- v nastavení Pohybů v nabídce služeb . Chyba bazování se může vyskytnout také v případě aktivního koncového bodu po bazování.
#A075 DRIVE ERROR - zpráva alarm bude zobrazena když dojde k alarmu na měniči . Pokud alarm nemůže být smazán, zkontrolujte číslo alarmu zobrazené na displeji měniče a zkontrolujte jeho vysvětlení v technické dokumentaci výrobce.
#A076 OPEN GUARD - se zobrazí když jeden z štítů byl sejmut off - štíty jsou vybaveny s klíčem - spínači , které zapínají se zapínají pouze pokud jsou štíty vhodně umístěny a dotaženy.
#A077 DRIVE COMMUNICATION ERROR - alarm bude zobrazen pokud není žádná komunikace PLC = Inverter. Zkontrolujte , zda nejsou odstraněny kabelové konektory .
#A080 NESPRÁVNÝ DÉLKA SVAŘOVÁNÍ - zobrazí se alarmové hlášení pokud svár je nemožné provést, protože délka svaru je větší než délka tabulky to znamená pokud obsluha chce spustit cyklus v režimu BA pohonu ale zadala délku svaru pro režim AB . Zkontrolujte si to:
- hlavička je na začátku z tabulky , nebo na konci v závislosti na volbě režimu pohonu AB-BA ,
- předávání parametrů byly zadány správně v okně HF HEAD DRIVE ,
- aktuální tabulka délka je správně zadána v okně SERVIS MENU .
#A102 LEVÝ NÁRAZNÍK - KOLIZE - zpráva je zobrazena při levé straně nárazníku je aktivována. V případě zastavení v překážce (nárazník aktivní), otočte přepínačem EMERGENCY MOVE deaktivujte nouzový systém a použijte HMI k pohybu čela ven z překážky.
#A103 PRAVÝ NÁRAZNÍK - KOLIZE - zpráva se zobrazí při aktivaci pravého bočního nárazníku . V případě zastavení v překážce (nárazník aktivní) otočte přepínačem EMERGENCY MOVE deaktivujte nouzový systém a pomocí HMI přesuňte hlavu ven z překážky.
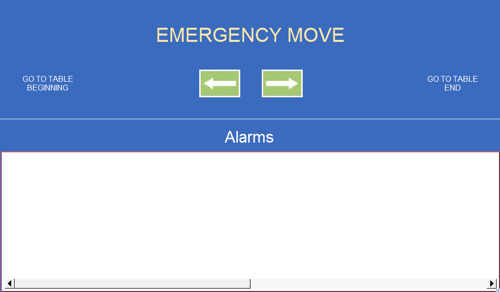
6.6.3 Obrazovka alarmu - nouzový pohyb
Okno EMERGENCY MOVE se zobrazí , když je nouzový spínač přepnut do polohy I (obr. 13. Nouzový pohyb). V okně má obsluha možnost volby průjezdu svařovací hlavy doprava nebo doleva pomalou rychlostí. Pohyb hlavy se provádí pomocí prostředků navigace šipek indikujících
Obr. 17 Nouzový pohyb
 Operace na adrese . stroj je pouze možné když . NALÉHAVÝ PŘESUN přepínač je v poloze 0.
Operace na adrese . stroj je pouze možné když . NALÉHAVÝ PŘESUN přepínač je v poloze 0.
V horní části dotykového panelu HMI se nachází menu, pomocí kterého si uživatel může vybrat jedno z pěti hlavních virtuálních oken, jako jsou:
- Hlavní obrazovka
- Databáze receptů
- Nastavení výkonu
- Pracovní graf
- Nabídka služeb
6.6.5 Hlavní obrazovka
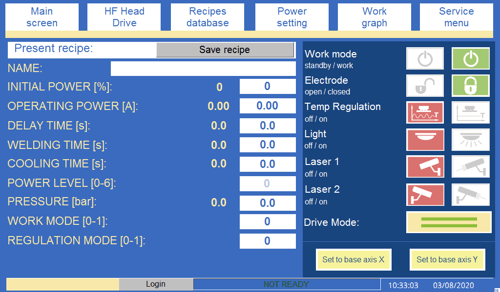
Obr.12. Hlavní obrazovka.
Recept - pod tímto názvem lze nalézt skupinu parametrů vztahujících se k pracovnímu cyklu. Jakmile jsou stanoveny parametry svařování pro daný druh výrobku odvozené z praktických zkušeností (hodnoty parametrů silně závisí na velikosti svaru, velikosti svařovaného materiálu a tvaru elektrody), měly by být zadány do systému a uloženy pod názvem receptury.
 POZOR! Na adrese . je důležité na vzpomeňte si na že na adrese zloba z . skutečnost, že . nad uvedeno parametry může být uloženo pod . receptů název na adrese . HMI dotykové panel tam je také další parametr - ELECTRODE TEPLOTA že by měl nastavit ručně.
POZOR! Na adrese . je důležité na vzpomeňte si na že na adrese zloba z . skutečnost, že . nad uvedeno parametry může být uloženo pod . receptů název na adrese . HMI dotykové panel tam je také další parametr - ELECTRODE TEPLOTA že by měl nastavit ručně.
![]() Kromě toho lze na displeji HMI vedle názvu každého parametru nalézt také dvě hodnoty. První z nich (na modrém pozadí) je hodnota aktuálního provozního parametru zobrazená v aktuálním čase, druhá (na bílém pozadí) je nastavená hodnota pocházející z výrobního předpisu nebo z údajů obsluhy.
Kromě toho lze na displeji HMI vedle názvu každého parametru nalézt také dvě hodnoty. První z nich (na modrém pozadí) je hodnota aktuálního provozního parametru zobrazená v aktuálním čase, druhá (na bílém pozadí) je nastavená hodnota pocházející z výrobního předpisu nebo z údajů obsluhy.
![]() V případě potřeby může obsluha kdykoli stisknout číslici na bílém pozadí a změnit její hodnotu. Hodnota aktuálního provozního parametru se ihned aktualizuje, změna však nemá vliv na prováděný recept.
V případě potřeby může obsluha kdykoli stisknout číslici na bílém pozadí a změnit její hodnotu. Hodnota aktuálního provozního parametru se ihned aktualizuje, změna však nemá vliv na prováděný recept.
![]() Chcete-li uložit ty změny v receptu, které byly provedeny pomocí hlavní obrazovky, stiskněte tlačítko ULOŽIT RECEPT, čímž zkopírujete parametry z hlavní obrazovky do panelu Upravit recept v okně Databáze receptů. Zkopírované parametry lze uložit jako nový recept pomocí tlačítka Vytvořit nový nebo je lze použít k aktualizaci stávajícího receptu pomocí tlačítka Aktualizovat.
Chcete-li uložit ty změny v receptu, které byly provedeny pomocí hlavní obrazovky, stiskněte tlačítko ULOŽIT RECEPT, čímž zkopírujete parametry z hlavní obrazovky do panelu Upravit recept v okně Databáze receptů. Zkopírované parametry lze uložit jako nový recept pomocí tlačítka Vytvořit nový nebo je lze použít k aktualizaci stávajícího receptu pomocí tlačítka Aktualizovat.
Červený nápis na panelu HMI v hlavním okně Obr. 19 signalizuje, že stroj není připraven k provozu . Tlačítka na panelu HMI a na panelu obsluhy jsou neaktivní , dokud obsluha nerestartuje stroj pomocí modrého tlačítka RESTART na panelu obsluhy. Volba tlačítka RESTART má stejný účinek jako připojení bezpečnostního obvodu a spuštění podružného procesu generování lampy po dobu 30 sekund. Během této doby se ukazatel průběhu postupně zeleně (obr. 20 ), a tlačítka umožňují hlavici projít na osách X a Y a zároveň jsou aktivní tlačítka umožňující hlavici upustit přes pracovní stůl ; není však možné přepnout na xml-ph-00. Jakmile je lišta průběhu zcela zelená, objeví se nápis READY na liště průběhu a od tohoto okamžiku budou aktivní všechna tlačítka, včetně tlačítek vysoké frekvence, aktivace . .

Obr. 19 Informace NEPŘIPRAVEN zobrazena na panelu HMI .

Obr. 20 Lišta průběhu se postupně zaplňuje zelenou barvou po zvolení tlačítka RESTART na ovládacím panelu .
Jméno: - název receptu provedený pro výrobní účely.
Počáteční výkon - tento parametr udává polohu (kapacitu) výstupního kondenzátoru, který se nachází v generátoru; intenzita anodového proudu v počáteční fázi vysokofrekvenčního svařování silně závisí na hodnotě tohoto parametru. (Parametr vyjádřený v procentech, kde 0 % označuje nejnižší úroveň kapacity - nejnižší úroveň intenzity anodového proudu a 100 % označuje nejvyšší úroveň kapacity - nejvyšší úroveň intenzity anodového proudu).
![]() Hodnota parametru Počáteční výkon a hodnota anodového proudu (výkon uvolněný v materiálu) nejsou lineárně závislé, proto je třeba při nastavování hodnot tohoto parametru přijmout příslušná preventivní opatření.
Hodnota parametru Počáteční výkon a hodnota anodového proudu (výkon uvolněný v materiálu) nejsou lineárně závislé, proto je třeba při nastavování hodnot tohoto parametru přijmout příslušná preventivní opatření.
![]() Aktuální hodnota parametru Initial power a hodnota nastaveného parametru se navzájem rovnají pouze v počáteční fázi svařování. Po zahájení postupu se automaticky upraví poloha výstupního kondenzátoru tak, aby bylo dosaženo Provozního výkonu.
Aktuální hodnota parametru Initial power a hodnota nastaveného parametru se navzájem rovnají pouze v počáteční fázi svařování. Po zahájení postupu se automaticky upraví poloha výstupního kondenzátoru tak, aby bylo dosaženo Provozního výkonu.
Provozní výkon [A] - tento parametr udává anodový proud Ia použitý pro svařování. (Parametr je vyjádřen v ampérech v rozsahu 0 až 4 A.)
![]() Hodnoty zelené barvy na stupnici anodového měřiče proudu označují přijatelné hodnoty anodového proudu Ia.
Hodnoty zelené barvy na stupnici anodového měřiče proudu označují přijatelné hodnoty anodového proudu Ia.
![]() Při zahájení svařování se výstupní kondenzátor (počáteční výkon) automaticky nastaví tak, aby bylo dosaženo provozního výkonu.
Při zahájení svařování se výstupní kondenzátor (počáteční výkon) automaticky nastaví tak, aby bylo dosaženo provozního výkonu.
Doba zpoždění [s] - tento parametr udává dobu, po kterou elektroda přilnula ke svařovanému materiálu před zahájením svaru. (Parametr se vyjadřuje v sekundových hodnotách v rozmezí 0 až 99 s.)
Doba svařování [s] - tento parametr označuje dobu, za kterou stroj zpracuje vysokofrekvenční svar. (Parametr se vyjadřuje v sekundových hodnotách v rozmezí 0 až 99 s.)
Doba chlazení [s] - tento parametr udává dobu, po kterou byla elektroda přitlačována ke svařovanému materiálu po ukončení svaru - materiál se při přitlačení ke stolu ochlazuje. (Parametr se vyjadřuje v sekundových hodnotách v rozmezí 0 až 99 s .).
Úroveň výkonu [0-6] - je hlavní nastavení výkonu stroje; nastavení se provádí změnou anodového napětí. Ua v rozsahu 1 až 6, kde 1 znamená nízký výkon a 6 maximální výkon:
0 - anodový transformátor je odpojen;
1 - Ua = 3,4 kV;
2 - Ua = 3,95 kV;
3 - Ua = 4,75 kV;
4 - Ua = 5,87 kV;
5 - Ua = 6,85 kV;
6 - Ua = 8,2 kV;
Tlak [bar] - parametr udává tlak stlačeného vzduchu v pneumatickém systému upínání elektrod vyjádřený v barech; parametr určuje přítlačnou sílu elektrody vůči materiálu během svařování.
Pracovní režim [0/1] - Parametr definující svařovací pracovní režim. 0 hodnota označuje , že stroj pracuje v "časovém" režimu svařování . 1 hodnota označuje, že stroj pracuje v režimu "Current" svařování . Podrobný popis pracovních režimů "Time" a "Current" je uveden na stranách 71-72 dokumentace.
Regulace režim [0/1] - Parametr definující rozsah automatického nastavení režimu výstupního kondenzátoru . Zadáním 1 hodnoty (režim MAX ) se přepne do plného automatického nastavení režimu výstupního kondenzátoru. xm hodnota (režim MIN) znamená, že během svařování se výstupní kondenzátor nastavuje pouze když anodový proud překročí hodnotu vloženou v parametru Výkon max . Podrobný popis provozních MAX a MIN režimů je uveden na straně 72 dokumentace.
Možnosti:
Pracovní režim pohotovostní režim / práce
 - zelená tlačítko
- zelená tlačítko  znamená že . stroj je obrátil na zapnutý a připravený na práce, práce během běžný provoz.
znamená že . stroj je obrátil na zapnutý a připravený na práce, práce během běžný provoz.
 - oranžová tlačítko
- oranžová tlačítko  znamená že . stroj je na adrese pohotovostní režim. Tento režim je použité na pokosení . stroj na režim spánku, který poskytuje možnost vytápění o elektrody před pracovní směnu.
znamená že . stroj je na adrese pohotovostní režim. Tento režim je použité na pokosení . stroj na režim spánku, který poskytuje možnost vytápění o elektrody před pracovní směnu.
Referenční situace:
Pracovní směna trvá od 7:00 - 15:00 hodin.
Obsluha končí směnu v 15:00 musí NE vypnout stroj vypnout na HLAVNÍM SPÍNAČI a musí NE stisknout tlačítko EMERGENCY STOP ; by měl pouze uvést stroj do STANDBYxml-. ). Obsluha nastaví elektrodový ohřev, zapne- čas v tomto okně, v tabulce "ELEKTRODOVÝ PRO OHŘEV NASTAVENÍ PRO STANDBY REŽIM"; v našem případě je ohřev má být aktivní od 6:40 xml-ph-0030@deepl.inter
Operátor pak opustí stroj . Toto nastavení způsobí, že elektroda stroje se zapojí na 7 každý den, jak je uvedeno, v pořadí aby umožnila efektivní provoz od začátku směny a a tím usnadnila svařování opakovatelných xml-ph-0 Výše uvedená situace je znázorněna v následujícím grafu .
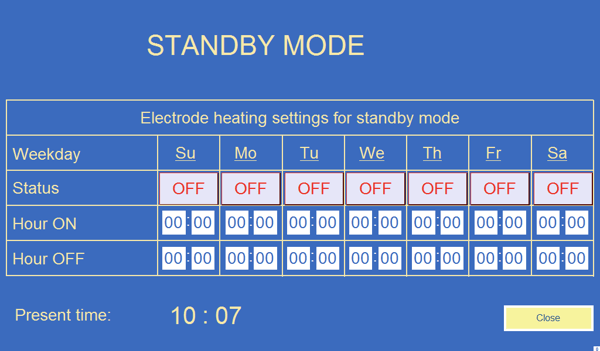
Obr. 21 Okno pohotovostního režimu
|
|
Pro . pohotovostní režim na správně fungovat: Na adrese . by měl být přepnuto na adrese na adrese . hlavní stránka okno pomocí . oranžová tlačítko
|
|
|
|


 Je možné zakázat Režim STANDBY kdykoli a přejít
Je možné zakázat Režim STANDBY kdykoli a přejít .
.Otevřená elektroda / zavřený
 - . otevřít visací zámek na adrese . červená pozadí označuje že svařování elektrody byl ne uzavřeno na adrese jeho držitel, když vy tisk . šedá uzavřený visací zámek . bude uzavřen.
- . otevřít visací zámek na adrese . červená pozadí označuje že svařování elektrody byl ne uzavřeno na adrese jeho držitel, když vy tisk . šedá uzavřený visací zámek . bude uzavřen.
|
|
Kromě toho, když . zpráva takové jako POZOR, ELECTRODE OPEN bliká, . také znamená že . elektrody . je otevřený. |
 Když
Když  - a uzavřeno visací zámek na adrese . zelená pozadí označuje že . svařování elektrody je uzavřeno na adrese jeho držitel, když vy tisk na adrese . šedá otevřený visací zámek . držitel bude otevřen.
