Tento návod k obsluze je určen jako vodítko při práci se svářečkou Spec Extreme Seam. Abyste zajistili optimální výkon svářečky, dodržujte přesně doporučení a specifikace.
Obsah
- Kapitola 1: Úvod
- Kapitola 2: Seřízení a nastavení klínu
- Kapitola 3: Čištění klínu
- Kapitola 4: Demontáž a výměna klínu
- Kapitola 5: Průvodce překrýváním
- Kapitola 6: Průvodce akrylovým překrytím
- Kapitola 7: Průvodce lemováním
- Kapitola 8: Průvodce lemem šňůry
- Kapitola 9: Kapesní průvodce
- Kapitola 10: Průvodce plochým lemem
- Kapitola 11: Průvodce akrylovým lemem
- Kapitola 12: Průvodce Keder
- Kapitola 13: Kederův rámec
- Kapitola 14: Nastavení materiálu
- Kapitola 15: Návod k obsluze
- Kapitola 16: Řízení motoru
- Kapitola 17 : Schémata
- Kapitola 18 : Schéma zapojení
Další technické informace o tomto stroji získáte na telefonním čísle 1-855-888-WELD nebo e-mailem. service@weldmaster.com.
1.0 Úvod
Svářečky Spec Extreme jsou určeny pro vlastní výrobu široké škály flexibilních termoplastů. Patří sem mimo jiné PVC, PP, PE, LDPE, uretan, geomembránové materiály atd. Svařovat lze také textilie s akrylovou povrchovou úpravou s přidáním naší tepelně lepicí pásky.
Svářečka Spec Extreme používá jako zdroj tepla horký klín. Lepení termoplastů se dosahuje kombinací tepla (teplota), rychlosti (doba působení) a tlaku (síla spojování). Svářečka Spec Extreme zajišťuje při svařování bezdýmný a tichý provoz. Klín umožňuje také svařování tenčích výrobků bez deformace.
Než začnete svařovat hotový výrobek, doporučujeme provést vzorové svary vašeho materiálu, abyste dosáhli správného nastavení teploty, rychlosti a tlaku. Kromě toho je pro kvalitní svar rozhodující vyrovnání klínu. Nezapomeňte si přečíst část o vyrovnání klínu v této příručce.
1.1 Zamýšlené použití
Svářečka Triad Extreme Seam Welder je horký klínový svařovací stroj určený k tepelnému svařování tepelně svařitelných plastů, jako jsou:
- Vinylem (PVC) laminované a potahované tkaniny.
- Vinylové (PVC) a polyuretanové (PU) fólie.
- Polyuretanová (PU) a polypropylenová (PP) tkanina s povrchovou úpravou.
- Polyethylen (PE).
Výrobce neschvaluje:
- Jakékoli další využití těchto strojů.
- Odstranění všech bezpečnostních krytů za provozu.
- Neoprávněné úpravy strojů.
- Používání náhradních dílů, které nejsou schváleny výrobcem.
 Obsluhovat a/nebo provádět běžnou údržbu nebo opravy smí pouze řádně vyškolený technik. ke strojům.
Obsluhovat a/nebo provádět běžnou údržbu nebo opravy smí pouze řádně vyškolený technik. ke strojům.
UPOZORNĚNÍ: Výrobce nenese odpovědnost za škody nebo zranění způsobené nevhodným používáním tohoto stroje.
2.0 Seřízení a nastavení klínu
Pro dosažení kvalitního svaru termoplastického materiálu je zásadní správné vyrovnání klínu. Správnému nastavení klínu lze přičíst celou řadu problémů týkajících se spojování materiálu, toku materiálu strojem a estetické úpravy svaru. Proto je velmi důležité pochopit a procvičit si různá nastavení pro vyrovnání klínu.Doporučuje se zkontrolovat zarovnání klínu:
- Každý týden
- Při zahájení nových svařovacích projektů
- Změna stylu a velikosti klínů
- Velký rozptyl hmotnosti nebo hustoty materiálu
- Znatelné opotřebení klínu
- Přeprava stroje
- Změna obsluhy stroje
Klín Spec Wedge lze nastavit do tří poloh: vertikální, úhlové a horizontální. Svislé nastavení se týká polohy klínu nahoru a dolů vzhledem k přítlačným válcům. Úhlové vyrovnání se týká polohy špičky klínu vzhledem k rovnoběžnosti s přítlačnými válci. Vodorovné vyrovnání se týká polohy hrotu klínu dopředu nebo dozadu vůči přítlačným válcům.
Svářečka Spec Extreme je zpočátku vyrovnána a otestována ve výrobním závodě. Při převzetí stroje by měla být provedena vizuální kontrola vyrovnání. Kromě toho by měly být před zahájením skutečného projektu nejprve provedeny vzorové svary, aby se vyzkoušelo seřízení a také materiál, který má být utěsněn.
 Všechny úpravy zarovnání začněte s chladným, čistým klínem.
Všechny úpravy zarovnání začněte s chladným, čistým klínem.
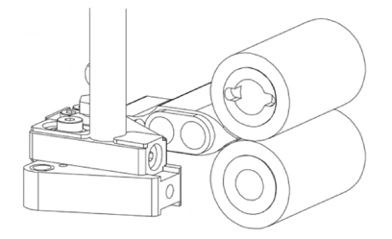
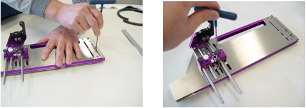
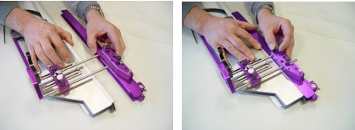
Pro vertikální vyrovnání by měla být správná poloha špičky klínu uprostřed mezi přítlačnými válci.
|
Krok 1: Vezměte malý kousek svařovaného materiálu, přeložte jej na polovinu a vložte mezi přítlačné válce. Uzavřete válečky k sobě tak, aby byl přeložený materiál těsně uprostřed válečku. |
 |
| Krok 2: Nastavte klínovou páku do svařovací polohy. Začněte sledovat polohu hrotu klínu z vnitřní, otočné strany. Pomalu pohybujte klínem dovnitř a ven ze svařovací polohy; hrot klínu by se měl právě dotýkat záhybu materiálu. |  |
|
Krok 3: Pokud je třeba provést nastavení nahoru nebo dolů, použijte šestihranný klíč 8 mm pro vertikální nastavení. Otáčejte klíčem ve směru nebo proti směru hodinových ručiček pro pohyb nahoru nebo dolů při pohledu ze strany čepu. Když je nastavení správné, podívejte se z vnější strany klínu. |
 |
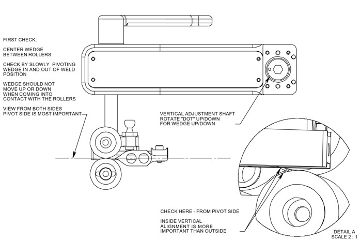
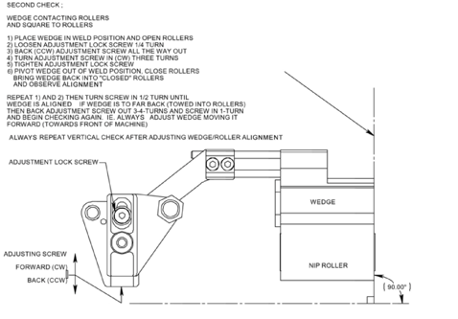
Pro nastavení úhlu by měla být správná poloha pro většinu aplikací taková, aby byl hrot klínu rovnoběžný s přítlačnými válci.
