
Tento návod k obsluze je určen jako vodítko při práci se svářečkou T3 Extreme Seam. Abyste zajistili optimální výkon svářečky, dodržujte přesně doporučení a specifikace.
Obsah
- Kapitola 2: Vysvětlení varování
- Kapitola 3: Požadavky na elektrickou energii a vzduch
- Kapitola 4: Principy tepelného těsnění
- Kapitola 5: Definice kontrolních mechanismů
- Kapitola 6: Operace
- Kapitola 7: Úprava
- Kapitola 8: Svařovací tipy
- Kapitola 9: Příslušenství
- Kapitola 10: Údržba
- Kapitola 11 : Doporučené náhradní díly
- Kapitola 12 : Přeprava a skladování
- Kapitola 13: Další dokumenty stroje
Další technické informace o tomto stroji získáte na telefonním čísle 1-855-888-WELD nebo e-mailem. service@weldmaster.com.
1.0 Zamýšlené použití
T3 je rotační svařovací stroj s horkým klínem určený k tepelnému svařování tepelně zpracovatelných plastů, jako jsou:
- Vinylem (PVC) laminované a potahované textilie
- Vinylové (PVC) a polyuretanové (PU) fólie
- Polyuretanová (PU) a polypropylenová (PP) tkanina s povrchovou úpravou
- Polyethylen (PE)
- Fólie a tkaniny z termoplastické pryže (TPR)
- Netkaný polyester a polypropylen
- Různé tavné pásky
- Svařitelné popruhy
- Tuhé extrudované výrobky
Výrobce neschvaluje:
- Další využití těchto strojů.
- Odstranění všech bezpečnostních krytů za provozu.
- Neoprávněné úpravy strojů.
- Používání náhradních dílů, které nejsou schváleny výrobcem.
![]() Pouze řádně vyškolený technik smí obsluhovat a/nebo provádět jakoukoli běžnou údržbu neboopravy strojů.
Pouze řádně vyškolený technik smí obsluhovat a/nebo provádět jakoukoli běžnou údržbu neboopravy strojů.
UPOZORNĚNÍ: Výrobce nenese odpovědnost za škody nebo zranění způsobené nevhodným používáním tohoto stroje.
2.0 Vysvětlení varování
Na stránkách Miller Weldmaster T3 je umístěno několik různých výstražných symbolů. Tyto symboly mají upozornit obsluhu na potenciálně nebezpečná místa na stroji. Seznamte se s jejich umístěním a významem.

Upozornění: Odpojte stroj ze zásuvky
"Upozornění: Odpojte stroj od sítě" je umístěna v blízkosti otvoru skříně a všech přístupových panelů. Aby nedošlo k úrazu elektrickým proudem, měl by být stroj vždy odpojen od napájení před otevřením dveří skříně.

Upozornění: Elektřina
"Upozornění: Nálepka "Upozornění: Elektrický proud" se umisťuje v blízkosti prostor, které obsahují elektrický proud.