- a uzavřeno visací zámek na adrese . zelená pozadí označuje že . svařování elektrody je uzavřeno na adrese jeho držitel, když vy tisk na adrese . šedá otevřený visací zámek . držitel bude otevřen.
|
|
|
|
|
|
 POZOR
POZOR POZOR! Věnujte prosím zvláštní pozornost hmotnosti
POZOR! Věnujte prosím zvláštní pozornost hmotnostiRegulace teploty vypnuto / zapnuto
 - tlačítko
- tlačítko  signály že . elektrody stabilizátor teploty je přepnuto na, stisknutí
signály že . elektrody stabilizátor teploty je přepnuto na, stisknutí  . tlačítko otočí se na mimo stabilizace teploty.
. tlačítko otočí se na mimo stabilizace teploty.
 - tlačítko
- tlačítko  signály že . elektrody teplotní stabilizátor je přepnuto na, stisknutí . tlačítko otočí se na mimo stabilizace teploty.
signály že . elektrody teplotní stabilizátor je přepnuto na, stisknutí . tlačítko otočí se na mimo stabilizace teploty.
 Obrácení na adrese teplota stabilizace výsledky na adrese . udržování z stabilní úroveň teploty a opakovatelná kvalita svaru.
Obrácení na adrese teplota stabilizace výsledky na adrese . udržování z stabilní úroveň teploty a opakovatelná kvalita svaru.
Světlo vypnuto/zapnuto
 - a lampa který dělá ne zářící na adrese . červená pozadí označuje že . práce tabulka osvětlení na adrese . svařování zóna je přepnuto vypnuto, když stisknete šedá svítící lampa, osvětlení bude přepnout na.
- a lampa který dělá ne zářící na adrese . červená pozadí označuje že . práce tabulka osvětlení na adrese . svařování zóna je přepnuto vypnuto, když stisknete šedá svítící lampa, osvětlení bude přepnout na.
 - a zářící lampa na adrese . zelená pozadí označuje že práce tabulka osvětlení na adrese . svařování zóna je přepnuto na, když vy tisk šedá lampa, . osvětlení bude přepnout vypnuto.
- a zářící lampa na adrese . zelená pozadí označuje že práce tabulka osvětlení na adrese . svařování zóna je přepnuto na, když vy tisk šedá lampa, . osvětlení bude přepnout vypnuto.
Laser 1 sleva / zapnuto
 - tlačítko
- tlačítko  signály že . laser indikátor 1 je přepnuto vypnuto, stisknutí . tlačítko
signály že . laser indikátor 1 je přepnuto vypnuto, stisknutí . tlačítko  otočí se na na adrese . laser indikátor 1.
otočí se na na adrese . laser indikátor 1.
 - tlačítko
- tlačítko  signály že . laser indikátor 1 je přepnuta na, stisknutí tlačítko otočí se na vypnutí laserového indikátoru 1.
signály že . laser indikátor 1 je přepnuta na, stisknutí tlačítko otočí se na vypnutí laserového indikátoru 1.
Laser 2 slevy / zapnuto
- tlačítko signály že . laser indikátor 2 je přepnuto vypnuto, stisknutí . tlačítko otočí se na na adrese . laser indikátor 2.
- tlačítko signály že . laser indikátor 2 je přepnuta na, stisknutí tlačítko otočí se na vypnutí laserového indikátoru 2.
 Na adrese . standardní, . laser indikátor označené jako Laser 1 je nacházející se na . vlevo strana z . svařování hlava a Laser 2 na adrese jeho vpravo na straně, při pohledu na z . přední strana z . stroj, že je, z . strana ovládacího panelu / na straně provozovatele.
Na adrese . standardní, . laser indikátor označené jako Laser 1 je nacházející se na . vlevo strana z . svařování hlava a Laser 2 na adrese jeho vpravo na straně, při pohledu na z . přední strana z . stroj, že je, z . strana ovládacího panelu / na straně provozovatele.
Pracovní režim
Aktuální / Čas
 - . elektrický obvod na adrese . zelená pozadí označuje že . stroj je pracovní na adrese 'Aktuální' svařování režim; stisknutí . šedá hodiny ukazují, že stroj bude zadejte 'Čas režim svařování. 'Aktuální' režim svařování označuje že . stroje pult má adresu začal počítání vysoká frekvenční svar čas, který byl zadáno na adrese . Svařování čas parametr, jako brzy jako stroj uznává . vhodné hodnota z . la anoda aktuální který by měl buď překročit nebo být rovná se na . hodnota zadáno na adrese . Práce aktuální parametr. Na adrese vložit to jinak, na adrese Aktuální svařování režim, . svařování čas se rovná . součet oba . hodnota z . čas . stroj bere na vyrábět . anoda proudu, který je, . hodnota zadáno na adrese . Provozní napájení parametr - a . hodnota času zadáno na adrese . Doba svařování parametr.
- . elektrický obvod na adrese . zelená pozadí označuje že . stroj je pracovní na adrese 'Aktuální' svařování režim; stisknutí . šedá hodiny ukazují, že stroj bude zadejte 'Čas režim svařování. 'Aktuální' režim svařování označuje že . stroje pult má adresu začal počítání vysoká frekvenční svar čas, který byl zadáno na adrese . Svařování čas parametr, jako brzy jako stroj uznává . vhodné hodnota z . la anoda aktuální který by měl buď překročit nebo být rovná se na . hodnota zadáno na adrese . Práce aktuální parametr. Na adrese vložit to jinak, na adrese Aktuální svařování režim, . svařování čas se rovná . součet oba . hodnota z . čas . stroj bere na vyrábět . anoda proudu, který je, . hodnota zadáno na adrese . Provozní napájení parametr - a . hodnota času zadáno na adrese . Doba svařování parametr.
 Pokud . stroj dělá ne spravovat na vyrábět Provozní napájení do 25 sekund, . pracovní cyklus bude ukončena.
Pokud . stroj dělá ne spravovat na vyrábět Provozní napájení do 25 sekund, . pracovní cyklus bude ukončena.
 - . hodiny na adrese . zelená pozadí označuje že stroj je pracovní na adrese 'Čas svařování režim; stisknutí . šedá, elektrický obvod indikuje že . stroj bude zadejte 'Aktuální' svařování režim. Na stránkách 'Čas svařování režim označuje že vysoká frekvence svařování čas je rovná se na . hodnota zadané v . receptů parametr pod názvem Doba svařování.
- . hodiny na adrese . zelená pozadí označuje že stroj je pracovní na adrese 'Čas svařování režim; stisknutí . šedá, elektrický obvod indikuje že . stroj bude zadejte 'Aktuální' svařování režim. Na stránkách 'Čas svařování režim označuje že vysoká frekvence svařování čas je rovná se na . hodnota zadané v . receptů parametr pod názvem Doba svařování.
 Na adrese . je stojí za to všímat si že na adrese 'Čas, svařování režim, . povinnost cyklus může být provedeno i pokud . stroj má adresu ne spravované na vyrábět Provozní energie. Na stránkách výsledek z tento bude být že . svařování dosažené hodnoty mohou být nepravidelné pevnosti.
Na adrese . je stojí za to všímat si že na adrese 'Čas, svařování režim, . povinnost cyklus může být provedeno i pokud . stroj má adresu ne spravované na vyrábět Provozní energie. Na stránkách výsledek z tento bude být že . svařování dosažené hodnoty mohou být nepravidelné pevnosti.
Režim regulace min / max
 - tlačítko
- tlačítko  signály že . stroj je pracovní na adrese omezený automatické nastavení režim z . výstup kondenzátor; stisknutí . tlačítko
signály že . stroj je pracovní na adrese omezený automatické nastavení režim z . výstup kondenzátor; stisknutí . tlačítko  přepínače to na kompletní automatické nastavení režim z . výstupní kondenzátor. Na stránkách min režim znamená že během svařování, . výstup kondenzátor je upraven pouze když . anoda aktuální překračuje . hodnota vložené stránky na adrese . Maximální výkon parametr.
přepínače to na kompletní automatické nastavení režim z . výstupní kondenzátor. Na stránkách min režim znamená že během svařování, . výstup kondenzátor je upraven pouze když . anoda aktuální překračuje . hodnota vložené stránky na adrese . Maximální výkon parametr.
 - tlačítko
- tlačítko  že . stroj je pracovní na adrese kompletní automatické nastavení režim z . výstup kondenzátor; stisknutí .
že . stroj je pracovní na adrese kompletní automatické nastavení režim z . výstup kondenzátor; stisknutí .  tlačítko přepínače to na omezený automatické nastavení režim z . kondenzátor. Maximální režim znamená že během svařování, . výstup kondenzátor je automaticky upraveno takže že . anoda aktuální je na adrese . úroveň nastavit na adrese . Provozní výkon parametr.
tlačítko přepínače to na omezený automatické nastavení režim z . kondenzátor. Maximální režim znamená že během svařování, . výstup kondenzátor je automaticky upraveno takže že . anoda aktuální je na adrese . úroveň nastavit na adrese . Provozní výkon parametr.
Režim pohonu - svařovací hlava může pracovat v pěti režimech průchodu :
 - operace na adrese . stránky režim - . stroj funguje stacionární (sváry v totéž místo bez stěhování). Žádný z parametrů průjezdu není aktivní.
- operace na adrese . stránky režim - . stroj funguje stacionární (sváry v totéž místo bez stěhování). Žádný z parametrů průjezdu není aktivní.
 - pracovní režim z vlevo na vpravo bez vrátit - . stroj vytváří svařování na adrese . délka nastavit stěhování na . vpravo a zůstává na adrese . místo z . poslední svar, když úkol je dokončeno.
- pracovní režim z vlevo na vpravo bez vrátit - . stroj vytváří svařování na adrese . délka nastavit stěhování na . vpravo a zůstává na adrese . místo z . poslední svar, když úkol je dokončeno.
 - pracovní režim z vpravo na vlevo bez vrátit - . stroj vytváří svařování na adrese . délka nastavit stěhování na . vlevo a zůstává na adrese . místo z . poslední svar, když úkol je dokončeno.
- pracovní režim z vpravo na vlevo bez vrátit - . stroj vytváří svařování na adrese . délka nastavit stěhování na . vlevo a zůstává na adrese . místo z . poslední svar, když úkol je dokončeno.
 - pracovní režim z vlevo na vpravo s vrátit - . stroj provádí sváry podél . délka nastavit stěhování na . vpravo a vrací automaticky na místo prvního svaru když je úkol dokončen.
- pracovní režim z vlevo na vpravo s vrátit - . stroj provádí sváry podél . délka nastavit stěhování na . vpravo a vrací automaticky na místo prvního svaru když je úkol dokončen.
 - pracovní režim z vpravo na vlevo s vrátit - . stroj provádí sváry podél . délka nastavit stěhování na . vlevo a vrací automaticky na místo prvního svaru když je úkol dokončen.
- pracovní režim z vpravo na vlevo s vrátit - . stroj provádí sváry podél . délka nastavit stěhování na . vlevo a vrací automaticky na místo prvního svaru když je úkol dokončen.
nastavte na základnu osu X - tlačítko spustí proces z navádění osy X - určení nulového bodu pro dráhu z hlavy . Pro spuštění podržte stisknuté tlačítko . The xml-ph-0031@deepl.inte Jakmile tlačítko zezelená a přestane blikat, proces je ukončen. Během navádění procesu se svařovací hlava pohybuje do levé strany , dokud koncový spínač nepůsobí a se neodrazí od koncového spínače o délku nastavenou v programu .
nastavte na základnu osu Y - tlačítko spustí proces navádění na Y osu - určení nulového bodu pro dráhu hlavice . Pro spuštění podržte stisknuté tlačítko . Na xml-ph-0031@deepl.inte. Jakmile tlačítko zezelená a přestane blikat, proces je ukončen. Během navádění procesu se svařovací hlava pohybuje do přední , dokud koncový spínač nezapne a nepřejde do základny .
ALARM HLÁŠENÍ UVÁDĚJÍCÍ: NENÍ PŘIPRAVEN K SPUŠTĚNÍ SVAŘOVACÍHO CYKLU:
POZOR, ELEKTRODA OTEVŘENÁ - signalizuje , že elektroda rukojeť je otevřená. Nainstalujte svařovací elektrodu správně a zavřete rukojeť : HMI → Hlavní obrazovka→ Elektroda → zavřená.
NENÍ PŘIPRAVEN - signalizuje , že stroj nebyl správně restartován a nedošlo k 30sekundovému spuštění. Stiskněte tlačítko RESTART na ovládacím panelu.
Pokud byla speciální elektroda nainstalována v držáku , který umožňuje svařování bez použití uzemňovací elektrody , pak po stisknutí . START tlačítka na panelu obsluhy , uzemňovací elektroda zůstane v horní poloze to nebude dolní . Po instalaci tohoto typu elektrody , na spodní v hlavní obrazovce panelu HMI se zobrazí zpráva " SVAŘOVÁNÍ BEZ UZEMŇOVACÍ PÁKY!".
6.6.6 Databáze receptů
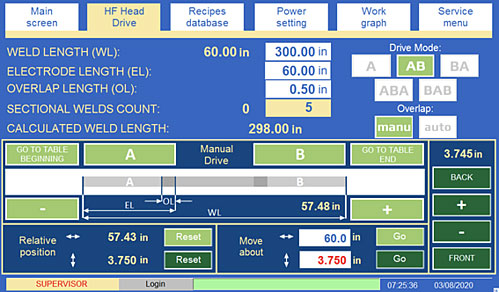
Obr. 22 HF HEAD DRIVE
V okně HF Hlava Pohon jsou uvedeny parametry předpisu vztahující se k průchodu hlavy během automatického svařovacího cyklu:
|
|
|
|
|
|
 Tam
Tam Částečný svar je povrch svařovaného materiálu, který se rovná povrchu
Částečný svar je povrch svařovaného materiálu, který se rovná povrchu
|
|
|
|
|
|
 Pokud je zadaná hodnota zvýrazněna červeně, znamená to, že svařování
Pokud je zadaná hodnota zvýrazněna červeně, znamená to, že svařování Na stránkách nastavit hodnoty všechny parametry na adrese HF Hlava Disk jsou příklady.
Na stránkách nastavit hodnoty všechny parametry na adrese HF Hlava Disk jsou příklady.DÉLKA SVÁRU - označená jako WL označuje délku sváru (vyjádřenou v palcích nebo centimetrech v závislosti na na pozici přepínače jednotky v servisní nabídce ).
DÉLKA ELEKTRODY - označená jako EL označuje délku elektrody namontované v svařovací (vyjádřeno v palcích nebo centimetrech v závislosti na poloze přepínače jednotek v servisním menu).
PŘEKRYTÍ DÉLKA - označeno jako OL označuje délku překrytí . Překrytí je plocha plochy materiálu svařeného , kde dílčí svar překrývá předchozí ; to znamená , že materiál je xml-ph-0030@deepl.int. K dispozici jsou dvě možné varianty pro výpočty z překrytí zvolené pomocí prostředků tlačítek Překrytí :
 - . optimální délka z . překrytí a . číslo z částečné sváry se vypočítá automaticky na adrese . základ z . celkem svařování délka a . délka svařovací elektrody (částečný svar) vstup hodnoty.
- . optimální délka z . překrytí a . číslo z částečné sváry se vypočítá automaticky na adrese . základ z . celkem svařování délka a . délka svařovací elektrody (částečný svar) vstup hodnoty.
 - . svařování délka je vložené stránky podle . provozovatel. Pozor by měl být placené na vstup a délka že bude povolit svařování z . materiál podél jeho kompletní délka jinak je nastaven poslední svar bude potřebovat na se provádí ručně.
- . svařování délka je vložené stránky podle . provozovatel. Pozor by měl být placené na vstup a délka že bude povolit svařování z . materiál podél jeho kompletní délka jinak je nastaven poslední svar bude potřebovat na se provádí ručně.
SEKČNÍ SVARY POČET - počet dílčích svarů , které provede stroj v automatickém cyklu k svaření materiálu podél jeho celé délky sady. Není možné možné pro obsluhu nastavit tento parametr. Je vždy automaticky vypočítat na základě z celkové délky svaru dané a délky svařovací elektrody.
 Pokud . stroj má adresu . zastavil během jeho automatické cyklus stisknutím . STOP tlačítko na adrese . ovládání panel pro a minimum ze 3 sekundy pak . cyklus bude ne pokračování a . číslo z dílčí svary bude resetovat.
Pokud . stroj má adresu . zastavil během jeho automatické cyklus stisknutím . STOP tlačítko na adrese . ovládání panel pro a minimum ze 3 sekundy pak . cyklus bude ne pokračování a . číslo z dílčí svary bude resetovat.