|
Krok 1: Otevřete přítlačné válce. Otočte klín do svařovací polohy. Proveďte srovnání klínu se spodní částí horního přítlačného válce. Chcete-li si to prohlédnout, nastavte si zorné pole v zadní části zařízení Spec a nad svařovacími plochami tak, abyste špičku klínu viděli těsně pod spodním okrajem horního přítlačného válce. |
 |
| Krok 2: Nastavte úhel klínu pomocí šestihranného klíče 4 mm ve šroubu pro nastavení úhlu, který se nachází vedle servisního klínu v pouzdře klínu. Prohlédněte si polohu špičky klínu a v případě potřeby ji upravte. Otáčením seřizovacího šroubu ve směru hodinových ručiček se vnější okraj klínu oddálí od přítlačných válečků. Otáčením seřizovacího šroubu proti směru hodinových ručiček se vnější okraj klínu posouvá směrem k přítlačným válcům. |  |
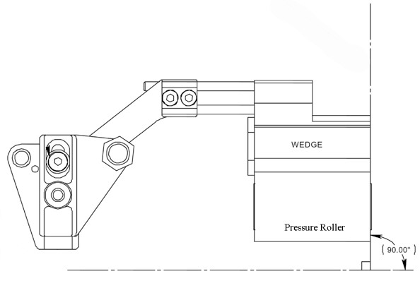
Při vodorovném vyrovnání by se hrot klínu a povrch měly dotýkat přítlačných válečků.
|
Krok 1: Spusťte přítlačné válce k sobě a zaaretujte klín do svařovací polohy. Toto seřízení si prohlédněte z vnitřní nebo otočné strany klínu. Krok 2: Chcete-li provést seřízení, otevřete přítlačné válečky a nasaďte 3mm šestihranný klíč na seřizovací šroub dopředu/dozadu umístěný na seřizovacím náboji. Krok 3: Pomocí šestihranného klíče 4 mm povolte pojistný šroub. |
 |
|
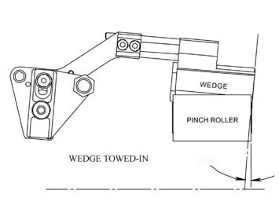
Krok 4: Otáčením seřizovacího šroubu směrem dopředu/dozadu ve směru hodinových ručiček se hrot klínu oddálí od přítlačných válečků. Otáčením proti směru hodinových ručiček se hrot klínu posune směrem k přítlačným válcům. Při změně směru na tomto šroubu, který nevytváří žádný pohyb klínu. Krok 5 : Prohlédněte si pohyb klínu nahoře. Otáčejte seřizovacím šroubem směrem dopředu/dozadu po 1/4 až 1/2 otáčky a pokaždé zkontrolujte novou polohu klínu, pokaždé zkontrolujte novou polohu klínu. Po dokončení dotáhněte seřizovací pojistný šroub. Vyjměte oba šestihranné klíče Krok 6: Vyklopte klín ze svařovací polohy, zavřete přítlačné válečky a znovu klín zasuňte do svařovací polohy. Zkontrolujte vyrovnání jako v kroku 1.
Pokud je nutné další nastavení, zopakujte všechny kroky. |
 |
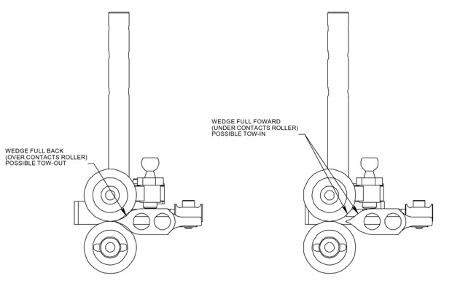
Pro větší velikosti klínů (30 mm a více), silnější materiály nebo pro usnadnění kontroly materiálu během svařování je třeba zvážit speciální nastavení úhlového nastavení. Tato aplikace spočívá ve vytvoření mírného úhlu "na špičku" vnějšího okraje klínu.
|
Krok 1: Otevřete přítlačné válce a vyjměte horní vodicí zásobník materiálu. Krok 2: Přiložte rovnou hranu k vnějšímu okraji klínu. Sledujte úhel mezi rovnou hranou a přítlačnými válečky. Ten by měl být zpočátku 90 stupňů. |
 |
|
Krok 3: Nasaďte šestihranný klíč o průměru 4 mm na šroub pro nastavení úhlu, který se nachází vedle servisního čepu klínu na pouzdru klínu. Krok 4: Otočte klíčem proti směru hodinových ručiček tak, aby se vnější hrot klínu pohyboval směrem dovnitř k přítlačným válcům. K určení "vlečeného" úhlu opět použijte rovnou hranu proti okraji klínu. Přesný potřebný úhel je na vašem uvážení; zpočátku proveďte změnu o 5 stupňů a poté proveďte zkušební svary, abyste zjistili výsledek. |
 |
3.0 Čištění klínu
Při svařování různých termoplastů vznikají na povrchu horkého klínu zbytky spáleného povlaku, které se hromadí. Čištění klínu je nutné provádět denně, ne-li několikrát, v závislosti na nahromadění a výsledné kvalitě svaru. Klín by se měl čistit po intenzivním používání, výměně termoplastických materiálů nebo pokud se delší dobu nepoužívá.
Nejlepším způsobem čištění povrchu klínu je vypálení zbytků do té míry, že se uvolní z kovového povrchu a lze je snadno odfouknout nebo vykartáčovat.
| Krok 1: Když je klín v uložené poloze, mírně otočte páku klínu a povolte servisní šroub klínu (nebo servisní čep), aby se páka klínu mohla vytočit dále než do uložené polohy do servisní polohy. |  . .  |
| Krok 2: Zvyšte teplotu klínu na 510 stupňů. Nechte dostatečně dlouhou dobu, aby se zbytky z klínu stáhly, obvykle 5 až 10 minut. |  |
| Krok 3: Jakmile se zbytky uvolní z kovu, vyfoukejte je nebo jemně vykartáčujte, abyste je odstranili. Kovový povrch nedrhněte, protože by se poškrábal a opotřeboval. Pokud je reziduum stále přítomno, nechte si více času na pokračování tohoto procesu. Po vyčištění snižte teplotu a otočte klín zpět do uložené polohy. |  |
Při přechodu na jinou velikost šířky švu je třeba horký klín vyjmout a nahradit jej jiným klínem. Kromě toho, pokud se klín již nezahřívá, zarovnání klínu již není účinné nebo je povrch klínu opotřebovaný či zničený, je třeba klín vyměnit. Vždy pracujte s chladným klínem s vypnutým napájením a elektricky odpojeným od zdroje energie.