Upozornění: Přečíst dokument
Před použitím si přečtěte přiloženou dokumentaci.
3.0 Požadavky na elektrickou energii a vzduch
Upozornění! Elektrické napájení smí připojit pouze kvalifikovaný elektrikář.
Elektrické napájení
Vzhledem k množství zásuvek různých typů není součástí kabelu zástrčka. Doporučujeme, aby vám elektrikář nainstaloval zástrčku, která je kompatibilní s vaším stylem zásuvky. Můžete se rozhodnout, že napájecí šňůra bude pevně připojena k vašemu zdroji napájení. Doporučuje se, aby váš elektrikář použil rozvodnou krabici s vypínačem s ochranou proti zkratu podle požadavků místních elektrických předpisů, která bude vhodná pro primární odpojení.
Miller Weldmaster T-3 vyžaduje následující napájecí zdroj.
-16 ampér - jednofázový - 230 V
Prodejna Zásobování vzduchem
Součástí Miller Weldmaster T-3 je dílenský ventil přívodu vzduchu, který umožňuje rychlé připojení a odpojení
k dílenskému přívodu vzduchu. Vzhledem k množství různých stylů vzduchových konektorů není součástí balení rychlospojka se samcem. Budete si chtít vybrat samčí rychlospojku s 1⁄4 palce velkým NPT (národním trubkovým závitem), která bude odpovídat vaší samičí rychlospojce. Miller Weldmaster T-3 vyžaduje následující požadavky na vzduch v dílně:
-Minimum 3 cfm při 120 psi (standard) nebo 85 litrů/min při 8,3 bar (metrický)
4.0 Zásady tepelného těsnění
Teplo
Horkovzdušný topný systém
Teplo potřebné pro svařování je vytvářeno elektricky jedním topným tělesem umístěným uvnitř krytu topného tělesa. Vnitřní vzduchový kompresor čerpá vzduch přes topný prvek a přenáší teplo přes horkovzdušnou trysku, čímž působí teplo na svařovaný materiál. Teplota horkého vzduchu se pohybuje od 25 do 730 stupňů Celsia (100 až 1350 stupňů Fahrenheita).
Systém vytápění horkým klínem
Topný systém Hot Wedge využívá k elektrickému ohřevu klínu čtyři topné články kazety. Teplota horkého klínu se pohybuje od 25 do 490 stupňů Celsia (100 až 915 stupňů Fahr- enheita).
Rychlost
Rychlost svařovacích válců určuje dobu působení tepla na svařovaný materiál. Čím pomalejší je nastavení rychlosti, tím více se materiál zahřívá. Čím rychlejší je nastavení rychlosti, tím méně se materiál zahřívá. Aby bylo dosaženo nejlepšího svaru, mělo by být na materiál aplikováno minimální množství tepla a zároveň by mělo být dosaženo plného svaru. Příliš mnoho tepla způsobí deformaci materiálu; zatímco nedostatečné teplo zabrání svařování materiálu.
Tlak
Přítlak svařovacího válce je posledním krokem při vytváření svaru. Tlak svařovacího válce stlačuje zahřátý materiál a dokončuje proces svařování.
Souhrn
Správná kombinace tepla, rychlosti a tlaku vám při tepelném zatavování umožní dosáhnout správně svařeného švu.
5.0 Definice ovládacích prvků
Výrobce navrhuje, aby všichni operátoři znali všechny ovládací prvky svého stroje. To je v zájmu obsluhy znát účel všech těchto ovládacích prvků a jejich funkce.

Tlačítko Start: Tlačítko Start spouští kývání klínu a ovládání motoru. Stisknutím tlačítka Start se spustí proces svařování.
Tlačítko Stop: Tlačítko Stop pozastaví svařování. Stisknutím tlačítka stop se svařovací operace zastaví.

Svařovací váleček Otevřít/Zavřít: Knoflíkem se otevírají nebo zavírají svařovací válce. Stisknutím knoflíku se svařovací válečky zavřou. Zatáhnutím za knoflík se svařovací válce otevřou.

Tlačítko nouzového zastavení: Tlačítko nouzového zastavení zastaví provoz systému v případě nouze. V případě nouze stiskněte tlačítko nouzového zastavení. Tlačítko nouzového zastavení uvolněte otočením.

Tlačítko Reset: Tlačítko resetování zapíná napájení řídicího systému stroje. Tlačítko resetování musí být stisknuto po zapnutí odpojovače napájení a po otočení a uvolnění tlačítka nouzového zastavení.

Regulátor teploty: Regulátor teploty slouží k nastavení požadované teploty klínu. Teplotní rozsah je 0OC až 430OC. Šipka NAHORU nastavenou teplotu zvyšuje, šipka DOLŮ nastavenou teplotu snižuje. Tlačítka EZ, posouvání a dvojitý kruh slouží k programování funkcí. Na horním displeji se zobrazuje aktuální teplota a na dolním displeji nastavená teplota. Pokud se na displeji nezobrazuje nastavená a skutečná teplota, přepněte odpojovač napájení na 30 sekund do polohy OFF a poté jej opět zapněte.

Tlakoměr a regulátor: Tlakoměr a regulátor zobrazuje a kontroluje tlak svařovacího válce. Chcete-li zvýšit nebo snížit tlak svařovacího válce, vytáhněte knoflík regulátoru a poté jím otočte. Otáčením ve směru hodinových ručiček tlak zvýšíte a proti směru hodinových ručiček snížíte. Zatlačte regulátor dovnitř, abyste zajistili knoflík na místě.

Regulace rychlosti: Regulátor rychlosti nastavuje rychlost svařovacích válců. 0 je nejnižší rychlost a 10 je nejvyšší rychlost. Otočte knoflíkem na požadované nastavení rychlosti.