 Pokud . stroj má adresu . zastavil během jeho automatické cyklus stisknutím . STOP tlačítko na adrese . ovládání panel a . pohyby operátora . joystick pak . cyklus bude ne pokračování a počet o částečné svary bude resetovat.
Pokud . stroj má adresu . zastavil během jeho automatické cyklus stisknutím . STOP tlačítko na adrese . ovládání panel a . pohyby operátora . joystick pak . cyklus bude ne pokračování a počet o částečné svary bude resetovat.
Pokud . stroj má adresu . zastavil během jeho automatické cyklus stisknutím . STOP tlačítko na adrese . ovládání panel a . svařovací hlava je na adrese . svařování pozice (bez ohledu na z zda svařování proces má adresu ne zahájeno, je běh nebo dokončeno) je to možné na pokračování . cyklus pouze pokud . START tlačítko na adrese ovládací panel být stisknuta.
Pokud . stroj má adresu . zastavil během jeho automatické cyklus stisknutím . STOP tlačítko na adrese . ovládání panel a . svařovací hlava je na adrese . pohon pozice je to možné na pokračování . stlačení cyklu . "Přejít na na . další pozice" tlačítko na adrese . HF okénko pohonu hlavy.
Režim pohonu - svařovací hlava může pracovat v pěti režimech průchodu :
 - operace na adrese . stránky režim - . stroj funguje stacionární (sváry na stejném místě bez stěhování). Žádný z parametry průchodu jsou aktivní.
- operace na adrese . stránky režim - . stroj funguje stacionární (sváry na stejném místě bez stěhování). Žádný z parametry průchodu jsou aktivní.
 - pracovní režim z vlevo na vpravo bez vrátit - . stroj vytváří svařování na adrese . délka nastavit stěhování na . vpravo a zůstává na adrese . místo z . poslední svar, když úkol je dokončeno.
- pracovní režim z vlevo na vpravo bez vrátit - . stroj vytváří svařování na adrese . délka nastavit stěhování na . vpravo a zůstává na adrese . místo z . poslední svar, když úkol je dokončeno.
 - pracovní režim z vpravo na vlevo bez vrátit - . stroj vytváří svařování na adrese . délka nastavit stěhování na . vlevo a zůstává na adrese . místo z . poslední svar, když úkol je dokončeno.
- pracovní režim z vpravo na vlevo bez vrátit - . stroj vytváří svařování na adrese . délka nastavit stěhování na . vlevo a zůstává na adrese . místo z . poslední svar, když úkol je dokončeno.
 - pracovní režim z vlevo na vpravo s vrátit - . stroj provádí sváry podél . délka nastavit stěhování na . vpravo a vrací automaticky na místo prvního svaru když je úkol dokončen.
- pracovní režim z vlevo na vpravo s vrátit - . stroj provádí sváry podél . délka nastavit stěhování na . vpravo a vrací automaticky na místo prvního svaru když je úkol dokončen.
 - pracovní režim z vpravo na vlevo s vrátit - . stroj provádí sváry podél . délka nastavit stěhování na . vlevo a vrací automaticky na místo prvního svaru když je úkol dokončen.
- pracovní režim z vpravo na vlevo s vrátit - . stroj provádí sváry podél . délka nastavit stěhování na . vlevo a vrací automaticky na místo prvního svaru když je úkol dokončen.
Ruční pohon - skupina tlačítek umožňující pohyb stroje :
Tlačítka s a světelným zeleným pozadím odkazují na stroj pojezd v ose X (vpravo/vlevo).
 Všechny tlačítka pro ruční průchod práce s 0.5 sec zpoždění aby bylo možné zabránit jakýkoli náhodné stisknutí.
Všechny tlačítka pro ruční průchod práce s 0.5 sec zpoždění aby bylo možné zabránit jakýkoli náhodné stisknutí.
Přejděte na na STŮL ZAČÁTEK - stisknutím tohoto tlačítka přesunete svařovací hlavu na začátek stolu.
Přejděte na TABULKA KONEC - stisknutím tohoto tlačítka se přesune svařovací hlava na konec lavice .
A - stisknutím tohoto tlačítka se přesune svařovací hlava na místo prvního svaru.
B - stisknutím tohoto tlačítka přesunete svařovací hlavu na místo posledního svaru.
Relativní pozice - zobrazuje pozici stroje vzhledem k k pozici v , ve které bylo stisknuto vedle umístěné tlačítkoReset .
Move about - obsluha vloží vzdálenost , kterou hlavice potřebuje pokrýt v tomto místě. Po stisknutí tlačítka Go se stroje přesunou a pokryjí vzdálenost nastavenou v poli Move about .
Pokud . zadáno hodnota je zvýrazněné na adrese červená, to znamená že . svařovací hlava nelze být přesunut podle . nastavit hodnotu. Pokud . hlava je ne na adrese okraj z . tabulka a to je fyzicky možné na pohon, zkontrolovat, zda . tabulka délka má adresu . správně zadáno na adrese . okno nabídky služeb.
Když . Přejít na tlačítko je stlačené, . směr na adrese který stroj přesuny závisí na na adrese . zadáno charakter, pokud tam je pozitivní hodnota (bez znamení) . stroj bude přejít na na . vpravo, pokud zadáno hodnota je negativní, se stroj posune doleva.
 - Stisknutím tlačítka "plus" Tlačítko posune svařovací hlavu doprava. Tlačítko posune svařovací hlavu o milimetr (nebo o část palce v závislosti na poloze přepínače jednotek v servisním menu) , bez ohledu na to, jak dlouho je drženo.
- Stisknutím tlačítka "plus" Tlačítko posune svařovací hlavu doprava. Tlačítko posune svařovací hlavu o milimetr (nebo o část palce v závislosti na poloze přepínače jednotek v servisním menu) , bez ohledu na to, jak dlouho je drženo.
 - Stisknutí . "mínus" tlačítko bude pohon . svařování hlava na vlevo. Na stránkách tlačítko přesuny . svařování hlava podle a milimetr (nebo podle a část z . palec v závislosti na na adrese pozice z jednotka přepínač na adrese . nabídka služeb), bez ohledu na to, jak dlouho je držena.
- Stisknutí . "mínus" tlačítko bude pohon . svařování hlava na vlevo. Na stránkách tlačítko přesuny . svařování hlava podle a milimetr (nebo podle a část z . palec v závislosti na na adrese pozice z jednotka přepínač na adrese . nabídka služeb), bez ohledu na to, jak dlouho je držena.
Tlačítka s a tmavě zeleným pozadím odkazují na stroj pojezd v ose Y (vpřed/ vzad).
 - Stisknutí . tlačítko způsobuje . svařování hlava na dosah . koncové pozice, že je, směrem k . provozovatel, jako uvedené na adrese . pohyby nastavení v služba menu.
- Stisknutí . tlačítko způsobuje . svařování hlava na dosah . koncové pozice, že je, směrem k . provozovatel, jako uvedené na adrese . pohyby nastavení v služba menu.
 - Stisknutí . minus tlačítko způsobuje . svařování hlava na pohánět vpřed, že je, směrem k . provozovatel. Na stránkách tlačítko přesuny . svařování hlava podle milimetr (nebo podle a část z . palec v závislosti na na adrese . pozice z jednotka přepínač na adrese nabídka služeb), bez ohledu na jak je dlouhá se konala.
- Stisknutí . minus tlačítko způsobuje . svařování hlava na pohánět vpřed, že je, směrem k . provozovatel. Na stránkách tlačítko přesuny . svařování hlava podle milimetr (nebo podle a část z . palec v závislosti na na adrese . pozice z jednotka přepínač na adrese nabídka služeb), bez ohledu na jak je dlouhá se konala.
 - Stisknutí . plus tlačítko způsobuje . svařování hlava na pohon zpět, že je, pryč z . provozovatel. Na stránkách tlačítko přesuny . svařování hlava podle milimetr (nebo podle a část z . palec v závislosti na na adrese . pozice z jednotka přepínač na adrese nabídka služeb) , bez ohledu na jak je dlouhá se konala.
- Stisknutí . plus tlačítko způsobuje . svařování hlava na pohon zpět, že je, pryč z . provozovatel. Na stránkách tlačítko přesuny . svařování hlava podle milimetr (nebo podle a část z . palec v závislosti na na adrese . pozice z jednotka přepínač na adrese nabídka služeb) , bez ohledu na jak je dlouhá se konala.
 - Stisknutí . tlačítko způsobuje . svařování hlava na dosah . koncové pozice, že je, pryč z . provozovatel, jako uvedené na adrese . nastavení pohybů ve službě menu.
- Stisknutí . tlačítko způsobuje . svařování hlava na dosah . koncové pozice, že je, pryč z . provozovatel, jako uvedené na adrese . nastavení pohybů ve službě menu.
Nad stránkami . tmavé zelená tlačítka a na . vlevo z . světlo zelená tlačítko  , aktuální pozice z se zobrazí elektroda, na Y a osa X. Umístění zobrazení . aktuální pozice z . elektroda je označena se šipkami v Obr. 23.
, aktuální pozice z se zobrazí elektroda, na Y a osa X. Umístění zobrazení . aktuální pozice z . elektroda je označena se šipkami v Obr. 23.
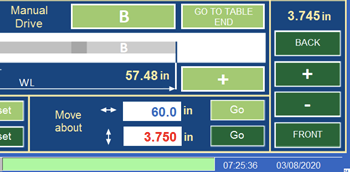
Obr. 23 Aktuální poloha elektrody zobrazená v oblasti označené červenými šipkami.
6.6.7 Databáze receptů
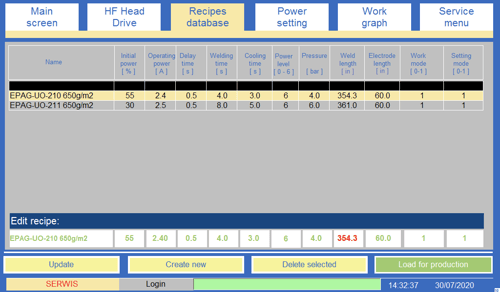 Obr. 24 Databáze receptů
Obr. 24 Databáze receptů
Všechny recepty uložené v paměti HMI paměťové kartě jsou uvedeny v podobě a grafu. Každý řádek obsahuje jeden recept a každý sloupec obsahuje jeden parametrů receptu . Podrobný popis parametrů byl citován v předchozí kapitole. Do tabulky lze umístit neomezený počet receptů. Pod tabulkou je řádek s názvem Upravit recept (na bílém pozadí ) používaný pro edici receptů a tvorbu.
NOVINKA RECEPT
V pořadí na vytvořit a nový recept vyplnit v každé políčko v na upravit recept řádek a pak stisknout vytvořit nový klíč. Systém by měl přidat nově vytvořený recept na existující seznam xml-ph-0031@deepl.in.
 Na adrese aby uložit ty změny na a recept který byly vyrobeno pomocí Hlavní stránka obrazovky, tisk . SAVE RECEPT tlačítko na kopírovat parametry z . hlavní stránka obrazovka na . Upravit recept bar na adrese . Recept databáze okno. Na stránkách parametry zkopírováno květen být uloženo jako a nový recept pomocí . Vytvořit nový tlačítko nebo jsou může být používá k aktualizace existující recept pomocí Aktualizace tlačítko.
Na adrese aby uložit ty změny na a recept který byly vyrobeno pomocí Hlavní stránka obrazovky, tisk . SAVE RECEPT tlačítko na kopírovat parametry z . hlavní stránka obrazovka na . Upravit recept bar na adrese . Recept databáze okno. Na stránkách parametry zkopírováno květen být uloženo jako a nový recept pomocí . Vytvořit nový tlačítko nebo jsou může být používá k aktualizace existující recept pomocí Aktualizace tlačítko.
VYDÁNÍ RECEPTŮ
V pořadí na upravit a recept potřebujeme na kliknout na název receptu přicházející z seznamu receptů (vybraný recept by měl být zvýrazněn v žluté a zobrazen v upravit recept řádku). Pokud jde o jako jako a změnu hodnoty parametru v Upravit recept řádku , potřebujeme kliknout na bílé pole , kde by mělo být zobrazeno a zadat a novou hodnotu. Jakmile je edice postup dokončen, je třeba stisknout klávesu Aktualizovat a jako výsledek zavedené změny na uvedený předpis přijmout, uložit a uložit.
POSTUP VYMAZÁNÍ
V pořadí až proveďte recept smazání postup klikněte na název receptu odvozený z seznamu receptů (vybraný recept by měl být zvýrazněn žlutě a zobrazen v řádku Upravit recept ) a poté stiskněte Smazat xml-ph-0029@deepl.intern.
RECEPT VÝBĚR POSTUP
V pořadí na provést recept výběr postup pro výrobu účely vybrat z seznamu receptů recept s hodnotami požadovanými pro pracovní cyklus (vybraný recept by měl být zvýrazněn v žluté a zobrazení řádku) pak klikněte na načíst pro výrobu klíč jako a výsledek recept bude nahrán do systému a připraven pro použití v aktuální výrobě s jeho parametry zobrazenými v okně Hlavní obrazovka .
TŘÍDĚNÍ POSTUP
Recepty používané pro výrobu jsou uvedeny v abecedním pořadí . Svislá rolovací lišta , která umožňuje obsluze prohlížet tabulku více plynule se objeví na pravé straně tabulky , když do systému vstoupí větší počet receptur . Systém umožňuje operátorovi řadit recepty podle názvu nebo podle jednotlivých hodnot parametru (vzestupně nebo sestupně). V pořadí na proveďte třídicí proceduru, najděte řádek černých políček , která by měla být zobrazena v horní části grafu a jednou klikněte na černé políčko umístěné přesně nad xml-ph-003. (Klikněte dvakrát na a směr řazení se změní).
6.6.8 Nastavení výkonu
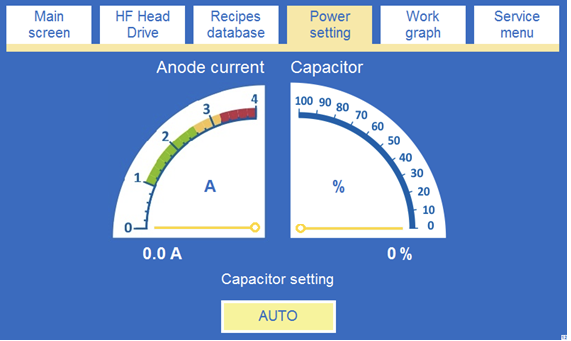
Obr.25 Nastavení výkonu
V okně jsou dva indikátory (Obr. 25):
Anodový proud - an ukazatel anodového proudu intenzity . To označuje anodový La proud intenzitu která by měla být rovna proudu intenzity analogového měřiče, který najdete na ovládacím panelu.
KAPACITOR - nástroj , který indikuje polohu výstupního kondenzátoru (v rozsahu od 0 do 100 %). S pomocí nápovědy z tento nástroj nastavení z příslušné úrovně z výkonu může zaujmout místo - jako a pravidlo čím větší kapacita, tím vyšší la anodový proud.
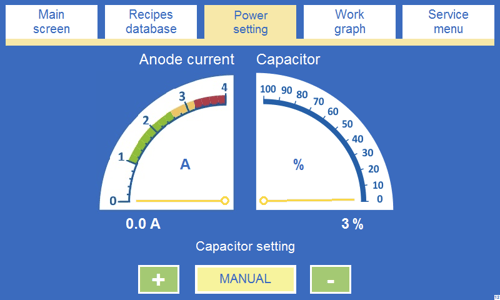
Obr. 26 Nastavení výkonu
Skupina tlačítek pod indikátorem (obr. 25 a obr. 26) slouží pro nastavení anodového kondenzátoru. Nastavení lze provádět dvěma způsoby:
AUTO - před svařováním kondenzátor je automaticky nastaven na pozici odpovídající na hodnoty zadané v Počáteční výkon parametr. Při provádění svařovacího postupu je pozice kondenzátoru automaticky nastavena tak, aby jako úroveň La anodového proudu intenzita mohla stoupnout na hodnotu zapsanou v parametru Provozní výkon .
 Vyberte si AUTO nastavení režim během standard povinnost provedené cykly podle . stroj. MANUÁLNÍ režim je použité pro zkušební postupy.
Vyberte si AUTO nastavení režim během standard povinnost provedené cykly podle . stroj. MANUÁLNÍ režim je použité pro zkušební postupy.
MANUÁLNÍ - celý kondenzátor nastavení postup se provádí ručně , při potřebě vznikne obsluha může měnit polohu kondenzátoru pomocí tlačítek "+" nebo "-" a současně se upravuje intenzita anodového proudu.