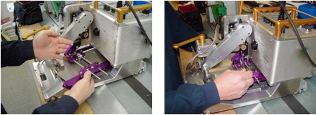
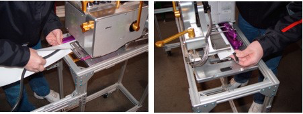
| Krok 1: Studeným klínem vytočte klín do servisní polohy, jak je popsáno v kapitole 3 Čištění klínu. Pomocí křížového šroubováku odstraňte dvě svorky, které drží elektrické vodiče připevněné ke stroji. |  |
| Krok 2: Nakloňte svářečku Spec Extreme na bok. Jakmile se svorka nachází pod ramenem klínového držáku. Druhá je na vnitřním rohu klínového čepu. |  |
| Krok 3: Elektricky odpojte klínový vodič od řídicí jednotky Spec odšroubováním pojistného kroužku a opatrným vytažením konektoru ze zásuvky. |  |
| Krok 4: Povolte dva zajišťovací šrouby z upínacího systému klínu, které upevňují tyče k rameni klínu. Vytáhněte klín ze svěrky a vyjměte jej. |  |
Instalace nového klínu:
|
Krok 1: Umístěte a zasuňte dvě přídržné tyče klínu do upínacího systému na rameni klínu. Mírně utáhněte dva stavěcí šrouby, aby klín držel na rameni. Krok 2: otočte páčku pro uchycení klínu tak, aby byl klín v poloze pro svařování. |
|
|
Krok 3: Upravte polohu strany klínu vůči spodnímu přítlačnému válci. Nejčastěji bude klínová strana odpovídat velikosti válečku. V jiných případech může být hrot klínu menší a měl by být vycentrován na dolní tlakový válec. Krok 4: Opatrně vyklopte klín zpět do servisní polohy a zajistěte dva šrouby s krytkou svorky. Znovu zkontrolujte polohu klínu vůči válci. Krok 5: Elektricky připojte klínové vodiče k ovládacímu panelu Spec otočením opletení u konektoru tak, aby se zarovnalo se zásuvkou, zasuňte a otočením pojistného kroužku ve směru hodinových ručiček zajistěte. Krok 6: Vraťte obě svorky elektrických vodičů do příslušné polohy jako v kroku č. 2 při demontáži. Krok 7: Při instalaci nového klínu se doporučuje provést seřízení klínu, zejména pokud byl vyjmutý klín značně opotřebovaný. |
 |

5.0 Průvodce překrýváním
Vodítka materiálu slouží ke správnému umístění materiálu v oblasti svařování. Tyto horní a dolní vodicí zásobníky lze nastavit ve třech různých směrech, což zajišťuje univerzálnost při různých aplikacích. Vodicími vaničkami lze pohybovat nahoru a dolů, směrem k přítlačným válcům nebo od nich a do stran. V závislosti na konkrétní aplikaci a svařovaném materiálu může být užitečné testování různých konfigurací.
| Krok 1: Povolte dva šrouby s palcem na každém z nastavovacích rámů. Pomocí křížového šroubováku otočte nastavovacím rámem. Otáčením v jednom nebo druhém směru se vodicí zásobník posune nahoru nebo dolů. |  |
| Krok 2: Když je klín ve svařovací poloze, pohledem ze strany nastavte horní vodicí zásobník materiálu do zamýšlené výšky. |  |
| Krok 3: U spodní vodicí desky zavřete přítlačné válečky na studeném klínu do jejich svařovací polohy a otáčením seřizovacího šroubu je nastavte do zamýšlené výšky. Po dokončení dotáhněte šroub s palcem. |  |
| Krok 1: U horní vodicí misky na materiál povolte pomocí šestihranného klíče 4 mm šroub s krytkou, který drží tento nastavovací rám na vodicím držáku. |  |
| Krok 2: Pomocí velké štěrbiny v nastavovacím rámu lze vodicí zásobník umístit dopředu nebo dozadu. Umístěním mimo přítlačné válečky umožníte větší předehřátí materiálu při jeho přiblížení ke svařovacímu prostoru. Umístěním směrem k válcům se minimalizuje předehřev. Po umístění do požadované polohy utáhněte krycí šroub. |  |
| Krok 3: Pro spodní vodicí zásobník materiálu otočte svářečku Spec Extreme na bok, abyste našli a uvolnili dva šrouby s křížovou hlavou, které upevňují vodicí držák k základně. Vodicí držák lze umístit do drážky v základně Spex směrem k přítlačným válečkům nebo od nich s podobným výsledkem jako u horního vodicího zásobníku materiálu. Po umístění do požadované polohy utáhněte dva šrouby s křížovou hlavou. |  |
Nastavení horních a dolních vodicích zásobníků materiálu do stran.
|
Krok 1: Když je klín ve svařovací poloze, přiložte rovnou hranu k vodicímu okraji každého vodicího zásobníku, vysuňte ji směrem k přítlačným válcům a pohledem shora je správně umístěte. Krok 2: U horního vodicího zásobníku povolte dva šrouby s palcem umístěné na horní upínací desce, které slouží k upevnění vodicího zásobníku k přídržným tyčím, a posuňte je pro nastavení. S rovnou hranou u okraje vodicího zásobníku srovnejte hranu přítlačného válečku a/nebo vnitřní hranu klínu. |
 |
| Krok 3: Pro nastavení polohovacího šroubu horního vodicího zásobníku může být nutné vyjmout horní vodicí lištu. Otáčejte ve směru hodinových ručiček pro větší velikost klínu a proti směru hodinových ručiček pro menší velikost klínu. Nastavte šroub tak, aby se vodicí zásobník zastavil ve správné poloze. |  |
| Krok 4: Po správném umístění utáhněte šrouby s palcem na upínací desce, abyste ji zajistili. U spodní vodicí misky povolte pomocí šestihranného klíče o průměru 2 mm dva stavěcí šrouby umístěné na horní straně nastavovacího rámu. Posunutím spodní vodicí misky ji nastavte do správné polohy. |  |
| Krok 5: S rovnou hranou přiloženou ke spodnímu okraji vodicího zásobníku přiložte k okraji přítlačného válečku a/nebo k vnějšímu okraji klínu. Po umístění utáhněte oba stavěcí šrouby, abyste je zajistili. |  |
Přední vodítka slouží k polohování materiálu při vstupu do svářečky Spec Extreme . Tato přední vodítka lze nastavit podle konkrétního stylu a velikosti používaného klínu.
|
Krok 1: Pomocí šestihranného klíče o průměru 2 mm povolte příslušný stavěcí šroub (šrouby) pro horní nebo spodní přední vedení materiálu. |
|
Krok 2: Umístěte rovnou hranu k okraji dříve nastavených horních a dolních vodicích zásobníků materiálu a vysuňte rovnou hranu za přední část zařízení Spec. |
| Krok 3: Posuňte přední vodítko příslušného materiálu, dokud se nedotkne rovné hrany. Opakujte kroky 2 a 3 pro druhé přední vodítko materiálu. |
|
Krok 4: Po správném umístění utáhněte stavěcí šrouby a zajistěte je. |

Při svařování s přesahem vložte oba listy materiálu z jedné a druhé strany a každý okraj zasuňte proti vodítkům. Spodní list se vloží mezi dvě desky pro spodní zásobník vedení materiálu a proti okraji vedení. Horní plech se umístí na horní zásobník pro horní vedení materiálu a proti vodicímu okraji. Vysuňte překrytý materiál k přítlačným válcům, správně je umístěte a spusťte válce, aby se zajistily. Zapojte klín do sváru.
6.0 Průvodce akrylovým překrytím
Pro svařování s termální lepicí páskou na tkaniny s akrylovou vrstvou byl vyvinut vodicí systém pro správné umístění pásky.
| Krok 1: Nainstalujte dávkovač pásky na přední lištu v horní části zařízení Spec. Umístěte dávkovač na konec lišty nad přední vodítko pásky. |  |
|
Krok 2: Umístěte roli termální lepicí pásky do dávkovače a protáhněte pásku předním vodítkem a spodní částí tělesa Spec. |
 |
| Krok 3: Vyjměte horní zásobník vodítka materiálu, abyste mohli pásku zavést přes vodítko pásky umístěné na spodním vodítku materiálu. Pásku vytáhněte a přejeďte přes spodní přítlačný válec. Znovu nainstalujte horní zásobník vodítka materiálu. |  |
Chcete-li svařovat materiály s akrylovým povlakem pomocí pásky pro tepelné lepení, vložte materiál z obou stran Spec a přiložte okraj materiálu k vodítkům. Ujistěte se, že je páska ve správné poloze a že není omezená nebo zkroucená. Umístěte překrytý materiál a pásku k přítlačným válcům a spusťte válce, abyste je zajistili. Zapněte klín a začněte svařovat.