Ovládání zpoždění pohonu: Ovládání zpoždění pohonu zpožďuje spuštění svařovacích válců, dokud není stisknuto tlačítko start nebo nožní pedál. Ovladač zpoždění pohonu by měl být nastaven tak, aby byl klín ve správné poloze předtím, než se začnou otáčet svařovací válce. Nastavení bude nutné pro jednotlivé svařované výrobky.

Odpojení napájení: Odpojovač napájení zapíná/vypíná napájení stroje. Pro zapnutí napájení otočte rukojetí do polohy ON a pro vypnutí do polohy OFF. Odpojovač napájení by měl být vždy vypnut, pokud se stroj nepoužívá nebo se na něm neprovádí údržba.

Zástrčka nožního pedálu: Zástrčka nožního pedálu připojuje nožní pedál k ovládacímu systému stroje. Zasuňte vnější konec zástrčky do vnitřního konce zástrčky a poté utáhněte matici se závitem na prst. Nožní pedál by měl být připojen pouze v případě, že je stroj používán ve stacionárním režimu.

Zásobování vzduchem: Přívod vzduchu by měl být připojen k přívodní straně kulového ventilu, 1/4" NPT. Kulový ventil by měl být otočen do vodorovné polohy, kdykoli se stroj nepoužívá, a při údržbě stroje by měl být zajištěn ve vypnuté poloze.

Nožní pedál: Nožní pedál spouští výkyv klínu a ovládá motor. Sešlápnutím nožního pedálu se zahájí svařování.
6.0 Provoz
POZNÁMKA: Před uvedením do provozu stroj pečlivě zkontrolujte a ujistěte se, že se pod svařovací plochou nenacházejí žádné cizí předměty. Ujistěte se, že v okolí stroje nejsou žádné hořlavé nečistoty. Stroj smí používat pouze oprávněné osoby.
Zahájení provozu
1. Připojte napájecí kabel k příslušnému zdroji napájení.
2. Připojte vzduch k příslušnému přívodu vzduchu a otočte kulový ventil přívodu vzduchu do polohy OTEVŘENO.
3. Otočte odpojovač napájení do polohy ON. Tím se zapne stroj a tepelný systém.
4. Ujistěte se, že je uvolněno tlačítko nouzového zastavení.
5. Stiskněte tlačítko resetování. Stisknutím resetovacího tlačítka zapnete řídicí systém stroje.
6. Za předpokladu, že nastavení stroje a ovládacích prvků odpovídá požadovanému bodu, je stroj připraven k použití.
Vypnutí:
1. Odpojovač napájení přepněte do polohy OFF. Tím dojde k vypnutí stroje a tepelného systému.
2. Otočte kulový ventil přívodu vzduchu do polohy OFF.
Nastavení klínu

Umístění klínu je nejdůležitější součástí klínového svařování. Když se rameno klínu vyklopí a vyjede dopředu, je nutné, aby hrot vyrovnávacího kolíku zapadl do vybrání ramene klínu. Před nastavením klínového systému se ujistěte, že je přítlak svařovacího válce nastaven na požadované nastavení přítlaku. Pro většinu aplikací by měl být tlak svařovacího válce nastaven na 40-50 psi. Zkontrolujte to sešlápnutím nožního pedálu pohonu. Správné nastavení zajistí správný svar.
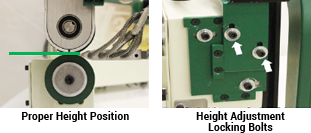
Nastavení výšky klínu
Před kontrolou vyrovnání klínu nastavte regulátor otáček na nejnižší hodnotu, zpoždění pohonu na nejvyšší hodnotu a zavřete svařovací válce.
1. Stisknutím nožního pedálu pohonu nebo tlačítka start rozkmitejte klín. Jakmile kyv klínu dosáhne polohy pro svařování, prohlédněte si umístění klínu vzhledem ke svařovacím válcům a poté uvolněte hnací pedál nebo stiskněte tlačítko STOP.
2. Výška klínu musí být v jedné rovině s bodem přitlačení svařovacích válců.
3. Pokud je výška klínu vysoko nebo nízko nad bodem sevření, je nutné provést seřízení.
4. Chcete-li nastavit výškové vyrovnání klínu, musí být klín nejprve v základní poloze.
5. Najděte a povolte zajišťovací šrouby výškového nastavení a nastavte klínový systém nahoru nebo dolů v závislosti na požadované vodorovné poloze klínu vůči bodu sevření.
6. Po provedení nastavení znovu zkontrolujte polohu klínu vzhledem k přítlačnému bodu svařovacího válce. Viz první krok.