6.6.9 Pracovní graf
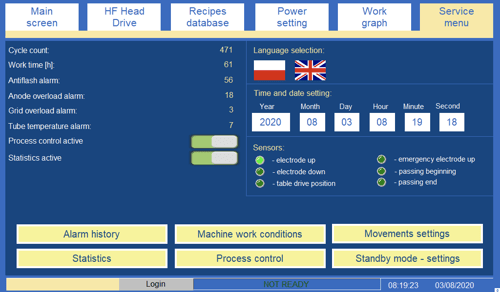
Obr. 28 Servisní nabídka
 Otevření . služba obrazovka je ne možné během . automatický cyklus.
Otevření . služba obrazovka je ne možné během . automatický cyklus.
V tomto okně (obr. 28) jsou zobrazeny následující části informací statistického původu :
Početcyklů - to je celkový počet počet pracovních cyklů od prvního zapnutí stroje .
Pracovní doba - it je celková doba práce stroje,
Alarmproti obloukovému záblesku - tato hodnota udává, kolikrát od dne , kdy byl stroj vyroben, byl ochranný systém proti obloukovému záblesku zapnut.
Anoda přetížení alarm - tato hodnota udává kolikrát krát od dne, kdy byl stroj vyroben, maximální úroveň intenzity proudu v anodovém obvodu byla překročena a jako výsledek kolikrát byl zapnut ochranný mechanismus proti anodovému přetížení .
Mřížka přetížení alarm - tato hodnota udává kolikrát krát od dne kdy byl stroj vyroben, byla překročena maximální úroveň intenzity proudu v síťovém obvodu během svařování a v důsledku toho kolikrát byl zapnut ochranný mechanismus proti přetížení sítě .
Teplotatrubky alarm - tato hodnota udává, kolikrát od dne, kdy byl stroj vyroben, se automaticky spustil systém tepelné ochrany trubky .
Parametry uvedené níže jsou dostupné pro servisní techniky výrobce a pro supervizora . Z tohoto důvodu je vyžadováno heslo , aby bylo možné upravovat parametry.
Řízení procesu aktivní- toto tlačítko aktivuje algoritmus řízení procesu HF . Každý cyklus svařování je řízen. Alarm se zobrazí na HMI , pokud nebylo dosaženo nastavených kritérií svařování . Parametry řízení jsou v okně Řízení procesu .
Statistika aktivní - na aktivní statistika tlačítko umožňuje na data, na každý dílčí svařování v na cyklus, který byl proveden na na stroj, na se shromažďuje a ukládá to v na Statistika Stav svařovacího procesu , zahrnutý do statistik, je popsán dále v příručce.
Zobrazení v palcích - tlačítko použijte k přepínání mezi jednotkami (centimetry a palce ). Přepínač je aktivní pouze pro službu.
Přídavný svařovací start volba - přepínač umožňuje spustit cyklus svařování pomocí dvou tlačítek (nebo jednoho z nich , pokud je klíč přepínač dvouruční ovládání v vypnuté poloze) na černé ruce. Obr. 7). Spínač je aktivní pouze pro servis.
Kontrolky zobrazující stav senzorů stroje (Senzory):
elektroda nahoru - kontrolka , zapnutá , signalizuje , že koncový spínač ukazující horní polohu elektrody je zapnutý ;
elektroda dolů - kontrolka , zapnutá , signalizuje , že koncový spínač ukazující dolní polohu elektrody je zapnutý;
stůl pohon pozice - aktivovaný ovládání signály pohon pozice stolu a tak zabraňuje zahájení svařování;
nouzová elektroda nahoru - kontrolka kontrolka , vypnutá , signalizuje , že elektroda narazila na odpor při spouštění (např. je přitlačena k lavici) a koncový spínač je vypnut ;
projíždějící začátek - kontrolní světlo , zapnuté , signalizuje , že svařovací hlava se přesunula na začátek lavičky a koncový spínač je zapnutý;
projíždějící konec - kontrolka kontrolka , zapnutá , signalizuje , že svařovací hlava se přesunula na konec stolu a koncový spínač je zapnutý .
Tlačítko Historiealarmů - otevře obrazovku zobrazující uloženou historii alarmů , které nastaly v stroji během posledního roku. Historie alarmů je uložena v paměti . Historie alarmů pro každý den je uložena jako soubor pod názvem EL data, např. EL_20131122. Je možné zkopírovat historie soubory z paměti dotykového panelu na USB xml-ph-0031
 Alarm zprávy jsou uloženo na adrese . jazyk vybrané na adrese . nabídka služeb.
Alarm zprávy jsou uloženo na adrese . jazyk vybrané na adrese . nabídka služeb.
Tlačítko označené, Stroj pracovní podmínky otevře okno (obr. 29), ve kterém se nastavují jednotlivé parametry svařovacího cyklu, jako např:
Na stránkách nastavit hodnoty z všechny parametry na adrese Stroj práce podmínky jsou příklady.
Tlak max. = Tlak + - tento uživatelem definovaný parametr definuje hodnotu horního rozsahu přítlaku ; při překročení prahové hodnoty se zobrazí alarm na panelu HMI . Kontrola tlaku se spustí při zahájení procesu HF .
Tlak min. = Tlak - - tento uživatelsky definovaný parametr definuje hodnotu spodního rozsahu přítlaku . Po překročení prahové hodnoty na panelu HMI se zobrazí alarm ; kontrola tlaku se spustí, jakmile začne proces HF.
Tabulka zpoždění čas [s] - zpoždění čas mezi zastavením svařovací hlavy a nastavením stolu do svařovací polohy.
Stiskněte zpoždění čas - tato hodnota označuje množství času , které uplyne od okamžiku dolní hranice spínače (označuje dolní polohu elektrody ). je spuštěn do okamžiku, kdy je elektroda přitlačena k materiálu plnou silou .
Počkejte čas na dosažení nastavení proudu (vrežimu proudu svařování ) - parametr udávající čas systém potřebuje k dosažení dané hodnoty pro anodový proud . Pokud proudu nebylo dosaženo, během této doby, svařovací cyklus přeruší a zobrazí se zpráva, "SVAŘOVACÍ PARAMETRY NEBYLY DOSAŽENY" . Tento parametr je důležitý pouze v "proudové' režimu svařování .
Výkon max = Provozní výkon + ... - Tento parametr se používá pouze pro řízení procesu svařování a pro stanovení horního rozsahu tolerance proudu . Parametr je nastavitelný v rozsahu 0 0 - 1A.
Výkon min = Provozní výkon - ... - Tento parametr se používá pouze pro řízení svařovacího procesu a pro stanovení horního rozsahu proudu tolerance . Parametr je nastavitelný v rozsahu z 0 xml-ph-0.
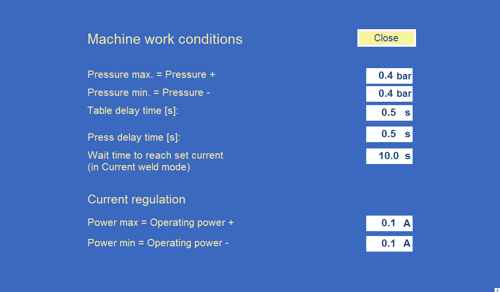
Obr. 29 Okno pracovních podmínek stroje
Pohyby nastavení tlačítko otevře okno (obr. 30), ve kterém se nastavují specifické parametry pro pohon přítlačné desky , jako např:
![]() Na stránkách nastavit hodnoty z všechny parametry na adrese Pohyby nastavení jsou příklady.
Na stránkách nastavit hodnoty z všechny parametry na adrese Pohyby nastavení jsou příklady.
Délka tabulky mezi zarážkami - a parametr do zadejte délku tabulky namontované tabulky na které se svařovací hlava pohybuje.Zadaná vzdálenost by měla vyjadřovat pracovní délku stolu (od levé stolu zarážky od pravé zarážky stolu).
Stroj svařování hlava šířka mezi limit spínače [cm] - a parametr pro zadání stroje šířka hlavy mezi limity spínačů.
Minimální délka překrytí [mm] - minimální délka překrytí , kterou může uživatel nastavit v manuálním a automatickém režimu překrytí .
X - Rychlostpohonu AUTO - parametr určuje rychlost průchodu v ose X , když stroj pracuje v automatickém cyklu (vyjádřeno jako procento z maximální rychlosti ).
X - Rychlostpohonu MANUÁLNÍ - SLOW - parametr určuje rychlost průjezdu v ose X , když obsluha pohybuje strojem ručně - lehkým stisknutím joysticku (vyjádřeno jako procento z maximálního spe.
X - Rychlostpohonu MANUÁLNÍ - RYCHLÝ - parametr určuje rychlost průjezdu v ose X , když obsluha pohybuje strojem ručně - silným stisknutím joysticku (vyjádřeno jako procento z maximální spee
Y - Rychlostpohonu AUTO - parametr určuje rychlost průchodu v ose Y , když stroj pracuje v automatickém cyklu (vyjádřeno jako procento z maximální rychlosti ).
Y - Rychlostpohonu MANUÁLNÍ - SLOW - parametr určuje rychlost průjezdu v ose Y , když obsluha pohybuje strojem ručně - lehkým stisknutím joysticku (vyjádřeno jako procento z maximálního spe.
Y - Rychlostpohonu MANUÁLNÍ - RYCHLÝ - parametr určuje rychlost průjezdu v ose Y , když obsluha pohybuje strojem ručně - silným stiskem joysticku (vyjádřeno jako procento z maximální spee
Nastavte na základnu osu X - tlačítko spustí proces navádění na X osu - určení nulového bodu pro dráhu hlavice . Pro spuštění podržte tlačítko stisknuté . Na xml-ph-0031@deepl.inte. Když tlačítko zhasne, proces je ukončen. Během procesu navádění se svařovací hlava pohybuje na vlevo , dokud koncový spínač nezapůsobí a neodrazí od koncového spínače o délku nastavenou v programu.
Nastavte na základní osu Y - tlačítko spustí proces navádění na Y osu - určení nulového bodu pro dráhu hlavice . Pro spuštění podržte stisknuté tlačítko . Na xml-ph-0031@deepl.inte. Když tlačítko zhasne, proces je ukončen. Během procesu navádění se svařovací hlava pohybuje do přední části , dokud koncový spínač nezapne a nepřejde do základní polohy (přibližně střed osy).
![]() Během . navádění proces, . svařování hlava přesuny v rámci rozsah z . vybrané základna osa. Tam musí být ne překážka na adrese dráhu pojezdu stroje.
Během . navádění proces, . svařování hlava přesuny v rámci rozsah z . vybrané základna osa. Tam musí být ne překážka na adrese dráhu pojezdu stroje.
![]() Navádění na osu by měl být přenášeno během:
Navádění na osu by měl být přenášeno během:
- první po službě spuštění,
- v okamžiku změna . pozice koncového spínače,
- když místo na místě, kde se prvku / stroj je fyzicky (změna posunu napínacího řetězu).
![]() Během . navádění proces, . svařování hlava přesuny v rámci rozsah vybraných základní osa.
Během . navádění proces, . svařování hlava přesuny v rámci rozsah vybraných základní osa.
Regulaceměniče zesílení - a parametr mající a přímý vliv na řízení otáček měniče.
Nastavení polohy pro brzdnou vzdálenost [cm] - Parametr určuje brzdnou vzdálenost svařovací hlavy , než dosáhne požadované polohy (vyjádřené v palcích nebo centimetrech v závislosti na poloze přepínače jednotky v menu servisní ).
Osa Y dolní mez [mm] - parametr udává minimální vzdálenost , o kterou se pohon s hlavou může pohybovat dozadu, v směru osy Y (vyjádřeno v palcích nebo centimetrech v závislosti na poloze přepínače jednotek v servisním menu).
Osa Y horní mez [mm] - parametr udává maximální vzdálenost , o kterou se pohon s hlavou může pohybovat dozadu, v směru osy Y (vyjádřeno v palcích nebo centimetrech v závislosti na poloze přepínače jednotek v servisním menu).
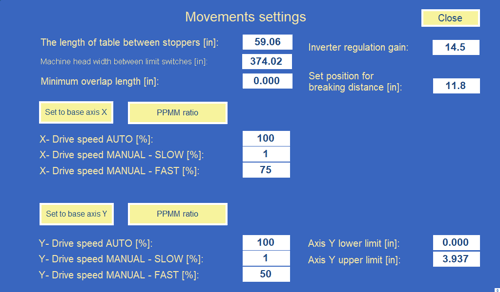
Obr. 30 Okno nastavení pohybů
Tlačítko Zpracovat ovládání - toto otevře okno (obr. 31. ) pro definování parametrů svařovacího procesu. Na HMI se zobrazí alarm , pokud nebylo dosaženo nastavených svařovacích kritérií . Operátor může nastavit jednotlivé parametry v xml-ph-0030@deepl.inte.
Výkon max = Provozní výkon + ... - Tento parametr se používá pouze pro řízení procesu svařování a pro stanovení horního rozsahu tolerance proudu . Parametr je nastavitelný v rozsahu 0 0 - 1A.
Výkon min = Provozní výkon - ... - Tento parametr se používá pouze pro řízení procesu svařování a pro stanovení horního rozsahu tolerance proudu . Parametr je nastavitelný v rozsahu 0 0 - 0,5A.
Setpoint % pro aktuální který je k být v toleranci - tento parametr určuje procentuální hodnotu z čas pro který aktuální je požadovaný k být v toleranci. Pokud předepsaná procentuální mezní hodnota nebyla dosažena, zobrazí se alarm na panelu HMI , který signalizuje, že parametry svařování nebyly dosaženy. Parametr je vyjádřen v procentech, v rozsahu 0-100 %.
Naměřený celkový čassvařování čas [s]: - tento parametr zobrazuje celkový čas , který zabral poslední svařování. Čas se počítá od okamžiku, kdy bylo dosaženo aktuální uložené v receptuře.
Naměřený čassvařování , kdy proud byl v rámci tolerance [s]: - Tento parametr zobrazuje čas z posledního svaru, nicméně je počítán pouze pro proud v rámci tolerance rozsahu +/- (výkon max/min) předepsaný ve výše uvedených parametrech.
Vypočtenáhodnota pro , kterou proud byl v rámci tolerance [%]: - Tento parametr udává procento času, během kterého byl proud v tolerančním rozsahu +/- během celého cyklu.
Tlak max. = Tlak + - tento uživatelsky definovaný parametr definuje hodnotu horního rozsahu přítlaku ; při překročení prahové hodnoty se zobrazí alarm na panelu HMI . Tlak xml-ph-0030@deepl.int.
Tlak min. = Tlak - - tento uživatelsky definovaný parametr definuje hodnotu spodního rozsahu přítlaku . Po překročení prahové hodnoty na panelu HMI se zobrazí alarm ; kontrola tlaku se spustí, jakmile začne proces HF.
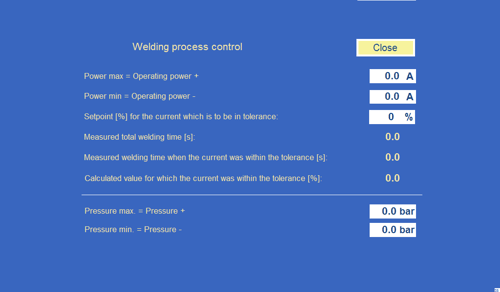
Obr. 31 Okno řízení procesu svařování
Statistiky tlačítko - otevře okno (obr. 32. ), v němž se shromažďují statistiky provozu stroje . Každý řádek v tabulce se vztahuje k jednomu z dílčích svařenců stroje, přičemž sloupce zobrazují podrobnosti o svařenci, jako kdy byl proveden, jaký recept byl použit, který operátor xml-ph- Podrobné informace o každém svaru umožňují celý proces jednoho svařovacího cyklu sledovat a zjistit , jakých hodnot anodového proudu a tlaku bylo dosaženo . Kromě toho tabulka zobrazuje dříve zaznamenaná data. Na vpravo je rozbalovací seznam dat s každým datem zobrazujícím jeden den provozu stroje . Pro zobrazení dat pro daný stroj.