7.0 Průvodce lemováním
Při montáži svářečky Spec Hem ve výrobním závodě bylo vodítko horního okraje správně umístěno s konkrétní velikostí klínu, který je instalován. Pokud se velikost klínu změní, je třeba při instalaci nového klínu vodítko horního okraje upravit.
| Krok 1: Začněte tím, že ze stroje Spec vyjmete celý vodicí systém lemu. Když je klín v servisní poloze, odstraňte pomocí šestihranného klíče o průměru 4 mm šroub s krytkou z držáku vodítka. Opatrně vytáhněte a vyjměte celý vodicí systém a odložte jej stranou, abyste s ním mohli pracovat. |  |
 |
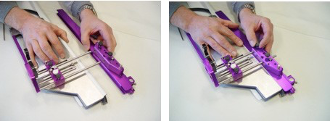
| Krok 2: Povolte dva černé šrouby s palcem na horní straně vnějšího vodítka a posuňte obě části vodítka zcela od sebe. |  |
|
| Krok 3: Na vnitřní vodicí části lemu povolte pomocí 3mm šestihranného klíče dva upínací šrouby pro vodicí lištu horního okraje. Jeden z těchto šroubů se nachází v přední části vnitřního vodítka lemu; druhý je zapuštěn v seřizovacím bloku mezi černým a bílým šroubem s palcem. |  |
 |
| Krok 4: Vnitřní horní vodicí hrana je úzký kovový pásek vložený mezi dvě horní desky sestavy vnitřního vodicího lemu. Posouvá se směrem k okraji vnitřního vodicího lemu nebo od něj silou na přední upínací šroub a seřizovací blok proti oběma okrajům vnitřního vodicího lemu. |  |
 |
|
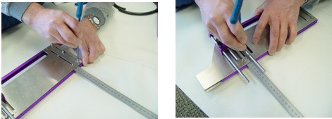
Krok 5: Umístěte pravítko do dvou horních desek sestavy vnitřního vedení lemu a změřte vzdálenost od vnitřního vedení horního okraje k okraji desek. Tento rozměr porovnejte s velikostí nového klínu, který má být instalován. Zkontrolujte toto měření na dvou místech, abyste se ujistili, že je vnitřní vodítko horního okraje rovné. |
|
|
| Krok 6: Po dokončení utáhněte oba upínací šrouby. Znovu sestavte vnitřní a vnější část vodítka lemu, opatrně znovu vložte vodítko lemu do stroje Spec a utáhněte šroub s krytkou přes držák vodítka, abyste zajistili vodítko lemu ke stroji Spec. |  |
 |
| Krok 7: Otočte klín do svařovací polohy. Povolte dva černé šrouby na horní straně seřizovacího bloku. Přiložte rovnou hranu k vodítku horní hrany a vysuňte ji směrem k přítlačným válcům. Nastavte vnitřní část vodítka lemu tak, aby rovná hrana (vodítko horní hrany) odpovídala vnitřní hraně klínu. Vnější hrana klínu by měla odpovídat hraně horní části vodítka lemu. Po nastavení utáhněte černé šrouby s palci. | 
|
 |
| Krok 8: Povolte černé šrouby na horní straně vnějšího vodítka a zasuňte vnější vodítko do vnitřního vodítka až na doraz. Znovu utáhněte černé šrouby s palcem. |  |
 |
|
Krok 9: Povolte bílý šroub s palcem na seřizovacím bloku a vysuňte nastavovací tyč vnějšího vedení, dokud se nedotkne seřizovacího bloku vnějšího vedení. Znovu utáhněte bílý šroub s palcem. |
 |

8.0 Průvodce lemem šňůry
| Krok 1: Povolte dva červené šrouby s palcem na horní straně bloku nastavení vnějšího vedení a třetí červený šroub s palcem umístěný v přední části vedení lemu pod spodní částí sestavy vnějšího vedení. |   |
| Krok 2: Při pohledu z boku svářečky Spec Welder na blok pro nastavení vnějšího vedení vyhledejte šroub s křížovou hlavou pro nastavení vnějšího vedení záhybu. Nachází se pod středovým montážním blokem vnějšího vedení. |  |
| Krok 3: Pomocí křížového šroubováku nastavte vnější vodicí hranu záhybu. Požadované nastavení by mělo odpovídat velikosti lana nebo šňůry. Pro větší velikost lana nebo šňůry otáčejte ve směru hodinových ručiček. Pro menší velikost lana nebo šňůry otáčejte proti směru hodinových ručiček. K měření použijte vzorek lana nebo šňůry uvnitř vnitřního a vnějšího vodítka ohybu. Ponechte si také prostor pro přehyb materiálu. Když je okraj vnitřního vodítka záhybu správně umístěn, utáhněte tři červené šrouby s palcem. | 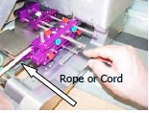 |
9.0 Kapesní průvodce
|
Krok 1: Povolte dva černé a červené šrouby s palcem na horní straně bloku nastavení vnějšího vedení a třetí červený šroub s palcem umístěný v přední části vedení lemu pod spodní částí sestavy vnějšího vedení (viz str. 19, krok 1). Krok 2: Zcela vysuňte vnější vodítko a znovu utáhněte dva černé šrouby s palcem. |
|
| Krok 3: Nastavte vnější vodicí hranu ohybu vnějšího vodítka tak, že ji zasunete do bloku pro nastavení vnějšího vodítka, abyste ve vodicím zásobníku vytvořili otvor maximální velikosti. Po nastavení polohy znovu utáhněte tři červené šrouby s palcem. |  |
|
Krok 4: Najděte dva stavěcí šrouby přístupné přes dva otvory umístěné u vnitřního okraje vnitřní vodicí části lemu. Jeden otvor se nachází v přední části vodítka lemu. Druhý otvor se nachází těsně před blokem pro nastavení vnitřního vedení lemu. Pomocí šestihranného klíče o průměru 2 mm tyto šrouby mírně povolte. Krok 5: Na obou koncích vnitřního okraje horní vodicí části lemu sáhněte dovnitř a vysuňte vnitřní vodicí část záhybu směrem k vnější vodicí části. Vysunutá vzdálenost určuje velikost kapsy, která má být vytvořena. Jakmile je okraj vnitřního vodítka záhybu umístěn, znovu utáhněte oba stavěcí šrouby. |
  |
Chcete-li navařit kapsu, povolte dva černé šrouby s palcem na horní straně bloku pro nastavení vnějšího vedení a vnější vedení zcela vysuňte. Přeložte materiál tak, abyste vytvořili tvar kapsy, a okraj materiálu vložte do vodicího lemu a proti hornímu vodicímu okraji. Posuňte materiál po celé délce vodítka a ven za přítlačné válečky. Upravte a umístěte materiál v místě svařování, zasuňte vnější vodítko, aby se materiál omezil, a utáhněte černé šrouby s palcem. Znovu umístěte materiál a spusťte přítlačné válečky, aby se zajistily. Zapojte klín a začněte svařovat. Při svařování dávejte pozor na tok materiálu vstupujícího do vodicího lemu a na okraj materiálu proti horní hraně vodicího lemu.