Vyrovnání klínu
Před kontrolou vyrovnání klínu nastavte regulátor otáček na nejnižší hodnotu, zpoždění pohonu na nejvyšší hodnotu a zavřete svařovací válce.
1. Stisknutím nožního pedálu pohonu nebo tlačítka start rozkmitejte klín. Jakmile kyv klínu dosáhne polohy pro svařování, prohlédněte si umístění klínu vzhledem ke svařovacím válcům a poté uvolněte hnací pedál nebo stiskněte tlačítko STOP.
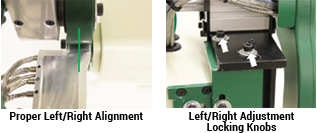
2. Vyrovnání klínu musí být v ose se svařovacími válci.
3. Pokud je rovinnost klínu vychýlena ze středové čáry svařovacích válců, bude nutné provést seřízení.
4. Chcete-li nastavit pravoúhlost klínu, musí být klín nejprve v základní poloze.
5. Najděte a povolte zajišťovací šrouby pro nastavení vlevo/vpravo a nastavte otáčení klínového systému v závislosti na požadované poloze klínu vůči svařovacím válcům.
6. Po provedení nastavení znovu zkontrolujte polohu klínu vůči svařovacím válcům. Viz první krok.

Vyrovnání klínu
Před kontrolou vyrovnání klínu nastavte regulátor otáček na nejnižší hodnotu, zpoždění pohonu na nejvyšší hodnotu a zavřete svařovací válce.
1. Stisknutím nožního pedálu pohonu nebo tlačítka start rozkmitejte klín. Jakmile kyv klínu dosáhne polohy pro svařování, prohlédněte si umístění klínu vzhledem ke svařovacím válcům a poté uvolněte hnací pedál nebo stiskněte tlačítko STOP.
2. Sklon klínu je nejlépe vidět z pohledu obsluhy, z úrovně očí klínu a bodu přitlačení svařovacího válce, když se klín sklopí na místo.
3. Pokud není sklon klínu v horizontální poloze s bodem přitlačení svařovacích válců, je nutné provést seřízení.
4. Chcete-li upravit nastavení sklonu klínu, musí být klín nejprve v základní poloze.
5. Vyhledejte a povolte/utáhněte aretační knoflíky nastavení sklonu
a nastavte systém klínu doleva nebo doprava v závislosti na požadované poloze klínu vůči svařovacím válcům. Například, pokud sklon klínu vyžaduje pohyb doleva, pak nejprve povolte knoflík sklonu vlevo o jednu nebo dvě otáčky a poté utáhněte knoflík sklonu vpravo. Tím se nastaví sklon klínu doleva.
6. Po provedení nastavení znovu zkontrolujte polohu klínu vůči svařovacím válcům. Viz první krok.
Zarovnání klínu vlevo/vpravo
Před kontrolou vyrovnání klínu nastavte regulátor otáček na nejnižší hodnotu, zpoždění pohonu na nejvyšší hodnotu a zavřete svařovací válce.
1. Stisknutím nožního pedálu pohonu nebo tlačítka start rozkmitejte klín. Jakmile kyv klínu dosáhne polohy pro svařování, prohlédněte si umístění klínu vzhledem ke svařovacím válcům a poté uvolněte hnací pedál nebo stiskněte tlačítko STOP.
2. Vyrovnání klínu musí být v ose se svařovacími válci.
3. Pokud je rovinnost klínu vychýlena ze středové čáry svařovacích válců, bude nutné provést seřízení.
4. Chcete-li nastavit pravoúhlost klínu, musí být klín nejprve v základní poloze.
5. Najděte a povolte zajišťovací šrouby pro nastavení vlevo/vpravo a nastavte otáčení klínového systému v závislosti na požadované poloze klínu vůči svařovacím válcům.
6. Po provedení nastavení znovu zkontrolujte polohu klínu vůči svařovacím válcům. Viz první krok.
Vyrovnání hloubky klínu