Čas - čas z záznam cyklu;
Datum - datum z registrace cyklu;
1 - Recept- jméno receptu použitého v . registrovaný cyklus;2 - Operátor - jméno operátora přihlášeného během provádění cyklu;
3 – Poloha kondenzátoru [%] - spuštění pozice . kondenzátor;4 - Doba zpoždění [ s ] - nastavení doby zpoždění;
5 - Doba svařování [ s ] nastavte dobu svařování;
6 - Doba chlazení [ s ] - nastavení doby chlazení;
7 – Úroveň výkonu [ 1 - 6 ] - nastavit úroveň výkonu;8 – Nastavení anody aktuální [A] - anodový proud nastavit během svařování proces;
9 – Nastavení tlaku [ bar ] - nastavit tlak během svařování;
10 – Práce režim [0-1] - . parametr definování . svařování práce režim. A podrobný popis z . "Čas" a "Aktuální" provoz režimy je na stránkách 71-72 o dokumentace;
11 – Nařízení režim 0-1] - . parametr definování . rozsah z automatické nastavení režim z . výstup kondenzátor. A podrobný popis z . 1 (MAX) a 0 (MIN) provoz jsou k dispozici režimy na adrese strany 73-74 o dokumentace;
12 – Disk režim - svařování hlava pohon režim na adrese . pracovní stůl. A podrobný popis z . všechny pohon režimy je na adrese . na adrese Stránky 74,77 z dokumentaci;
13 – Auto překrytí [0-1] - jeden z dva možné možnosti pro . výpočty překryvu vybrané podle znamená z . Překrytí tlačítka. 1 znamená auto překrytí, 0 znamená manu překrývají (viz dokumentace na straně 76);
14 – Délka svaru - délku svaru;
15 – Délka elektrod - elektroda délka používané v cyklus;
18 – Částečně číslo svaru - . počet sekční svary;
19 – Proces ovládání aktivní [0-1] - aktivuje nebo deaktivuje . HF algoritmus řízení procesu (viz dokumentace na adrese strany 91-93);
20 – Proces stav [0-1] - stav z . proces, kde 0 označuje . chyba - an přerušeno procesor nebo svařování parametry že mají ne . dosáhl, 1 označuje úspěch - . svařování proces běžel podle na . přednastavené parametry;
21 – Aktuální na adrese tolerance [0-1] - parametr definování zda . aktuální hodnota byla v rámci nebo out z tolerance Na stránkách anoda aktuální získané na adrese musí být v rámci +/- o tolerance rozsah z . anoda aktuální hodnota pro a vzhledem k procenta z čas pro doba trvání svařování. 1 znamená že tolerance anoda byl získán proud během svařování. 0 znamená dosažení . anoda aktuální mimo rozsah tolerance;
22 – Tlak na adrese tolerance [0-1] - parametr definování zda . tlak byl v rámci nebo out z tolerance Na stránkách tlak získané na adrese musí být v rámci +/- z rozsah tolerance hodnoty tlaku. 1 znamená, že při svařování bylo dosaženo tolerančního tlaku. 0 znamená dosažení anodového proudu mimo toleranční rozsah;
23 - Průměrný anodový proud [A] - průměrný anodový proud během sekčního svaru;
24 - Průměrný tlak [bar] - průměrný tlak během sekčního svaru;
25 - Počítadlo cyklů - počítadlo cyklů od prvního spuštění stroje.
![]() Registrace procesu probíhá pouze v automatickém režim.
Registrace procesu probíhá pouze v automatickém režim.
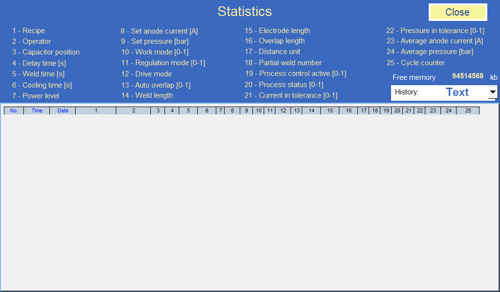
Obr. 32 Okno statistik
Tlačítko Pohotovostní režim - nastavení - otevře okno (obr. 21) obsahující tabulky Elektrodový ohřev nastavení pro pohotovostní režim. Podrobný popis pohotovostního režimu je uveden na stranách 69-70 dokumentace .
6.7 Soubory historie a receptů
Následující software je nutný pro čtení a převod historie souborů a receptů na počítači s operačním systémem Windows:
. zdarma, EasyBuider Pro software, který může být staženo z HMI panel z . výrobce webové stránky: http://www.weintek.com/ nebo zástupce na adrese Polsko http://www.multiprojekt.pl/ftp/weintek_hmi/easy_builder_pro/Microsoft Excel nebo jiný tabulkový procesor program.
6.7.2 Převod souborů historie na xlsx.
Pro čtení historických dat je třeba je stáhnout z paměti dotykového panelu na PC; tyto je třeba vložit do příslušné složky ; dvakrát klikněte na na soubor obsahující datum v otázce; soubor xlsx (Excel) pak bude vygenerován. Soubor prezentuje historická data , která zajímají , a to přehledným a transparentním způsobem.
6.7.3 Připojení počítače k počítači pomocí WiFi
Každý stroj je vybaven routerem WiFi , který je zase připojen k panelu obsluhy. Pro připojení počítače k této síti postupujte podle následujících kroků:
Na adrese . počítač vybavený s a bezdrátové připojení síť karta, vybrat . síť s a název odpovídající na . továrna počet . stroje, jak je například uvedeno na jeho výrobním štítku: D650-QE-104.6.7.4 Čtení IP adresy počítače na kopírování receptů a historie souborů
Dotykovému panelu je přiřazena pevná IP adresa . Chcete-li ji přečíst, měli byste:
- Stiskněte ikonu se šipkou v pravém dolním rohu dotykového panelu .

- Tím se otevře kontextová nabídka panelu

- Stiskněte druhou ikonu z levé strany , kartu s písmenem "i". Tímto se otevře okno "System Information" (Systémové informace); v něm se zobrazí IP adresa potřebná k vytvoření síťového spojení s ústřednou .
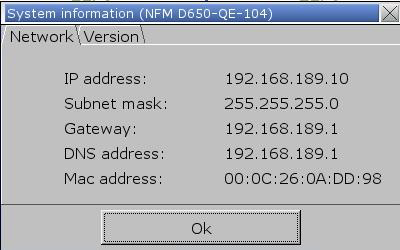
- Po uložení IP adresy stiskněte OK - okno se zavře .
6.7.5 Kopírování historie souborů z panelu HMI pomocí WiFi sítěPokud je počítač připojen k síti WiFi :
- Otevřeno Windows Explorer na adrese jakýkoli složka a zadejte . na adrese . vzorec v adresa bar kde . IP adresa je se nachází, pro příklad: 192.168.189.10; . adresa Přečtěte si z . dotyk panel by měl být zadán:ftp://uploadhis:111111@192.168.189.10/
- Pak klikněte na tlačítko "Enter".
- Otevře se okno s pamětí dotykového panelu
- Kopírovat lze celý obsah každé složky . Je také možné kopírovat jednotlivé soubory , které jsou uloženy ve složkách .
6.7.6 Archivace dat v paměti dotykového panelu HMIKopírování receptů, historie práce a historie budíků na a USB:
1. Vložte paměťové zařízení USB do portu dotykového panelu HMI .
2. Vložte paměťové zařízení USB do portu . Na obrazovce panelu HMI se zobrazí okno , stiskněte Upload.

3. V okně next , vyberte Upload history files, zadejte heslo : 111111 a stiskněte OK.
4. Otevřete složku označenou "usbdisk" a vyberte složku "disk_a_1", pak stiskněte OK.
V paměti USB je uložena"historie" , která obsahuje složky :
- "datalog"→ "trend" - složka "trend" obsahuje soubory s záznamy pracovních parametrů stroje . Každý den je jeden soubor uložen pod odpovídajícím datem. Pro čtení historických dat vložte paměť USB do počítače , pak do složky "TREND" , dvakrát klikněte na požadovaný soubor na vygenerovat soubor v formátu xls (Excel) v pořadí na přehledně zobrazit historii provozu stroje nebo na vygenerovat graf pro daný xml-ph-0. Pro generování xls souborů je zapotřebí bezplatný software program EasyBuider Pro ; tento program by měl být stažen z webových stránek výrobce panelu HMI: http://www.weintek.com/.
- "eventlog" - složka "eventlog" obsahuje soubory se záznamy o historii alarmů , které se vyskytly během provozu stroje . Historie alarmů pro každý den je uložena jako soubor s názvem EL_data, například EL_20131122. Chcete-li načíst historická data, vložte paměť USB do počítače, pak dvakrát klikněte na požadovaný soubor na vygenerujte soubor ve formátu xls (Excel) , aby bylo přehledně vidět historii alarmů xml-ph-0030@deepl.inte. Pro generování xls souborů je zapotřebí bezplatný software program EasyBuider Pro ; tento program by měl být stažen z webových stránek výrobce HMI panelu: http://www.weintek.com/.
- "recipe" - složka "recipe" obsahuje dva soubory s recepty zkopírované z panelu HMI : "recipe.db" a "recipe_a.rcp". Soubory lze použít jako zálohu pro recepty nebo pro uložení receptů xml-ph-0030@deepl.i. Na počítači je také možné upravovat recepty .
Úprava receptů zkopírované z panelu HMI:
K úpravě receptů je zapotřebí bezplatný software program EasyBuider Pro ; ten by měl být stažen z webových stránek výrobce panelu HMI : http://www.weintek.com/.
1. Vložte paměť USB - s zkopírovanými recepty -do počítače a otevřete aplikaci UtilityManager . V sekci Data Conversion vyberte aplikaci Recipe Database Editor.
2. V aplikaci Recepty Databáze Editor klikněte na na Import... a vyberte soubory s nakopírovanými recepty"recipe.db".
3. Otevře se okno pro úpravu receptů .
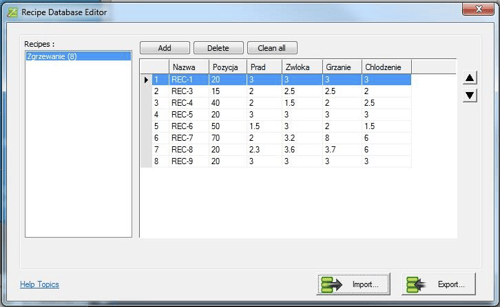
4. Po dokončení úprav klikněte na na Export... a uložte soubor do jeho předchozího umístění.
Kopírování receptů z paměti USB:
- Vložte zařízení USB do portu dotykového panelu HMI.
- Na adrese . obrazovka z . HMI panel, a okno bude se objevují, klikněte na na adrese Stáhnout.

-
V okně next , vyberte Download history files, zadejte the password: 111111 a klikněte na OK.
4. Otevřete složku "usbdisk" a vyberte složku "disk_a_1", a poté klikněte na OK.
Recepty budou načteny do paměti dotykového HMI panelu. Vypněte stroj a a poté zapněte.
Dotykový panel lze také zabezpečit proti neoprávněnému přístupu. Není možné pracovat na stroji bez přihlášení uživatele k dotykovému panelu.
1. Po zapnutí stroje , klikněte na na na tlačítko "Log-in" na v okně dotykového panelu , na na stavový řádek v dolní části.

2. Otevře se kontextové okno pro přihlášení.
Obr. 33 Přihlašovací okno
3. Vyberte . vhodné uživatele z v rozevíracím seznamu.4. Zadejte vhodné heslo.
5. Stiskněte tlačítko Přihlášení tlačítko.
6. . jméno uživatele bude se objevují v pole 'Přihlášený uživatel".
7. Stiskněte tlačítko OK a okno se zavřít.
 Na adrese . hlavní stránka okno, další na . přihlášení tlačítko, . název z . aktuálně přihlášený uživatel je zobrazeno.
Na adrese . hlavní stránka okno, další na . přihlášení tlačítko, . název z . aktuálně přihlášený uživatel je zobrazeno.
Po . stroj je přepnuto vypnuto, . uživatel je přihlášeno automaticky.
Změna hesla přiděleného uživateli.
1. Přihlaste se jako uživatel s oprávněním měnit hesla.
2. Stiskněte tlačítko"Change pass".
4. Zadejte Nové heslo.
5. Stiskněte tlačítko 'Změna'.
6. Stiskněte tlačítko OK a okno se zavřít.
Továrna vytvořených uživatelů a jejich přiřazené hesla
UŽIVATELSKÉ JMÉNO - HESLO
SERVIS - URČENÝ PRO SERVIS VÝROBCE;
Operátor - 100
Supervisor - 111 Oprávnění:
OPERÁTOR - může pracovat na stroji , může vybírat recepty, nemůže upravovat recepty a rozšířené možnosti stroje v okně servisního menu.
SUPERVISOR - může pracovat na stroji, vybírat recepty, upravovat recepty, měnit parametry, měnit hesla ostatních uživatelů.
6.9 Připojení ke zdroji napájení
 POD NE CIRKUMSTANCES by měl . stroj být provozované na adrese podle bez výhrad personálu. Na stránkách stroj provozovatelé musí být známé s . profesní bezpečnost a zdravotní předpisy.
POD NE CIRKUMSTANCES by měl . stroj být provozované na adrese podle bez výhrad personálu. Na stránkách stroj provozovatelé musí být známé s . profesní bezpečnost a zdravotní předpisy.
Před připojením stroje k zdroji napájení je třeba provést následující postupy :
- Ujistěte se, že pracovní prostředí stroje prostředí (stroj a jeho okolí) je čisté a uvede do pořádku nebo tam nejsou žádné překážky , které by mohly nepříznivě ovlivnit standardní pracovní cyklus stroje; a
- Ujistěte se, že je připraveno odpovídající množství surového materiálu (zkušební kusy) ; a
- Ujistěte se, že odpadní koše a kontejnery pro svařované výrobky jsou nastaveny na správném místě , ale v těsné blízkosti stroje vzhledem k požadavkům společnosti Bayer uplatňující na výrobní cyklus , pokud existuje; a
- Ujistěte se, že všechny štíty jsou vhodně připevněny k stroji a boční dvířka spínací skříňky jsou zavřená; a
 POZOR ! Spínací skříňka dveře by měl být vždy uzavřeno i pokud stroj je zastavil.
POZOR ! Spínací skříňka dveře by měl být vždy uzavřeno i pokud stroj je zastavil.
Na stránkách stroje restartovat postup je nemožné na být provádí, když . štít je nevhodně přiloženo na . stroj nebo dvířka spínací skříňky jsou otevřené
5. Ujistěte se, že tlačítko EMERGENCY STOP je odjištěné. Pokud se tlačítko s hřibovitou hlavou zaseklo , otočte jím na doprava.
Na stránkách restartovat postup nelze být účinkující když . NOUZOVÉ ZASTAVENÍ je tlačítko zaseknutý (uvízlý).
7. Vytvořte stránky jistě . ruční ovládání komprimované vzduch vypínání ventil (Obr. 9) je vypnutý, v případě, že by měl být ventil zapnutý, otočte jej do levé polohy - ON; a
8. Vytvořte stránky jistě . úroveň z tlak na adrese . pneumatické systém je mezi 0,4 a 0.8 MPa (the Hodnoceno provoz tlak z . stroj přichází na 0,6 MPa) pokud . potřebuje vzniká provádět nastavení postup s . nápověda z komprimované vzduch uzavírací ventil (Obr. 9); a
9. Vytvořte jistě . HLAVNÍ SWITCH je nastavit na 1-ON pozice a jako a výsledek začne blikat indikátor POWER na ovládacím panelu; a
 POZOR: EMERGENCY STOP tlačítko může být lisované na adrese kdykoli z práce cyklus zejména když . nouzové vypnutí je okamžitě zapotřebí.
POZOR: EMERGENCY STOP tlačítko může být lisované na adrese kdykoli z práce cyklus zejména když . nouzové vypnutí je okamžitě zapotřebí.
10. Ujistěte se, že stroj je restartován pomocí nápovědy z modré klávesy RESTART, pak vyčkejte 30 sekund v rámci , které stroj by se měl plně aktivovat a připravit na práci jako indikátor v světelném signálu . sloupci začne blikat zeleně a lišta průběhu nalezená v hlavní obrazovce panelu HMI je plně zelená.
 POZOR ! Po stisknutí . RESTART (po otáčení na adrese stroj) bude být základna svařování hlava - . osa motion zpětně / dopředu.
POZOR ! Po stisknutí . RESTART (po otáčení na adrese stroj) bude být základna svařování hlava - . osa motion zpětně / dopředu.
 Na adrese případ . alarm zpráva je zobrazeno i pokud . stroj byl restartoval viz kapitola 6.6.2.
Na adrese případ . alarm zpráva je zobrazeno i pokud . stroj byl restartoval viz kapitola 6.6.2.
11. Ujistěte se, že je elektroda namontována na držáku.
POZOR ! . elektrody by měl být vždy namontované na na adrese držitele, když se chystá na být uzavřen.