10.0 Průvodce plochým lemem
Pro nastavení svařování plochým lemem bude k vodítku lemu přidáno pákové přítlačné rameno a bude provedena změna na větší přítlačné válečky.
|
Krok 1: Povolte dva černé a červené šrouby s palcem na horní straně bloku nastavení vnějšího vedení a třetí červený šroub s palcem umístěný v přední části vedení lemu pod spodní částí sestavy vnějšího vedení (viz str. 19, krok 1). |
 |
|
Krok 2: Mírně vysuňte vnější vodítko a znovu utáhněte černé šrouby s palcem. |
 |
| Krok 3: Najděte dvě hmoždinky na vnitřním okraji bloku pro nastavení středu vnějšího vedení. K těmto hmoždinkám připevněte přítlačné rameno páky a ujistěte se, že je od vnějšího vodítka k přítlačnému ramenu páky schod dolů. Pomocí dodaného šroubu zajistěte |  |
|
Krok 4: Vyměňte přítlačné válečky tak, že z hřídele nápravy odstraníte šroub a podložku, sundáte stávající váleček a nainstalujete větší váleček se stejným šroubem a podložkou. Ujistěte se, že pojistný kolík na hřídeli nápravy dosedá na válec. |
 |
|
Krok 5: Poznámka: Abyste uvolnili prostor mezi přítlačným ramenem páky a přítlačnými válečky, povolte pomocí šestihranného klíče o průměru 4 mm šroub s uzávěrem pro nastavení vodítka lemu. Posuňte vodítko lemu úplně dopředu v nastavovací drážce a znovu utáhněte šroub s krytkou. |
 |
|
Krok 6: Povolte dva černé šrouby s palcem na horní straně bloku pro nastavení vnějšího vedení, posuňte vnější vedení zpět směrem k vnitřní části vedení, dokud se nezastaví, a znovu utáhněte šrouby s palcem. |
 |
|
Krok 7: Najděte šroub pro nastavení vnějšího vodítka záhybů (viz strana 20, obrázek 2). Pomocí křížového šroubováku otočte proti směru hodinových ručiček a nastavte vnitřní vodicí hranu záhybu zcela ven, dokud se pohyb nezastaví. Tím by se měla vnější vodicí hrana ohybu přiblížit k vnitřní vodicí hraně ohybu. Po nastavení do správné polohy utáhněte tři červené šrouby s palcem. |
 |
|
Krok 8: Poznámka: Po otočení klínu do svařovací polohy je třeba zkušebně vyvinout tlak stranou klínu na přítlačné rameno páky, aby se rameno mírně stlačilo. Tento tlak je důležitý pro roztavení termoplastu kolem záhybu pro rovnou úpravu lemu. |
 |
Chcete-li svařit plochý lem, povolte dva černé šrouby s palcem na horní straně bloku pro nastavení vnějšího vedení a vnější vedení mírně vysuňte. Přeložte materiál a vložte okraj materiálu do vodítka lemu a proti hornímu okraji vodítka. Posuňte materiál po celé délce vodítka a ven za přítlačné válečky. Upravte a umístěte materiál v oblasti svařování, zasuňte vnější vodítko, abyste omezili materiál, a znovu utáhněte černé šrouby s palcem. Znovu přemístěte materiál a spusťte přítlačné válečky, aby se zajistily. Zapněte klín a začněte svařovat. Při svařování dávejte pozor na tok materiálu vstupujícího do vodicího lemu a na okraj materiálu proti horní hraně vodicího lemu.
11.0 Průvodce akrylovým lemem
Pro svařování termální lepicí páskou na materiály s akrylovým povlakem byl vyvinut vodicí systém pro správné umístění pásky.
|
Krok 1: Nainstalujte dávkovač pásky na přední lištu v horní části motorové skříně Spec. Umístěte dávkovač na konec lišty nad přední vedení pásky. Krok 2: Vložte roli termální lepicí pásky do dávkovače a v případě potřeby dávkovač nastavte tak, aby páska prošla knoflíkem pro nastavení přítlaku. |
 |
|
Krok 3: Proveďte pásku krátkou částí vodicího pásku, poté pásku otočte do pravého úhlu a proveďte ji po celé délce dráhy vodicího pásku obsaženého v sestavě vodicího lemu. |
  |
|
Krok 4: Jakmile se páska objeví na konci vodítka, vysuňte pásku a přetáhněte ji přes spodní přítlačný válec. |
 |
Chcete-li svařovat materiály s akrylovým povlakem pomocí termální lepicí pásky, postupujte v tomto bodě podle předchozích pokynů pro provedení tří typů svařování lemů.
12.0 Keder Guide
Při montáži stroje Spec Keder ve výrobním závodě jsou vodicí lišty horního a spodního okraje správně umístěny pro šířku materiálu a PVC šňůry, která je se strojem objednána. Při přechodu na jinou šířku materiálu, PVC šňůry a/nebo jiný styl kederu (jednoduchý nebo dvojitý záhyb) bude třeba upravit horní a spodní okrajová vodítka. Pro seřízení:
|
Krok 1: Začněte demontáží celého vodicího systému keder ze stroje Spec. S klínem v servisní poloze odstraňte dva šrouby s křížovou hlavou z držáku vodítka a z boku stroje. Opatrně vytáhněte a vyjměte celý vodicí systém a odložte jej stranou, abyste s ním mohli pracovat. |
 |
|
Krok 2: Povolte dva černé šrouby s palcem na horní straně vnějšího vodicího kanálu kabelu a posuňte obě vodicí části zcela od sebe. |
 |
|
Krok 3: Na vnitřní vodicí části Keder povolte pomocí 3mm šestihranného klíče dva upínací šrouby horního vodicího okraje. Jeden z těchto šroubů se nachází v blízkosti přední části vodítka, druhý těsně před seřizovacím blokem. |
 |
|
Krok 4: Stejným postupem jako v kroku 3 povolte dva upínací šrouby bezprostředně za šrouby dokončenými v kroku 3. Tím se uvolní vodítko spodní hrany. Jeden z těchto šroubů je zapuštěn v seřizovacím bloku mezi černým a bílým šroubem s palcem. |
 |
|
Krok 5: Vnitřní horní vodicí hrana je úzký kovový pásek vložený mezi dvě horní desky vnitřní vodicí sestavy kedru. Posouvá se směrem k okraji vnitřního vedení kederu nebo od něj, když působíte silou na přední upínací šrouby a tlačíte nebo táhnete v obou směrech proti oběma okrajům vnitřního vedení kederu. |
 |
|
Krok 6: V případě kedru s dvojitou klapkou vložte vzorek materiálu o správné šířce a PVC šňůru o správném průměru, která má být doplněna. Nastavte vnitřní horní vodicí hranu tak, aby se dotýkala horního okraje materiálu. Posuňte spodní vodicí hranu nahoru proti horní vodicí hraně a zkontrolujte, zda se spodní hrana materiálu dotýká spodní vodicí hrany. |
 |
|
Krok 7: Po dokončení přidržujte materiál i šňůru na místě a zároveň utáhněte obě sady upínacích šroubů. |
 |
|
Krok 8: U kedru s jednou klapkou posuňte horní vodicí hranu materiálu úplně dopředu. V případě potřeby změřte pomocí pravítka vzdálenost mezi horní vodicí hranou materiálu a hranou vnitřní vodicí části kederu. Tato vzdálenost by se měla blížit 10 mm. Po dokončení utáhněte oba upínací šrouby. |
|
|
Krok 9: Stejně jako v případě dvojité klapky popsané v kroku 6 vložte vzorek materiálu o správné šířce a PVC šňůru o správném průměru, která má být doplněna. Horní okraj materiálu přiložte k hornímu vodicímu okraji materiálu právě dokončenému v kroku 8. Spodní vodicí okraj posuňte nahoru proti spodnímu okraji materiálu. Po dokončení utáhněte upínací šrouby spodní vodicí hrany materiálu.