Před kontrolou vyrovnání klínu nastavte regulátor otáček na nejnižší hodnotu, zpoždění pohonu na nejvyšší hodnotu a zavřete svařovací válce.
1. Stisknutím nožního pedálu pohonu nebo tlačítka start rozkmitejte klín. Jakmile kyv klínu dosáhne polohy pro svařování, prohlédněte si umístění svaru vzhledem ke svařovacím válcům a poté uvolněte hnací pedál nebo stiskněte tlačítko STOP.
2. Hloubkové uspořádání klínu musí být v kontaktu se svařovacími válci, aby byl umožněn kontakt a přenos tepla na tkaninu.
3. Pokud je hloubkové vyrovnání klínu příliš vzadu nebo příliš daleko do místa přitlačení svařovacích válců, bude nutné provést úpravu.
4. Chcete-li nastavit hloubkové vyrovnání klínu, musí být klín nejprve v základní poloze.
5. Najděte a povolte zajišťovací šrouby nastavení hloubky a nastavte hloubku klínového systému v závislosti na požadované poloze klínu vůči přítlačnému bodu svařovacího válce.
6. Pro správnou hloubku klínu nejprve nastavte špičku klínu tak, aby se dotýkala bodu přitlačení svařovacích válečků. Jakmile je hrot klínu nastaven na tento bod, posuňte systém klínu o 1/8" více do přítlačného bodu svařovacích válečků. To umožní správný tlak klínu na tkaninu a svařovací válečky.
7. Po provedení nastavení znovu zkontrolujte polohu klínu vůči svařovacím válcům. Viz první krok.

Špatný svar
To není dobrý svár. Tkanina je sice do jisté míry svařená, ale ne na 100 %. Aby byl tento svar akceptován, musí se stát jedna ze dvou věcí. Buď se musí snížit rychlost, nebo se musí zvýšit teplota.

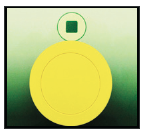
Dobrý svár
Jedná se o dobrý svár. Tkanina je svařená na 100 %. Je vidět, že tkanina se rozvrstvuje po celé šířce švu.

Nerovnoměrné napnutí tkaniny
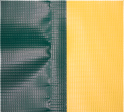
Toto je příklad přílišného napětí horního panelu tkaniny. Je důležité, aby obsluha při svařování udržovala rovnoměrné (stejné) napětí na horním i spodním panelu látky. Jak je znázorněno na obrázku, zelený panel prochází levou (horní) stranou svářečky a žlutý panel prochází pravou (spodní) stranou svářečky. Pokud je na horním panelu udržováno větší napětí, spodní panel se vedle svaru zvrásní. Upravte držené napětí, abyste dosáhli hladšího povrchu.
Nerovnoměrné napnutí tkaniny
Toto je příklad přílišného napětí spodního panelu tkaniny. Je důležité, aby obsluha při svařování udržovala rovnoměrné (stejné) napětí na horním i spodním panelu látky. Jak je znázorněno na obrázku, zelený panel prochází levou (horní) stranou svářečky a žlutý panel prochází pravou (spodní) stranou svářečky. Pokud je spodní panel více napnutý, horní panel se vedle svaru zvrásní. Upravte držené napětí, abyste dosáhli hladšího povrchu.

Dokonalý šev
Toto je příklad dokonalého švu. Neobjevují se žádné vlnky, záhyby ani záhyby. Teplo, rychlost a tlak v kombinaci s napětím operátorů jsou dokonalé.