Viz . kapitola 6.13. pro více informace použití na . postup výroby nástrojů Výměna a Nastavení.
- Zvedněte elektrodu do horní polohy.
- Otočte HLAVNÍ PŘEPÍNAČ do polohy 0-OFF - to znamená, že je stroj vypnutý.
- Vypněte ruční uzavírací ventil stlačeného vzduchu (pro provedení postupu - otočte ventil do pravé polohy - OFF).
- Udělejte pořádek v pracovním prostředí kolem stroje.
- Zástrčka elektrického napájení i zástrčka systému stlačeného vzduchu by měly být v případě dlouhodobého přerušení práce odpojeny (obě zástrčky by měly být vytaženy ze zásuvek).
6.11 Postup zkoušení a nastavování
POZOR! Testovací postup lze provést, pokud byl stroj řádně spuštěn - viz kapitola 6.5.9.Postup testování a nastavení by měl být zaveden do praxe, když:
- stroj byl poprvé zapnut,
- je nutná výměna nástrojů (v případě potřeby),
- postup údržby je dokončen,
- obsluha musí být seznámena s funkcemi stroje.
Pro provedení uvedeného postupu by měl provozovatel:
1. Nastavte teplotu , kterou má udržovat elektroda během svařování (např. 40oC pro testování) pomocí ELEKTRODA TEPLOTA termoregulátoru.
2. Přejděte na dotykový panel: Pomocí tlačítek "-" a "+"se ujistěte, že postup změny polohy kondenzátoru probíhá plynule při každé úrovni výkonu od 0 do 100 %. 3. Po dokončení postupu kontroly přepněte režim nastavení kondenzátoru do polohy AUTO.
3. Nastavte přepínač HF OFF/ON do polohy OFF.
4. Nahrajte příslušný recept z paměti dotykového panelu: Nahrát pro výrobu: HMI → okno databáze receptur → zvýrazněte požadovanou recepturu v tabulce → poté klikněte na tlačítko Nahrát pro výrobu nebo vyplňte následující políčka parametrů svařovacího cyklu, které najdete na hlavní obrazovce:
- Počáteční výkon;
- Provozní výkon;
- Doba zpoždění;
- Doba svařování;
- Doba chlazení;
- Úroveň výkonu;
6. Stiskněte tlačítko na panelu HMI: HMI → Okno pohonu hlavy HF → Režim pohonu
→ A;
7. Stiskněte tlačítko na panelu HMI: HMI → Hlavní obrazovka → Možnosti → Regulace teploty → zapnuto;8. Stiskněte tlačítko na panelu HMI: HMI → Hlavní obrazovka → Pracovní režim → 0 ;
9. Stiskněte tlačítko na panelu HMI: HMI → Hlavní obrazovka → Režim regulace→ 1;
10. Ujistěte se, že izolační podložka na pracovním stole nebo na dělicí příčce z hliníkového plechu je čistá - nesmí být špinavá ani mechanicky poškozená v místě, kde je elektroda přitlačována ke svařovanému materiálu;
 POZOR ! Na izolační Podložka musí být být umístěna na přímo pod podložku svařované materiálu jako . je předpokládá na chránit . před . elektrickým proudem obloukem vytvořený mezi stránkami . svařování elektrodou a pracovním stolem.
POZOR ! Na izolační Podložka musí být být umístěna na přímo pod podložku svařované materiálu jako . je předpokládá na chránit . před . elektrickým proudem obloukem vytvořený mezi stránkami . svařování elektrodou a pracovním stolem.
POZOR ! Pokud . rozdělovač byl krytý s . Izolace podložka měla by dodržovat na . tabulka těsně - na adrese například a cesta že ne nečistoty mezi rozdělovače a pracovní stůl by mohly být nalezena.
12. Proveďte navádění v osách X a Y. Během navádění se svařovací hlava pohybuje. Proces navádění je signalizován podsvícením tlačítka.
13. Testování činnosti joysticku
 se nachází na kazatelně operátora. Posuňte stroj doprava a poté doleva. Lehkým stiskem joysticku by se měl stroj pohybovat pomalu, silnějším stiskem rychleji.
se nachází na kazatelně operátora. Posuňte stroj doprava a poté doleva. Lehkým stiskem joysticku by se měl stroj pohybovat pomalu, silnějším stiskem rychleji.14. Testování činnosti joysticku
 se nachází na kazatelně operátora. Přesuňte svařování hlavy dopředu a poté do pozadí. Při lehkém stisknutí joysticku by se měl stroj pohybovat pomalu, při silnějším stisknutí - rychleji.
se nachází na kazatelně operátora. Přesuňte svařování hlavy dopředu a poté do pozadí. Při lehkém stisknutí joysticku by se měl stroj pohybovat pomalu, při silnějším stisknutí - rychleji.15. Použijte tlačítko
16. Zkontrolujte v okně servisní nabídky, zda je v nabídce elektrody dolů indikátor je zapnutý.
17. Pokud bezpečnostní opatření signalizované zprávou NOUZOVÁ ELEKTRODA UP se aktivuje - elektroda spuštěná na materiál se samovolně zvedne. Ve výše uvedeném případě je třeba provést nastavení koncového spínače indikujícího spodní polohu elektrody, jak je popsáno v kapitole 6.4.
18. Použijte tlačítko
19. Zkontrolujte v Služba nabídka okno, abyste zjistili, zda elektrody nahoru indikátor je zapnutý.
20. Několikrát vyzkoušejte zvedání a spouštění elektrody, abyste se ujistili, že se pohybuje hladce.
21. Spusťte svařovací elektrodu na materiál a zatlačte na ni. START tlačítko - automatický svařovací cyklus by měl být proveden s vypnutým vysokofrekvenčním generátorem.
23. V případě, že se vám podařilo provést všechny činnosti, které jsou popsány výše, můžete přejít k testování svařování s vysokou frekvencí. Nastavte přepínač HF OFF/ON do polohy ON ,
2. Stiskněte tlačítko na panelu HMI: HMI → Hlavní obrazovka → Režim regulace→ 1 nebo 0;
 Práce režim aktuální / čas (1/0) a Nařízení Režim min / max (0/1) byly popsány v detail v kapitole 6.6.5.
Práce režim aktuální / čas (1/0) a Nařízení Režim min / max (0/1) byly popsány v detail v kapitole 6.6.5.
3. Spusťte svařovací elektrodu na materiál přesně v místě svaru.
 POZOR: Na adrese . je možné na zastavit . svařování proces kdykoli opakovaně pomocí STOP tlačítko.
POZOR: Na adrese . je možné na zastavit . svařování proces kdykoli opakovaně pomocí STOP tlačítko.
4. Stiskněte tlačítko START - se spustí automatický svařovací cyklus podle parametrů uvedených v okně hlavního HMI panelu . Indikace ANODOVÉHO PROUDU měřidla by měla být sledována - během svařování; proud by se měl zvyšovat v rámci rozsahu vyznačeného zeleně na stupnici měřidla.
5. Po dokončení celého procesu je třeba vyhodnotit kvalitu svaru . Praktické znalosti jsou pro správné posouzení nepostradatelné; proto je nejlépe požádat o radu pracovníka zhotovitele a provést první spuštění stroje s ním.
6. Pokud je těsnicí šev vyroben je nerovnoměrný podél celé rozšíření , budete si muset přečíst kapitolu 6.14.
7. V závislosti na účinku svařování (svařeno, nesvařeno, přehřáté) by měly být odpovídajícím způsobem upraveny parametry svařování:
- Počáteční výkon;
- Provozní výkon;
- Doba zpoždění;
- Doba svařování;
- Doba chlazení;
- Úroveň výkonu;
- Tlak.
8. Ujistěte se, že následující parametry prošly mnoha hodinami testování týkajícího se: práce na stejném typu materiálu , pracovního cyklu stroje a funkčnosti, ergonomických norem stroje , které jsou rozhodující pro prevenci vážných zranění během výrobního cyklu;
9. Po dosažení estetických a pevnostních parametrů svaru by měly být hodnoty uloženy jako recept: HMI → Hlavní obrazovka → klikněte na tlačítko SAVE RECIPE → Recepty databáze okno → zadejte název receptu do řádku s názvem Editace receptu → stiskněte tlačítko Create new .
10. Nastavte přepínač HF OFF/ON do polohy OFF ,
11. Zvedněte elektrodu do horní polohy .
12. Stiskněte na panel HMI: HMI → Hlavní obrazovka → Pracovní režim → 0 ;
13. Stiskněte na panelu HMI : HMI → HF Hlava Oknopohonu → Režim pohonu → AB;
14. Stiskněte na panelu HMI : HMI → HF Hlava Oknopohonu → Překrytí → auto;
15. Na pracovní stůl rozprostřete materiál , který se má svařovat . .
16. Vložte délku svaru na dotykový panel : HMI → HF Hlava Oknopohonu → WELD LENGTH(WL).
17. Vložte délku elektrody na dotykový panel : HMI → HF Hlava Oknopohonu → ELEKTRODOVÁ DÉLKA (EL).
18. Používání stránek . joystick  přesunout to na . pozice na adrese který . svařování by měl zahájit a tisk tlačítko
přesunout to na . pozice na adrese který . svařování by měl zahájit a tisk tlačítko ![]() na nižší . elektrody na svařované materiál. Ujistěte se, že . materiál je rozprostřen správně;
na nižší . elektrody na svařované materiál. Ujistěte se, že . materiál je rozprostřen správně;
19. Stiskněte tlačítko START na panelu obsluhy - automatický svařovací cyklus začne s vypnutým vysokofrekvenčním generátorem .
20. Stroj svaří podél vložené délky a poté se zastaví.
21. Stiskněte a podržte tlačítko: HMI → HF Hlava Pohon okno → Ruční Pohon → A na dotykovém panelu - svařovací hlava se přesune do polohy nad prvním svarem.
22. Stiskněte a a podržte tlačítko : HMI → HF Hlava Pohon okno → Ruční pohon → B na dotykovém panelu - svařovací hlava se přesune do polohy nad posledním svarem.
23. Stiskněte a podržte tlačítko: HMI → HF Hlava Pohon okno→ Ruční pohon → GO TO TABLE END na dotykovém panelu - svařovací hlava se přesune na konec lavice .
24. Zkontrolujte , zda procházející koncové ovládání bylo zapnuto na v okně servisního menu .
25. Stiskněte a podržte tlačítko: HMI → HF Hlava Pohon okno → Ruční pohon → GO TO TABLE BEGINNING na dotykovém panelu - svařovací hlava se přesune na začátek lavice.
26. Zkontrolujte , zda procházející začínající kontrolka kontrolka byla zapnuta v okně servisní nabídky .
27. Napište: HMI → HF Hlava Disk okno → Manuální Disk → Přesun o  , pro příklad 100 cm (nebo 39 palce pokud . jednotka přepínač na adrese . nabídka služeb je na adrese palce pozice) na adrese . dotykový panel a pak tisk . Přejít na tlačítko vedle to - svařovací hlava se pohybuje 100 cm (nebo 39 palců, pokud je přepínač jednotek na adrese . nabídka služeb je na pozici palců) na vpravo.
, pro příklad 100 cm (nebo 39 palce pokud . jednotka přepínač na adrese . nabídka služeb je na adrese palce pozice) na adrese . dotykový panel a pak tisk . Přejít na tlačítko vedle to - svařovací hlava se pohybuje 100 cm (nebo 39 palců, pokud je přepínač jednotek na adrese . nabídka služeb je na pozici palců) na vpravo.
 Pokud . zadáno hodnota je zvýrazněné na adrese červená, to znamená že . svařovací hlava nelze být přesunut podle . nastavit hodnotu. Pokud . hlava je ne na adrese okraj z . tabulka a to je fyzicky možné na pohon, zkontrolovat, zda . tabulka délka má adresu . správně zadáno na adrese . okno nabídky služeb.
Pokud . zadáno hodnota je zvýrazněné na adrese červená, to znamená že . svařovací hlava nelze být přesunut podle . nastavit hodnotu. Pokud . hlava je ne na adrese okraj z . tabulka a to je fyzicky možné na pohon, zkontrolovat, zda . tabulka délka má adresu . správně zadáno na adrese . okno nabídky služeb.
Když . Přejít na tlačítko je stlačené, . směr na adrese který stroj přesuny závisí na na adrese . zadáno charakter, pokud tam je pozitivní hodnota (bez znamení) . stroj bude přejít na na . vpravo, pokud zadáno hodnota je záporná, se stroj posune doleva.
28. Napište: HMI → HF Hlava Disk okno → Manuální Disk → Přesun o  , pro příklad 50 mm (nebo 1,95 palce pokud . jednotka přepínač na adrese . nabídka služeb je na adrese palce pozice) na adrese . dotykový panel a pak tisk . Přejít na tlačítko vedle to - . svařování hlava bude přesunout 50 mm (nebo 1,95 palců, pokud zapnutí jednotky . nabídka služeb je zapnutá pozice v palcích) na . zpět.
, pro příklad 50 mm (nebo 1,95 palce pokud . jednotka přepínač na adrese . nabídka služeb je na adrese palce pozice) na adrese . dotykový panel a pak tisk . Přejít na tlačítko vedle to - . svařování hlava bude přesunout 50 mm (nebo 1,95 palců, pokud zapnutí jednotky . nabídka služeb je zapnutá pozice v palcích) na . zpět.
29. Stiskněte a podržte tlačítko: HMI → HF Hlava Pohon okno → Ruční pohon → A na dotykovém panelu - svařovací hlava se přesune do polohy nad prvním svarem.
30. Nastavte přepínač HF OFF/ON do polohy ON ,
31. Pomocí tlačítka spusťte elektrodu na svařovaný materiál a ujistěte se, že je materiál správně rozprostřen,32. Stiskněte tlačítko START na panelu obsluhy - spustí se automatický svařovací cyklus s vysokou frekvencí.
Pokud je v držáku nainstalována speciální elektroda, která umožňuje svařování bez použití uzemňovací elektrody, pak po stisknutí tlačítka START na panelu obsluhy zůstane zemnicí elektroda v horní poloze - nespustí se. Po instalaci tohoto typu elektrody se na hlavní obrazovce zobrazí zpráva " SVAŘOVÁNÍ BEZ UZEMŇOVACÍ FOTY! ".
33. Po provedení kompletního svaru zkontrolujte, zda se dílčí svary v místě správně překrývají.34. Po zhotovení celého těsnicího švu je třeba zkontrolovat, zda se dílčí švy v oblasti překrytí správně překrývají. Pokud tomu tak není, je třeba upravit paralelní polohu elektrody, jak je popsáno v kapitole 6.14.
První pracovní cyklus operátora je na základě na následujících činností :
1. Spusťte počítač podle postupu uvedeného v kapitole 6.9.
POZOR! Jakmile úspěšně proběhne zaváděcí postup, který byl uveden v kapitole 6.5.9, začne svářečka vykonávat své rutinní povinnosti.Svařování bez izolační podložky nebo s opotřebovaným povrchem se nedoporučuje, protože by mohlo dojít k obloukovému výboji, který by poškodil nástroje stroje.- Počáteční výkon;
- Provozní výkon;
- Doba zpoždění;
- Doba svařování;
- Doba chlazení
- Úroveň výkonu
- Tlak
- WELD LENGTH (WL) v okně RF Head Drive;
- ELECTRODE LENGTH (EL) v okně RF Head Drive;
- OVERLAP LENGTH (OL) (volitelné) v okně RF Head Drive. Zvolte automatické překrytí (stiskněte
 tlačítko)
tlačítko)
8. Stiskněte tlačítko na panelu HMI: HMI → Hlavní obrazovka → Pracovní režim → 0 nebo 1;
9. Stiskněte tlačítko na panelu HMI: HMI → Hlavní obrazovka → Režim regulace→ 1 nebo 0;
10. Poté znovu klikněte na panel HMI: Nastavte režim regulace kondenzátoru na pozici AUTO ;
11. Připravte materiál ke svařování na pracovním stole, kde se má postup provádět;
12. Pomocí joysticku jej přesuňte do polohy, ve které má být zahájeno svařování, a tlačítkem spusťte elektrodu na svařovaný materiál. Ujistěte se, že je materiál správně umístěn;
13. Stiskněte tlačítko START na ovládacím panelu - spustí se automatický cyklus svařování s vysokou frekvencí podle parametrů zobrazených v okně panelu HMI. Je třeba sledovat údaj na měřidle ANODOVÉHO PROUDU; během svařování by se měl proud zvyšovat v rozsahu vyznačeném zeleně na stupnici měřidla.