|
 |
|
Krok 10: Znovu sestavte vnitřní a vnější část vodicího systému keder a utáhněte černé šrouby s palcem. |
Dvojitá klapka Keder
Jednoduchá klapka Keder
|
|
Krok 11: Opatrně znovu vložte vodítko lemu do stroje Spec, správně zarovnejte kolíky a znovu vložte a utáhněte křížové šrouby skrz držák vodítka, abyste zajistili vodicí systém keder ke stroji Spec.
|
 |
|
Krok 12: Otočte klín do svařovací polohy. Povolte dva černé šrouby na horní straně seřizovacího bloku. Přiložte rovnou hranu k boku klínu a vysuňte vnitřní vodicí část kedru tak, aby odpovídala rovné hraně. Po nastavení polohy znovu utáhněte černé šrouby s palci.
|
 |
|
Krok 13: Zkontrolujte, zda se klín čistě pohybuje z polohy pro svařování do polohy pro uložení a zpět. Pokud v rámci vnitřní vodicí části kedru dochází ke skřípání, povolte dva stavěcí šrouby na boku nastavovacího bloku a pomocí křížového šroubováku na šroubu uvnitř nastavovacího bloku zvedněte nebo spusťte vodicí část. |
 |
|
Krok 14: Zkontrolujte vyrovnání vnější vodicí části kedru. Pokud potřebuje vycentrovat vůči vnitřní části, povolte dva stavěcí šrouby na boku montážního bloku vedení a pomocí křížového šroubováku na šroubu uvnitř montážního bloku zvedněte nebo spusťte vnější vedení.
|
 |

13.0 Keder Framework
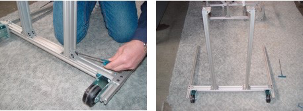
K uchycení stroje Spec Keder Machine a dodávce materiálu a šňůr z PVC byl navržen speciální rám. Tento rám se dodává částečně demontovaný a je třeba jej zkompletovat. V závislosti na přepravní konfiguraci může být rámec vyobrazen v jednom z různých rozdělení níže. Níže vyhledejte příslušné rozdělení vaší zásilky a dokončete potřebnou montáž.
|
Krok 1: Vyjměte kostru z obalové krabice (krabic) a rozložte jednotlivé části na podlahu tak, aby se daly oddělit. Je možné mít 2, 3 nebo 4 různé sekce. |
 |
|
Krok 2: První montáží mohou být spodní podpěrné díly základny k přední noze a podpěře válečku. Umístěte podpěrné kusy do úhlového spoje a utáhněte šrouby. Hotová by měla vypadat jako na obrázku níže. |
|
|
Krok 3: Položte dokončenou podpěrnou část přední nohy na bok a podobným způsobem umístěte část rámu pro dodávku materiálu. Nohy by měly zapadnout nahoru a do držáků připevněných k sekci pro dodávku materiálu. Utáhněte šrouby na obou nohách. |
|
|
Krok 4: Postavte dokončenou přední část rámu vzpřímeně s válečkovými koly na zem. Vztyčte podpěrnou část rámu stroje na jeho válečková kola. Nyní lze obě části spojit. Utáhněte všechny šrouby spojené s těmito dvěma sekcemi. |
 |
|
Krok 5: Jako hotová sestava by měla kostra systému Keder Delivery System vypadat jako na obrázku níže.
|
 |



13.1 Nastavení materiálu a šňůr kederu
|
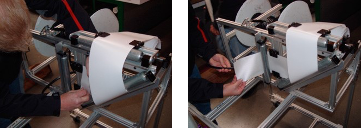
Krok 1: Provlékněte cívku PVC šňůry delší ze dvou válečkových hřídelí umístěných na konci rámu pro dodávkový systém. Cívku správně umístěte na hřídel a zajistěte ji pomocí koncových svorek. Šňůra by nyní měla být provlečena otvorem a vytažena směrem ke stroji Spec Keder. Stejným způsobem postupujte při instalaci role materiálu. |
 |
|
Krok 2: Posuňte materiál přes horní přídržné bloky a přes vodorovný válec. V případě potřeby upravte přídržné bloky, aby se materiál zajistil a usměrnil. Otočte materiál kolem diagonálního válce a protáhněte jej spodními přídržnými bloky. V případě potřeby opět upravte spodní přídržné bloky. Nakonec posuňte materiál kolem svislého válce a vysuňte jej směrem ke stroji Spec Keder. |
 |
|
Krok 3: Přeložte materiál a začněte zavádět spodní přehyb do spodního vodicího otvoru vodicího systému keder. Přeložte horní část materiálu a zaveďte ji do horního vodicího otvoru vodicího systému keder. Opatrně posouvejte materiál vodicím systémem, dokud se nedostane mimo oblast svařování. |
 |
|
Krok 4: Vložte šňůru do záhybu materiálu a protáhněte ji vodicím systémem keder. Konec šňůry vyveďte z materiálu v místě svařování. |
 |
|
Krok 5: Zatlačte závitovou páčku na straně vnější vodicí části dovnitř, aby se uvolnilo rameno přítlačné páky. Opatrně zasuňte vnější vodicí část směrem k vnitřní vodicí části a správně umístěte materiál a šňůru do vodicího systému. Po dokončení utáhněte dva černé šrouby s palci na vnějším vedení. |
 |
|
Krok 6: Materiál a šňůru opět umístěte do vodicího systému keder a materiál kolem šňůry pevně přitiskněte. Spusťte páku přítlačných válečků tak, aby došlo k těsnému přilnutí materiálu omotaného kolem šňůry. Zatáhněte za páku se závitem proti směru hodinových ručiček, aby se rameno přítlačné páky vysunulo a zajistilo proti přehybu materiálu a šňůry. |
 |
|
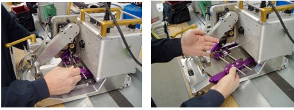
Krok 7: Následují obrázky nastavení materiálu z různých úhlů. |
 |
|
Krok 8: Když jsou materiál, šňůra, vodicí systém kedru a správná teplota, rychlost a tlak svářečky Spec Welder správně nastaveny, vyklopte rameno klínu a vytvořte několik zkušebních pásů svařovaného kedru. Upravte libovolné nebo všechny segmenty nastavení materiálu a proveďte změny pro hladký průběh výstupu kedru. |
 |
14.0 Nastavení materiálu
Materiál by měl být rozložen co nejrovněji, buď na podlaze, nebo na stole, podle toho, jak máte zařízený výrobní prostor. U většiny materiálů, a zejména u tenčího zboží, se dává přednost vytahování záhybů nebo vytahování tauntů. Použití plechů ve stroji nebo vedle něj na stole umožňuje použití magnetů k umístění a přidržení materiálu. Dobrou praxí je i stahování materiálu tauntem.
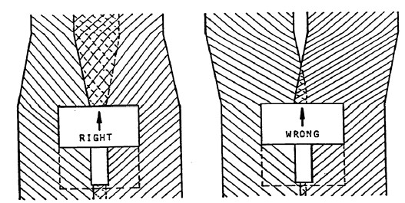
Při provádění překryvných svarů vždy překrývejte materiál více, než je konečná šířka svaru. Příklad: Při šířce svaru 1 1/2" překryjte konec materiálu nebo přejděte 2 až 2 1/2". Stroj posune materiál na požadovaný přesah. Pokud materiál nebude překrytý nebo správně umístěný, stroj požadovaný překryvný svar neprovede. Viz příklad níže.