10.0 Údržba
Aby stroj Miller Weldmaster T3 fungoval co nejefektivněji, je třeba udržovat určité položky. Stroj T3 má tři řetězy, které se používají k pohonu svařovacích válců a pojezdového válce stroje. Ačkoli se nejedná o položky s vysokou mírou údržby, řetězy by měly být každé 3 měsíce kontrolovány
, aby se zajistilo, že nedochází k nadměrné korozi, rzi nebo znečištění. Zkontrolujte také, zda řetěz, řetězová kola nebo převody nejsou volné. V případě potřeby řetězy a převody jednou za 3 měsíce promažte převodovým olejem 80-90w.
1. Před zahájením kontroly nebo jakékoli údržby musí být odpojovač napájení a vzduchový ventil přepnuty do polohy vypnuto.
2. Odstraňte zadní kryt stroje a zkontrolujte řetězy, řetězová kola, převody a všechny ostatní mechanické části. Při kontrole hledejte opotřebované povrchy, tmavý prach pod řetězovými koly a převody, suché řetězy nebo jiné známky opotřebení.
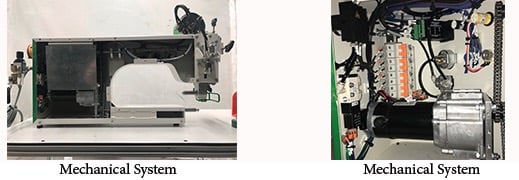
3. Podle potřeby naolejujte řetězy, řetězová kola a převody. V případě potřeby vyměňte opotřebované díly.
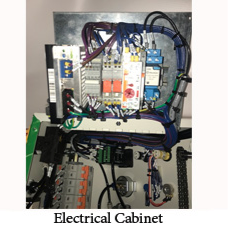
4. Po kontrole a údržbě mechanického systému zkontrolujte elektrický systém. Kontrolu začněte tím, že nejprve lehce vyfoukáte vnitřek stroje pistolí na stlačený vzduch (ujistěte se, že stlačený vzduch je zcela suchý a čistý). Zkontrolujte elektrické součásti, vodiče a svorky vodičů, zda nejsou tmavé/zabarvené.
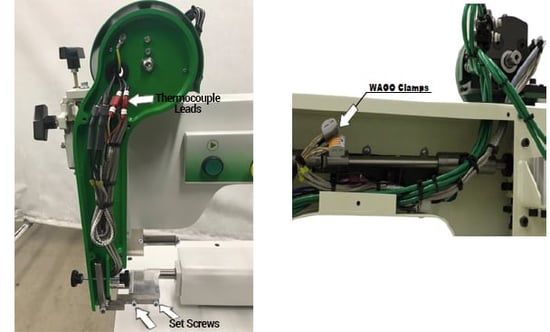
- Uvolněte a sejměte kryt krytu.
- Odpojte vnější a vnitřní vodič termočlánku.
- Odpojte vodiče topné patrony od svorky WAGO.
- Povolte dva stavěcí šrouby na boku klínu.
- Odstraňte oba šrouby ze zadní montážní konzoly.
- Nainstalujte novou sestavu klínu podle výše uvedených pokynů.
- Při utahování šroubů na zadní montážní konzole povolte o 1/8 otáčky, aby se klín trochu vznášel.
6. V případě jakýchkoli dotazů nebo nejasností se obraťte na zástupce servisu Miller Weldmaster .
7. Po dokončení kontroly a údržby nasaďte zadní kryt a utáhněte všechny montážní šrouby.
11.0 Doporučená výměna
Miller Weldmaster doporučuje mít na skladě následující náhradní díly:

UPOZORNĚNÍ: Výrobce nenese odpovědnost za škody nebo zranění způsobené nevhodným používáním tohoto stroje.
12.0 Přeprava a skladování
Přeprava v rámci výrobního zařízení
Vzhledem k hmotnosti stroje Miller Weldmaster vyžaduje výrobce k jeho přemístění dvě osoby. Při zvedání stroje se chytejte za základnu, nikoli za nejisté části, a dbejte také na pomalé a opatrné zvedání, abyste vyloučili případné zranění. Před zvedáním zajistěte všechny součásti.
Přeprava mimo výrobní zařízení
Výrobce požaduje, aby byl stroj Miller Weldmaster umístěn na paletu a naložen do nákladního automobilu pomocí vysokozdvižného vozíku nebo tažného motoru. Vidlice musí být zasunuty pod spodní rám podél těžiště. Před zvednutím stroje se ujistěte, že jsou zajištěny všechny součásti. Zvedejte pomalu, abyste zajistili správné umístění vidlic. Zajistěte stroj na paletě nebo přívěsu a ochraňte různé ovládací prvky a funkce tím, že stroj zabalíte do bedny.
Úložiště
Výrobce doporučuje, aby byl stroj v době, kdy není používán, chráněn před nadměrnou prašností a vlhkostí. Obsluha by se měla seznámit s výstražnými symboly na stroji, aby byla upozorněna na potenciálně nebezpečná místa na stroji.
13.0 Další dokumenty ke stroji