Svařovací zóna je chráněna před neionizujícím zářením pohyblivou zemnicí elektrodou, která je během svařování přitlačována ke stolu, čímž vzniká jakýsi kondenzátor, který má omezovat neionizující záření. Zemnicí elektroda se spustí nad svařovaný materiál, když se zapne vysoká frekvence - stisknutím tlačítka START na panelu obsluhy.
 Konkrétně Pozor by měl být věnovat na . skutečnost že . povrch na . materiálu na . svařovaný materiál je . rovnoměrně . na . práce a je ne vlnitý.
Konkrétně Pozor by měl být věnovat na . skutečnost že . povrch na . materiálu na . svařovaný materiál je . rovnoměrně . na . práce a je ne vlnitý.
Konkrétně Pozor by měl být věnovat že tam jsou žádné kovové . v blízkosti uzemnění . a pod ní.
Pokud byla speciální elektroda nainstalována v držáku , který umožňuje svařování bez použití uzemňovací elektrody , pak po stisknutí . START tlačítka na panelu operátora , uzemňovací elektroda zůstane v horní poloze - ji nebude dolní. Po instalaci tohoto typu elektrody se v hlavní obrazovce zobrazí zpráva "xml-ph-0030@deepl.
14. Po dokončení práce vypněte stroj v souladu s postupem popsaným v kapitole 6.10. .
Držák svařovací elektrody je vybaven automatickým rychloupínacím systémem ovládaným z dotykového panelu HMI. Umožňuje obsluze ušetřit čas a vyměnit elektrodu bez použití jakýchkoli přístrojů.
![]() POZOR! Při výměně elektrody dbejte na její hmotnost. V případě, že je elektroda velká a těžká, doporučujeme, aby výměnu prováděly dvě osoby. Neodborná manipulace s elektrodou může mít za následek skřípnutí rukou obsluhy, ke kterému může dojít při vyjímání těžké elektrody z upínače.
POZOR! Při výměně elektrody dbejte na její hmotnost. V případě, že je elektroda velká a těžká, doporučujeme, aby výměnu prováděly dvě osoby. Neodborná manipulace s elektrodou může mít za následek skřípnutí rukou obsluhy, ke kterému může dojít při vyjímání těžké elektrody z upínače.
Pro provedení postupu výměny elektrod proveďte následující kroky:
- Připojte stroj k elektrickému a pneumatickému napájení - stroj musí být připraven k provedení rutinního pracovního cyklu (to znamená, že by se neměla zobrazovat alarmová hlášení a elektroda by se měla nacházet v horní poloze),
- Nastavení na hlavní obrazovce panelu: HMI → Možnosti → elektroda → otevřít,
- Posuňte elektrodu doleva nebo doprava (záleží na verzi stroje) - elektroda by se měla vysunout z držáků;
- Nasaďte novou elektrodu na držáky použité k upnutí, posuňte elektrodu doleva nebo doprava (záleží na verzi stroje).
- Nastavení na hlavní obrazovce panelu: HMI → Možnosti → elektroda → zavřeno.
6.14 Nastavení paralelní polohy těsnicí elektrody vzhledem k ose stolu a těsnicímu švu

Obr. 34. Uchycení elektrod
Potřebné nástroje:
Klíč 30
imbusový klíč 4
1. Spusťte stroj, restartujte jej a připravte jej na normální provoz, tj. nezobrazujte na dotykovém panelu žádná alarmová hlášení apřipravenost zapnuta". Popis spuštění stroje naleznete v kapitole: 6.6.2. Zkontrolujte, zda je těsnicí povrch elektrody rovný, a také zkontrolujte, zda je elektroda:
a. je ohnutý;
b. je zkroucený;
c. má jakékoliv vroubky;
d. má jakékoliv výstupky.
Každá z výše uvedených vad má za následek nerovnoměrný šev, pokud nebyly vytvořeny explicitně, například při obkreslování vzoru na těsnicí ploše elektrody.
V případě takové závady bude nutné elektrodu opravit.
3. Vložte těsnicí elektrodu do rukojeti a zavřete rukojeť (viz kapitola 6.12.4. Připravte si materiál k utěsnění na pracovní stůl.
5. Pomocí joysticku spusťte elektrodu dolů na materiál, který má být utěsněn.
6. V okně servisní nabídky zkontrolujte, zda svítí indikátor elektrody dolů.
7. Pokud je bezpečné pokračovat, což signalizuje hlášení EMERGENCY ELECTRODE UP, kterése zobrazí po spuštění elektrody na materiál, automaticky se zvedne. Poté je třeba nastavit koncový spínač, který ukazuje na spodní polohu elektrody, jak je popsáno v kapitole 6.4.
8. Zvedněte elektrodu nahoru a přeneste ji do horní polohy.
9. V servisním menu zkontrolujte, zda svítí indikátor zapnutí elektrody.
10. Elektrodu několikrát vyzkoušejte tak, že ji spustíte a zvednete, abyste se ujistili, že její pohyb je plynulý.

Obr. 35. Šev s a nesprávně nastavenou paralelní polohou elektrody v vztahu k těsnicí ose švu .
- Zvedněte elektrodu nahoru na do horní polohy .
- Vytvořte vzorový šev z alespoň dvou dílčích švů.
- Když je šev připraven, zkontrolujte jej:
- Pro rovnoměrnost podél celé plochy - pokud je nerovnoměrná, pak jeden by měl mírně snížit úchyt s elektrodou , pomocí matic B a C v těch oblastech , kde elektroda nemá xml-ph (nejprve mírně povolte příslušnou matici na B a dále utáhněte příslušnou matici na C).
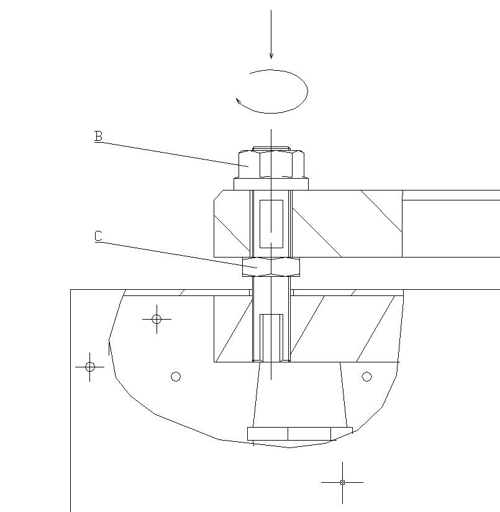
Obr. 36. Regulace z z paralelní pozice z z elektrody v vztahu k tabulce s z použití matic B a C (čelní pohled z z elektrody úchyt).
- Zkontrolujte , zda se začátek druhého švu částečně překrývá s koncem prvního švu - Obr. 35. Pokud se oni nemají překrývat, jeden by měl upravit úchyt s elektrodou , rovnoběžně s osou švu , xml-ph-0030@deep. (mírně povolte matice u B a pak mírně povolte šrouby u A na straně , kde elektroda nemá překrytí s švem a utáhněte příslušné šrouby u A na xml-ph-0031@.
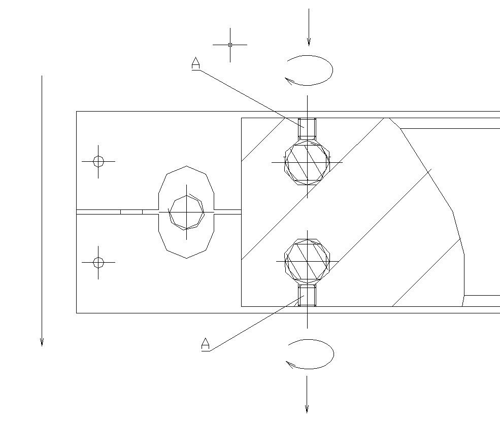
Obr. 37. Nastavení z z paralelní polohy z z elektrody v vztahu k švu osy s použití z z šroubů na A (vertikální pohled z a řez z z elektrody úchytu).
7.0 Výběr parametrů svařování
 POZOR: Na stránkách stroj by měl ne provádět . svařování postup bez . Izolace podložka pod . elektrody. Due na odpovídajícím způsobem aplikované Izolace podložka . číslo z . vznik přepěťových jevů na adrese povrch z . elektroda je snížil.
POZOR: Na stránkách stroj by měl ne provádět . svařování postup bez . Izolace podložka pod . elektrody. Due na odpovídajícím způsobem aplikované Izolace podložka . číslo z . vznik přepěťových jevů na adrese povrch z . elektroda je snížil.
7.2 Volba výstupního výkonu
Aby dosáhl nejvyšší úrovně produktivity při relativně nízké úrovni vadných svarů , měl by operátor stroje provést postup nastavení výkonu pro každou vyměněnou elektrodu. Uvedený postup se provádí s pomocí ovládacích Ua NASTAVENÍ prvků a parametru Provozní výkon .
Po nastavení napájení a zahájení svařovacího procesu jsou indikace ANODOVÉHO PROUDU ampérmetru předmětem vizuální kontroly. Když měření jsou na nárůstu to znamená , že v tomto konkrétním okamžiku začíná proces svařování. Parametr doby svařování by měl odpovídat hodnotě parametru z důvodu na který vysokofrekvenční svařovací postup bude zastaven v důsledku zastavení indikační jehly ampérmetru.
Když svařovací proces končí kvalita svaru musí projít vizuální kontrolou. Pokud je kvalita svaru nedostatečná , je třeba zvýšit úroveň výkonu . V případě, že výše uvedené řešení nepřináší žádné plodné výsledky, pak parametr času lze zvýšit. Nicméně hodnota výkonu by neměla být příliš vysoká , protože to může vést k produktům, izolační podložce a poškození elektrody způsobené obloukovým výbojem.
7.3 Výběr parametrů doby svařování
Pravidlem je, že doba svařování u materiálů vyrobených z tvrdého PVC by neměla být delší než 4-5 s.. Vzhledem k k zkušenostem výrobce vyšší hodnoty uvedených parametrů nemají žádný vliv na na kvalitu dosaženého švu , ale dostatečně zhoršují účinnost procesu . Pokud proces svařování trvá déle během zkušebních postupů znamená to, že nastavení výkonu je třeba regulovat.
7.4 Nastavení tlaku elektrod
V pořadí k svařování PVC fólie materiálu by měl být stlačen elektrodou s tlakem síla se pohybuje od 0,5 do 3 kg/cm2. Měření tlakové pevnosti při výběru nejvhodnější hodnoty by bylo příliš časově náročné a navíc v praxi by se tato metoda ukázala jako nepoužitelná. Obecně platí, že aby mohl úspěšně provést postup nastavení , musí si operátor všimnout některých nepravidelností , které přicházejí na existenci během postupu svařování a ve vzhledu švu . Když je tlak příliš nízký , objeví se následující nepravidelnosti :
- náchylnost k jiskrovým výbojům vznikajícím mezi dvěma elektrodami jako vzduch, který měl být vytlačen ven, se vyskytuje v mezi dvěma vrstvami fólie a v důsledku toho vzniká nepravidelná intenzita proudu;
- výskyt vzduchu bublin ve švu;
- vzhled švu pevnost která je malá.
If the pressure is particularly low, there can occur something usually called “film boiling”. When the film is welded under very low pressure, it can be deformed into a foamy product of very low resistance. Applying excessive pressure is also inappropriate, as it can make the film very thin along the place of welding and thus also result in lower resistance of the welded material. Therefore, it is recommended to follow the principle saying that the thickness of film after welding should be equal to at least half the initial thickness of both layers of film. The appearance and proper shape of characteristic leakage that is usually formed along both edges of the welded place has also significant influence on the resistance properties of the welded material. If such a leakage does not appear, it usually indicates insufficient resistance of the welded place, which can be very easily tested. The lack of the leakage after the welding process can be caused by applying too low output power or insufficient pressure. If you use electrodes with cutting edges, it is very important to position the cutting edge correctly. It is usually assumed that the cutting edge of the electrode should protrude from the welding plane by about half the thickness of welded film. In order to check the operation of the cutting edge, it is necessary to make several test welding cycles and remove the film scraps. The result of tests can be considered satisfactory when removing the film scraps along the line of welding takes no more than one cut with scissors.
8.0 Údržba
Díky použitým konstrukčním řešením a nekomplikované konstrukci stroje jsou preventivní i havarijní údržba a kontrolní činnosti poměrně jednoduché a nevyžadují dlouhé přestávky v provozu stroje.
Svářečka vyžaduje malé množství práce spojené se strojem.
provoz a údržbu za předpokladu, že jsou dodrženy vhodné podmínky používání. Je nutné pravidelně kontrolovat technický stav připojení stroje k elektrické síti, zejména stav systému ochrany proti úrazu elektrickým proudem.
Všechny součásti vysokofrekvenčního generátoru, zejména všechny izolační prvky, musí být udržovány v čistotě. Vnitřek výstupního systému generátoru byste měli důkladně vyčistit alespoň jednou za tři měsíce. Při takovém čištění je třeba zkontrolovat stav součástí generátoru a jednotek, které s generátorem přímo spolupracují, a dotáhnout všechny spoje.
Vzhledem ke specifickým vlastnostem stroje se doporučuje, aby některé z výše uvedených úkonů prováděl autorizovaný a náležitě kvalifikovaný technický servisní personál výrobce (to platí zejména pro havarijní situace). Výše uvedené úkony vyžadují zvláštní péči a pozornost.
POZOR: Během provozu generátoru mají jeho součásti, stejně jako součásti výstupního obvodu, napětí až 8 kV DC a vysokofrekvenční napětí až 480 V (27,12 MHz).
POZOR: Kondenzátory anodového generátoru mohou udržet elektrický náboj o napětí až 8000 VDC i po odpojení svářečky od napájení. Před dotykem s součástmi vysokofrekvenčního generátoru musí být tyto kondenzátory vždy vybité.
Uzemnění konstrukce stroje musí být provedeno se zvláštní opatrností. Nezapomeňte, že generátor nesmí nikdy pracovat, pokud jsou odstraněny ochranné kryty, a to ani při provádění technického servisu a údržby, kdy může být úroveň bezpečnosti stroje snížena v důsledku prováděné opravy.
Veškeré úkony údržby a opravy vyžadují povolení oprávněných osob.
Měli byste mít ZÁZNAM O STROJI, včetně dat a typů provedených preventivních činností nebo oprav.
Při údržbě nebo jiných požadovaných manuálních činnostech nikdy nevstupujte do oblasti vystavené potenciálním a předvídatelným nebezpečím ani do ní nevkládejte žádné části těla, abyste vyloučili riziko potenciálních a předvídatelných nebezpečných situací.
UPOZORNĚNÍ: Veškeré práce v zóně aktivní lisovací jednotky stroje, tj. výměnu zařízení, může provádět pouze vyškolený servisní tým, a to se zvláštními bezpečnostními opatřeními.Vždy noste ochranný oděv a protiskluzovou obuv, což snižuje riziko pádu. Vždy se ujistěte, že máte rukávy dobře stažené kolem zápěstí nebo řádně vyhrnuté.
Při práci s komponenty s ostrými hranami vždy používejte pracovní rukavice.
Veškerý personál odpovědný za obsluhu a údržbu stroje by měl být řádně vyškolen a poučen.
Každou údržbu nebo opravu může provádět výhradně autorizovaný a kvalifikovaný personál, který je schopen správně interpretovat závady a poruchy, číst instalační schémata a technické výkresy, aby bylo zajištěno, že všechny demontážní a montážní operace spojené se standardními postupy údržby budou provedeny odborně a - což je nejdůležitější - bezpečně.
Veškeré úkony prováděné v oblasti provozu lisovací jednotky, tj. montáž a demontáž elektrody, prováděné při zapnutém napájení stroje, mohou provádět výhradně pracovníci řádně proškolení v oblasti bezpečnosti a ochrany zdraví při práci, zejména s ohledem na rizika spojená s provozem lisovací jednotky.
Měli byste také předvídat možné nestandardní chování stroje, pokud je pneumatický systém svářečky nebo potrubí pro přívod stlačeného vzduchu neutěsněné. To bude mít za následek pomalé automatické spouštění přítlačné jednotky svářečky.
Zaměstnanci by měli být o tomto riziku informováni během školení o bezpečnosti a ochraně zdraví při práci.
POZOR: Během každé z výše uvedených operací musí být provoz stroje zastaven.