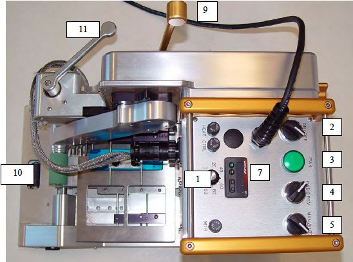
15.0 Provozní pokyny
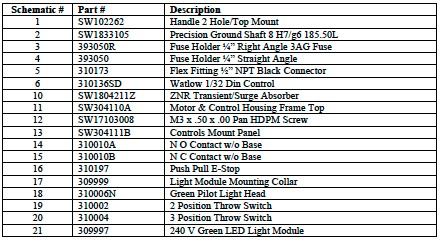
- Zapněte vypínač č. 2. Zelená kontrolka napájení č. 3 se rozsvítí s jednosekundovým zpožděním. Zelené světlo zůstane svítit jako indikátor, že máte k dispozici napájení ohřívačů.
- Regulátor teploty č. 7 se zapne s 1-2sekundovým zpožděním po rozsvícení zelené kontrolky napájení. Jednotky jsou z výroby nastaveny ve stupních Celsia. Stiskněte tlačítko nahoru nebo dolů, dokud nedosáhnete požadované teploty. Doba zahřívání je pouze jedna až dvě minuty. Nenastavujte teplotu vyšší než 510 stupňů C. Pro vzorové svary nastavte regulátor na 400 stupňů C. To nemusí být vaše konečné nastavení.
- Nastavte přepínač č. 4 For/Rev do polohy Forward. Tím je indikován směr pohybu stroje a hnacího / přítlačného válce.
- Přepínač Man/Auto č. 5 nastavte do polohy Auto. Tím dojde k zapnutí nebo spuštění hnacích/tlakových válců, když je klín přesunut do svařovací polohy.
- Sestava hnacího kola č. 10 pod spodním přítlačným válcem. Tím se stroj začne pohybovat automaticky. Když je sestava hnacího kola vyjmuta, lze stroj používat ve stacionárním režimu.
- #1 je Ovládání rychlosti. Je nastavitelný v rozsahu 0-30 stop za minutu. Normální nastavení se pohybuje v rozmezí 30-60 % pro zboží o hmotnosti 12-30 mil.
- Vložte materiál do stroje s nainstalovanými správnými vodítky a zavřete rukojeť přítlačného kola č. 9.
- Otočte rukojetí č. 11 směrem ke stroji, čímž se automaticky spustí pohyb stroje Spec vpřed a klín se spojí s materiálem.
- Regulujte rychlost nahoru nebo dolů, dokud si neověříte, že se vám podařilo správně svařit.
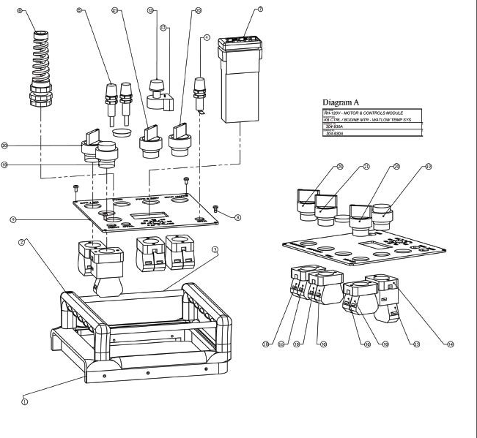
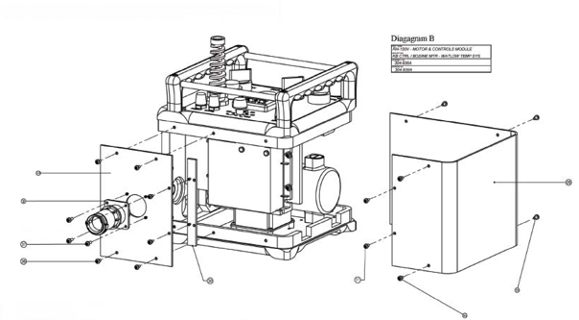
16.0 Řízení motoru
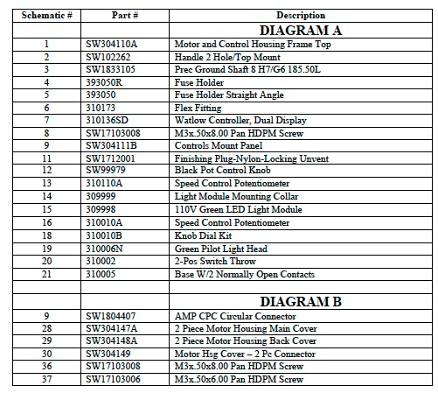
16.1 RH-120v-motor a řídicí modul - schéma A a B
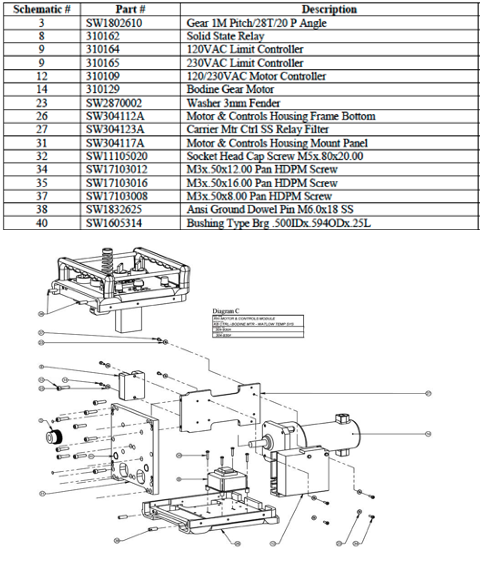
16.2 RH-120v-motor a řídicí modul - schéma C
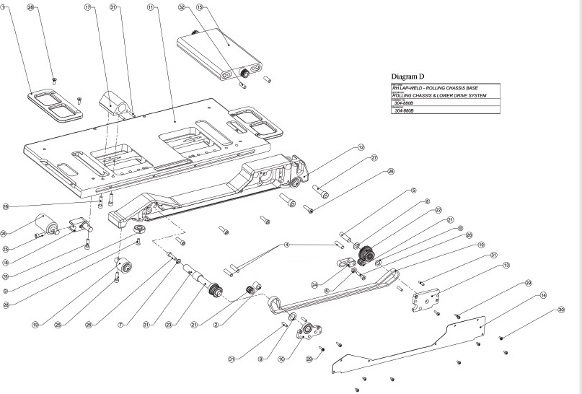
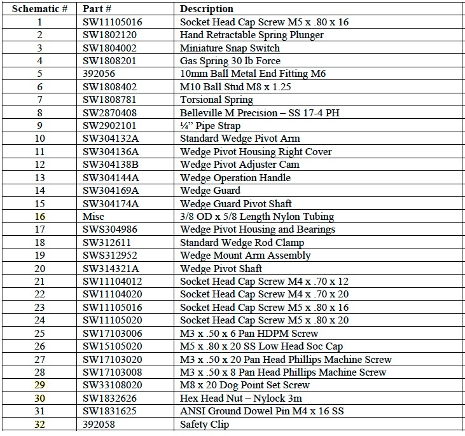
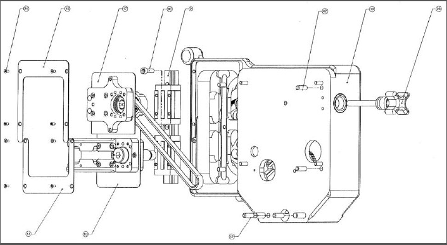
17.0 Schémata
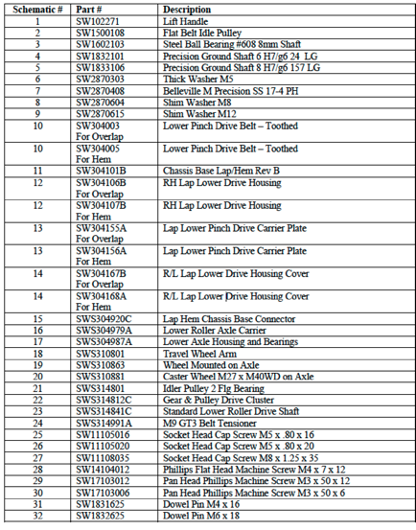
17.1 RH Lap Weld Rolling Chassis Base-Diagram D
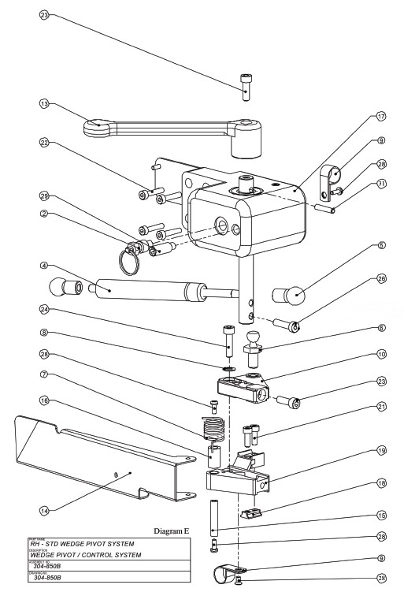
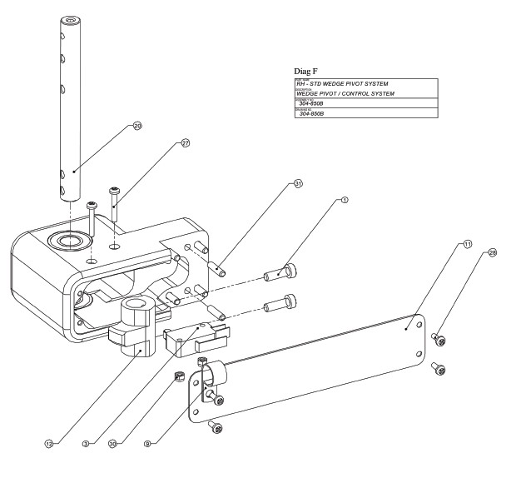
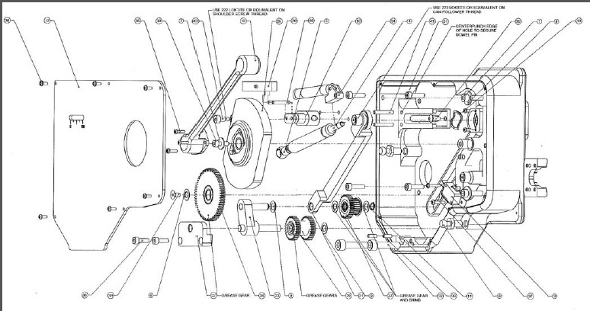
17.2 Klínový otočný kryt - schéma E&F
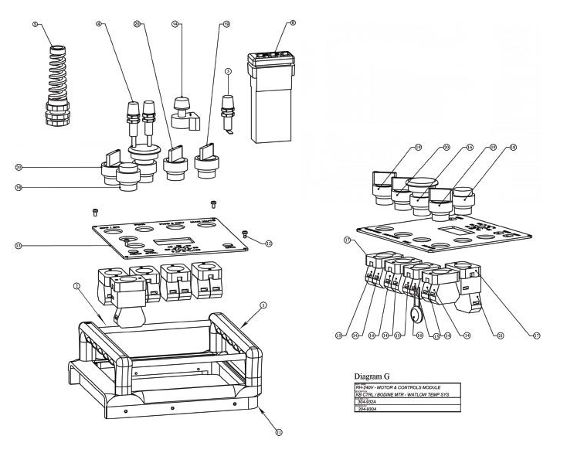
17.3 RH-240V Motor a ovládací prvky Moduline-Diagram G
17.4 Páteř a řízení podvozku
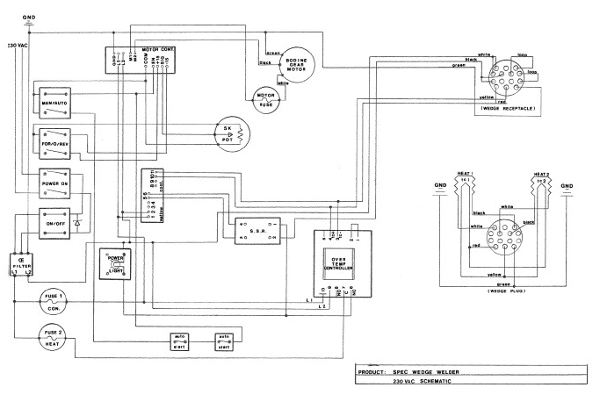
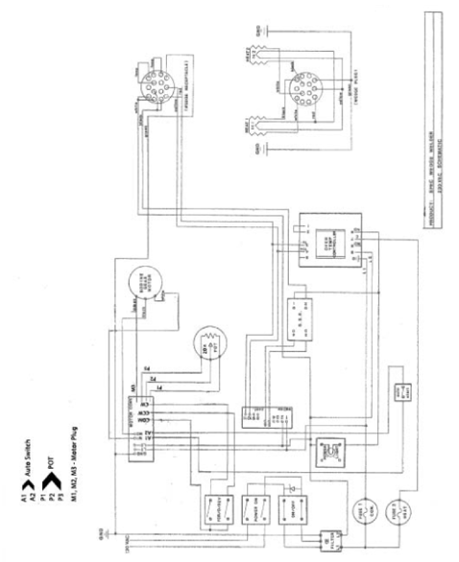
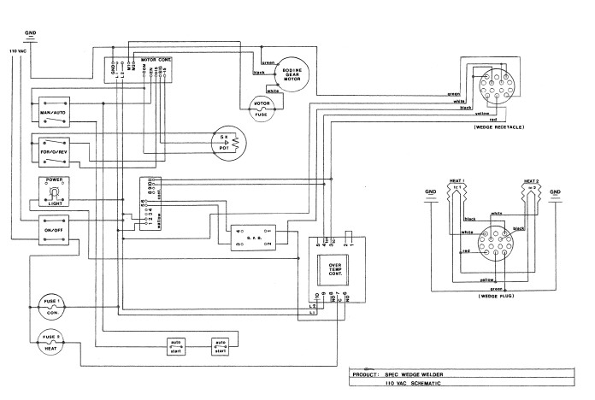
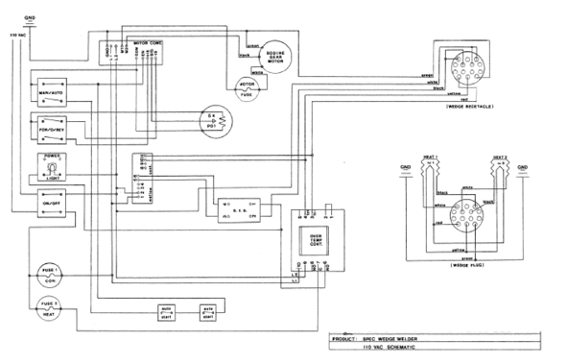
18.0 Schéma zapojení
18.1 110V
18.2 220V