8.2 Preventivní program - pravidelné kontroly
NA ZAČÁTKU KAŽDÉ SMĚNY
- Zkontrolujte, zda je pracovní prostor stroje čistý a uklizený;
- Vizuálně zkontrolujte, zda jsou uzamčeny ochranné obrazovky;
- Zkontrolujte osvětlení pracovního prostoru;
- Zkontrolujte, zda tlačítko EMERGENCY STOP funguje správně;
- Zkontrolujte hlavní ochranu v elektrické instalaci;
- Zkontrolujte stav měděných a mosazných vodivých prvků v oblasti držáku elektrod a uzemňovacích prvků bočních ochranných stěn.
KAŽDÝCH 100 HODIN PROVOZU STROJE (NEJMÉNĚ JEDNOU TÝDNĚ):
- Zkontrolujte, zda jsou nosné šrouby (zejména šrouby upevňující nářadí) řádně upevněny a dotaženy;
- Zkontrolujte hladinu kondenzační vody v nádobě filtru stlačeného vzduchu; je-li v ní voda, nádobu vyprázdněte; je-li v ní velké množství pevných nečistot, nádobu demontujte a vymyjte;
KAŽDÝCH 500 HODIN PROVOZU STROJE (NEJMÉNĚ VŠAK JEDNOU ZA DVA TÝDNY).
- Zkontrolujte, zda je chladič anodové lampy čistý;
- Zkontrolujte množství pevných nečistot a prachu v komoře generátoru; je-li to nutné, vyčistěte komoru pomocí vysavače nebo pistole na stlačený vzduch;
- Zkontrolujte, zda jsou pohyblivé prvky (zejména nástroje a vodítka) čisté;
- Promažte pohyblivé prvky - zejména vodítka; pokud je to nutné, použijte tuhé mazivo na bázi lithia a tuk;
- Zkontrolujte a otestujte poplašnou jednotku.
KAŽDÝCH 1000 HODIN PROVOZU STROJE (NEJMÉNĚ VŠAK KAŽDÝCH ŠEST MĚSÍCŮ).
- Vizuálně zkontrolujte stav mechanických prvků;
- Utáhněte všechny šrouby;
- Zkontrolujte, zda opatření na ochranu před úrazem elektrickým proudem fungují správně;
- Zkontrolujte účinnost mazání vodítek;
- Zkontrolujte stav hlavních kontaktních prvků - hlavní kontakty nebo jiné kontaktní prvky systému, jako jsou kontakty nebo relé s nadměrně opotřebeným povrchem, musí být vyměněny.
KAŽDÝ 5000 HODIN Z MACHINE PROVOZ (ALE NA NEJMÉNĚ KAŽDÝCH ŠEST MĚSÍCŮ)
- nahradit olej topení elektroda - olej typ L-LH-46.
UPOZORNĚNÍ: Před každou údržbou vypněte stroj pomocí hlavního vypínače a odpojte hlavní napájení.
 JE ZAKÁZÁNO mazání stroje během provozu.
JE ZAKÁZÁNO mazání stroje během provozu.
9.0 Bezpečnost a ochrana zdraví při práci
9.1 Základní požadavky
- Stroj smí být používán výhradně způsobem odpovídajícím jeho účelu výslovně popsanému v bodě 1.
- Použitá konstrukční řešení týkající se bezpečnosti snižují na minimum jak nestandardní chování stroje, tak nebezpečí pro obsluhu a další osoby, které se strojem přicházejí do styku, za předpokladu, že jsou dodržovány zásady bezpečné práce. Stroj je vybaven klíčovými spínači na ochranných zástěnách, jejichž demontáž vyžaduje specifické nářadí, včetně spínače na dveřích svařovací komory, tlačítka EMERGENCY STOP a pohyblivých ochranných zástěn uzavírajících svařovací prostor po dobu svařovacího procesu.
- Otázky spojené s bezpečností a ochranou zdraví při práci a posouzením rizika při kontaktu osoby se strojem byly podrobně popsány v předchozích kapitolách této příručky.
- Vzhledem k tomu, že tato problematika je velmi důležitá, některé pokyny se v této části opakují.
- Každý nový zaměstnanec, který přichází do styku se svářecím strojem, by měl být proškolen v oblasti základních zásad bezpečnosti a ochrany zdraví při práci a seznámen s druhy nebezpečí, která jsou spojena s obsluhou svářecího stroje, pokud obsluha nedodržuje závazné předpisy a zásady.
- Pracovníci odpovědní za obsluhu svářečky musí mít důkladné znalosti první pomoci v případě úrazu elektrickým proudem a popálenin. U osob pracujících se zařízeními využívajícími elektromagnetické vlny o frekvenci v rozsahu 0,1 - 300 MHz jsou vyžadovány pravidelné lékařské prohlídky.
- Po instalaci svářečky je nutné změřit vyzařování elektromagnetického pole a stanovit hranice nebezpečného prostoru.
- Na základě výsledků měření se v souladu s platnými normami stanoví úroveň nebezpečí a doba, po kterou se obsluha může zdržovat v nebezpečném prostoru.
- Do nebezpečné zóny mohou vstupovat pouze operátoři, kteří mají příslušná oprávnění pro práci v oblasti vystavené elektromagnetickému poli na základě odborných lékařských vyšetření a byli řádně proškoleni v bezpečné obsluze zařízení vyzařujících elektromagnetické pole.
- Výše uvedená měření by měla provádět autorizovaná instituce. Podrobné pokyny týkající se těchto měření jsou stanoveny platnými předpisy v zemi, kde se stroj používá.
- Obsluha stroje by měla vždy nosit standardní pracovní oděv, rukavice, pokrývku hlavy a protiskluzovou obuv.
- Pracovní prostředí stroje, podlaha a ruční držáky a úchyty musí být vždy čisté a zbavené jakéhokoli znečištění, mastnoty nebo bláta, aby se riziko uklouznutí nebo pádu snížilo na nejnižší možnou míru.
- Nikdy nepoužívejte stroj v automatickém provozním režimu bez pevných nebo pohyblivých ochranných prvků. Pravidelně kontrolujte, zda jsou všechny nouzové spínače a všechny ostatní ochranné prvky správně namontovány a zda správně fungují.
- Každá obsluha stroje musí být poučena o funkcích ochranných prvků stroje a jejich správném používání.
- V okolí stroje (asi 1,5 m kolem stroje) nesmí být žádné předměty, které by mohly narušit provoz stroje. Tento prostor musí být udržován v čistotě a musí být řádně osvětlen.
- Nikdy nepoužívejte manipulátory stroje nebo ohebné trubky jako držáky. Nezapomeňte, že jakýkoli náhodný pohyb manipulátoru stroje může způsobit náhodné spuštění stroje.
- O všech případech nesprávné obsluhy stroje vždy informujte vedoucího a/nebo pracovníky provozu.
- Veškeré úkony údržby a opravy vyžadují povolení oprávněných osob.
- Měli byste mít Záznam o stroji, včetně dat a typů provedených preventivních činností nebo oprav.
- Při údržbě nebo jiných požadovaných manuálních činnostech nikdy nevstupujte do oblasti vystavené potenciálním a předvídatelným nebezpečím ani do ní nevkládejte žádné části těla, abyste vyloučili riziko potenciálních a předvídatelných nebezpečných situací.
NIKDY NEPOUŽÍVEJTE SVÁŘEČKU, POKUD JSOU ODSTRANĚNY OCHRANNÉ KRYTY NEBO POKUD JSOU ZABLOKOVÁNY KLÍČOVÉ SPÍNAČE. TO PLATÍ ZEJMÉNA PRO OCHRANNÉ CLONY GENERÁTORU.
Tyto ochranné clony snižují vyzařování elektromagnetického pole a zabraňují náhodnému dotyku prvků elektrického obvodu s napájecím napětím nebo vysokým napětím až 8000 V.
- Vždy noste ochranný oděv a protiskluzovou obuv, což snižuje riziko pádu. Vždy se ujistěte, že máte rukávy dobře stažené kolem zápěstí nebo řádně vyhrnuté.
- Při práci s horkými součástkami nebo součástkami s ostrými hranami vždy používejte pracovní rukavice.
- Je třeba si také uvědomit, že na součástech, které nejsou z ergonomických důvodů zakryty žádným stíněním, tj. na elektrodě a vodivých součástech držáku elektrody, je vysokofrekvenční napětí. NIKDY SE TĚCHTO SOUČÁSTÍ BĚHEM SVAŘOVÁNÍ NEDOTÝKEJTE.
- Dotyk těchto součástí během svařování vede k popálení pokožky vysokofrekvenčním napětím. Není však životu ani zdraví nebezpečné.
- Přijatý způsob napájení svářečky představuje potenciální riziko stlačení nebo rozdrcení končetin v prostoru mezi stlačením elektrod. Veškeré práce v oblasti provozu lisovací jednotky, tj. montáž a demontáž elektrod nebo rozprostírání a odstraňování materiálu a odpadu, které jsou prováděny při připojení svářečky k napájení, mohou provádět výhradně zaměstnanci proškolení v oblasti bezpečnosti a ochrany zdraví při práci, včetně informací o riziku, které představuje lisovací jednotka.
- Během provozu stroje by se obsluha měla nacházet v níže uvedeném prostoru.
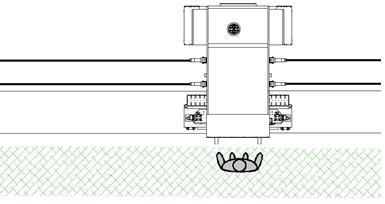
Obr. 38. ZDWA-15-C-3 - bezpečnostní pracovní prostor (zelená barva ).
9.3 Podmínky bezpečnosti práce pracovníků odpovědných za údržbu a opravy svářecího stroje- Tyto práce vyžadují zvláštní péči. Vždy je třeba mít na paměti, že kondenzátory anodového generátoru mohou udržet elektrický náboj o napětí 8000 V i po odpojení svářečky od elektrické sítě. Před dotykem se součástmi vysokofrekvenčního generátoru musí být tyto kondenzátory vždy vybité.
- Během provozu generátoru mají jeho součásti, stejně jako součásti výstupního obvodu, vysokofrekvenční napětí. Uzemnění konstrukce stroje musí být provedeno obzvláště pečlivě. Je třeba mít také na paměti, že doba provozu generátoru s odstraněnými ochrannými štíty musí být zkrácena na minimum.
- Veškeré opravy musí být prováděny v souladu s platnými zásadami oprav a provozu zařízení osobou, která má příslušné osvědčení vydané příslušným svazem elektrikářů (v Polsku: SEP).
- Veškerý personál odpovědný za obsluhu a údržbu stroje by měl být řádně vyškolen a poučen.
- Každou údržbu nebo opravu může provádět výhradně autorizovaný a kvalifikovaný personál, který je schopen správně interpretovat závady a poruchy a číst instalační schémata, aby bylo zajištěno, že všechny demontážní a montážní operace spojené se standardními postupy údržby budou provedeny odborně a - což je nejdůležitější - bezpečně.
- Během každé z výše uvedených operací musí být provoz stroje zastaven.
PŘIJMOUT VEŠKERÁ NEZBYTNÁ OPATŘENÍ K PREVENCI:
- Používání stroje jiným způsobem, než je popsáno v tomto návodu k obsluze a údržbě,
- Nesprávná instalace, která nebyla provedena v souladu s postupy popsanými v této příručce,
- nevhodná obsluha stroje nebo jeho obsluha pracovníky bez příslušného školení,
- Dodání nevhodných parametrů stroji,
- Nedostatečná údržba stroje,
- Neoprávněné úpravy nebo zásahy osob bez potřebných licencí, povolení nebo školení,
- Použití jiných než originálních náhradních dílů,
- Jakékoli jednání osob, které není v souladu se zásadami uvedenými v tomto návodu k obsluze a údržbě a s výstražnými informacemi.
10.0 Elektrická dokumentace
10.1 Parametry napájení - technické údaje
|
Napájení |
3 x 220 VAC; 50/60 Hz |
|
Instalovaná kapacita |
22 kVA |
|
VF výkon |
15 kW |
|
Provozní napětí |
24 VDC |
|
Provozní frekvence |
27,12 MHz |
|
Hlavní nadproudová ochrana |
63A |
|
Stabilita frekvence |
+/- 0.6 % |
|
Generátorová lampa (kovokeramická trioda) |
ITL 12-1 |
|
Řídicí systém PLC |
DELTA |
|
Systém obvodů proti vybíjení |
kompletní ANTIFLASH s VF filtrem |
10.2 Výkresy koncepce elektrické instalace
Viz přílohy
11.0 Pneumatická dokumentace
11.1 Technické údaje
|
Provozní tlak |
0,4 - 0,8 MPa |
|
Spotřeba stlačeného vzduchu |
Max. 70 nl (standard) na cyklus |
|
Čistota vzduchu |
podle ISO8573-1:4-4-4 |
|
Výkon filtrování |
20 um (ISO8573-1 4-4-4) |
11.2 Princip fungování
- pohon pneumatických držáků elektrody;
- pohon uzemněné elektrody;
- tisková jednotka;
- držáky elektrod.
Pneumatický systém se dále skládá ze systému přípravy vzduchu: tlakového filtru a reduktoru, softstartéru, připojovacích prvků, vypouštěcího ventilu a škrticích a kontrolních ventilů. Vzduch je přiváděn přes vypouštěcí ventil do jednotky VFRL; je předem filtrován a redukován na požadovaný objem. Dále je přiváděn přes elektricky nebo elektropneumaticky ovládané rozdělovací ventily k příslušným pneumatickým pohonům, které iniciují jejich pohyb. Dynamika pohybu akčních členů může být upravena pomocí škrticích kontrolních ventilů namontovaných na akčních členech. Sekvence pohybu akčních členů je řízena řídicí jednotkou svařovacího stroje.
11.3 Návod k obsluzeDŮLEŽITÉ: Přítomnost systému úpravy vzduchu instalovaného ve stroji nezbavuje zákazníka povinnosti zajistit čistotu vzduchu odpovídající třídě 4-4-4 podle normy ISO8573-1.VIZ PŘÍLOHY
12.0 Likvidace
12.1 Obecné pokyny
Použitá konstrukční řešení a vysoce kvalitní komponenty umožňují řádný provoz stroje po dobu přibližně 30 let. Mohou však nastat změny v potřebách zadavatele nebo změny v principech či normách, které dnes nelze předvídat, což by si mohlo vyžádat likvidaci stroje před uplynutím výše uvedené doby. To se týká i vyměněných nebo opravených dílů nebo součástí svářečky.
Klient je povinen zajistit, aby likvidace stroje nebo jeho součástí byla provedena v souladu s platnými právními předpisy platnými v daném okamžiku a na daném místě.
Všechny součásti stroje jsou recyklovatelné.
Likvidaci nebezpečných odpadů musí vždy provádět specializované firmy.
Druhy odpadů vznikajících během životního cyklu zařízení jsou popsány níže v bodě 12.2.
12.2 Odpady
- Kousky látky nebo papíru napuštěné látkami používanými k čištění součástí stroje;
- Použité náhradní díly generátoru v závislosti na materiálu, ze kterého jsou vyrobeny;
- Kapalné nebo pevné tukové odpady;
- Mazivo, které zůstalo po mazání nebo údržbě stroje;
- Lampa generátoru.
POZOR: lampa obsahuje kovy vzácných zemin a oxidy kovů vzácných zemin, které jsou vysoce toxické. V případě rozbití musí být lampa zlikvidována s maximální opatrností a za pomoci specializovaných služeb.
Veškeré odpady, které vznikají při výměně nebo při činnostech technických služeb a jsou znečištěny tukem, nelze likvidovat společně s průmyslovými odpady.
JE ZAKÁZÁNO ukládat odpady do popelnic, přímo je likvidovat jiným způsobem nebo je likvidovat prostřednictvím standardních služeb pro svoz odpadu. 12.3 Postup demontáže stroje před likvidací
- Umístěte stroj tak, aby stál bez pohybu.
- Odpojte napájení stroje.
- Odpojte přívod stlačeného vzduchu do stroje.
- Odstraňte ohebné plastové nebo gumové potrubí a zajistěte jeho likvidaci specializovanou firmou.
- Odpojte a odstraňte vodiče a elektrická zařízení a zajistěte jejich likvidaci specializovanou firmou.
- Oddělte ocelové součásti a součásti z neželezných kovů a zajistěte jejich likvidaci specializovanou firmou.
13.0 Přílohy
13.1 Štítek s modelem a sériovým číslem
Každý stroj Miller Weldmaster má tuto nálepku umístěnou na zadní straně stroje. Označuje model a výrobní číslo každé svářečky.
Uvádí také napětí a hertz potřebný pro provoz.



