Tento návod k obsluze je určen jako vodítko při práci se svářečkou T600 Extreme Seam. Abyste zajistili optimální výkon svářečky, dodržujte přesně doporučení a specifikace.
Obsah
- Kapitola 1: Zamýšlené použití
- Kapitola 2: Vysvětlení varování
- Kapitola 3: Požadavky na elektrickou energii a vzduch
- Kapitola 4: Principy tepelného těsnění
- Kapitola 5: Definice kontrolních mechanismů
- Kapitola 6: Doporučené náhradní díly
- Kapitola 7: Specifikace stroje
- Kapitola 8: Údržba
- Kapitola 9: Přepravní specifikace a skladování
- Kapitola 10: Technické požadavky
- Kapitola 11: Další dokumenty stroje
Další technické informace o tomto stroji získáte na telefonním čísle 1-855-888-WELD nebo e-mailem. service@weldmaster.com.
1.0 Zamýšlené použití
T600 je rotační horkovzdušný svařovací stroj určený k tepelnému svařování tepelně zpracovatelných plastů, jako jsou:
- Vinylem (PVC) laminované a potahované textilie
- Vinylové (PVC) a polyuretanové (PU) fólie
- Polyuretanová (PU) a polypropylenová (PP) tkanina s povrchovou úpravou
- Polyethylen (PE)
- Fólie a tkaniny z termoplastické pryže (TPR)
- Netkaný polyester a polypropylen
- Různé tavné pásky
- Svařitelné popruhy
- Tuhé extrudované výrobky
Výrobce neschvaluje:
- Další využití těchto strojů.
- Odstranění všech bezpečnostních krytů za provozu.
- Neoprávněné úpravy strojů.
- Používání náhradních dílů, které nejsou schváleny výrobcem.
 Pouze řádně vyškolený technik smí obsluhovat a/nebo provádět jakoukoli běžnou údržbu neboopravy strojů.
Pouze řádně vyškolený technik smí obsluhovat a/nebo provádět jakoukoli běžnou údržbu neboopravy strojů.
UPOZORNĚNÍ: Výrobce nenese odpovědnost za škody nebo zranění způsobené nevhodným používáním tohoto stroje.
2.0 Vysvětlení varování
Na stránkách Miller Weldmaster T600 je umístěno několik různých výstražných symbolů. Tyto symboly mají upozornit obsluhu na potenciálně nebezpečná místa na stroji. Seznamte se s jejich umístěním a významem.

Upozornění: Horké
"Upozornění: Horký" je umístěn na ochranném krytu v blízkosti horkých povrchů.

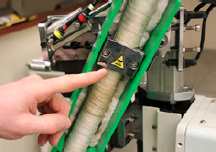
Nebezpečí: Místa přiskřípnutí
"Nebezpečí: V blízkosti všech možných míst přiskřípnutí je umístěn symbol "Nebezpečí přiskřípnutí". Do blízkosti těchto částí stroje neumisťujte žádné části těla, pokud je stroj v chodu.

Upozornění: Odpojte stroj ze zásuvky
"Upozornění: Odpojte stroj od sítě" je umístěna v blízkosti otvoru skříně a všech přístupových panelů. Aby nedošlo k úrazu elektrickým proudem, měl by být stroj vždy odpojen od napájení před otevřením dveří skříně.

Varování: Udržujte ruce v čistotě
"Varování: Na sestavě ohřívače je umístěna nálepka "Udržujte ruce v bezpečí". Abyste předešli případnému přiskřípnutí nebo popálení, dávejte neustále pozor na polohu svých rukou.

Varování: Vysoká teplota vzduchu
"Varování: Na sestavě ohřívače je umístěna nálepka "Vysoká teplota vzduchu".

Upozornění: Elektřina
"Upozornění: Nálepka "Upozornění: Elektrický proud" se umisťuje v blízkosti prostor, které obsahují elektrický proud.
3.0 Požadavky na elektrickou energii a vzduch
Upozornění! Elektrické napájení smí připojit pouze kvalifikovaný elektrikář.
Pozor! Elektrické napájení smí připojit pouze kvalifikovaný elektrikář.
Příprava - World Power
-
Ujistěte se, že je napájecí zdroj 230 V, 25 A, 50/60 Hz nebo 400 V, 16 A, 50/60 Hz a že se při práci stroje zvyšuje tlak na 120 psi (8,3 bar).
-
Ujistěte se, že napětí a proud jsou určeny pro stroj a odpovídají výše uvedeným specifikacím.
-
Na zemnicí svorce stroje musí být provedeno vhodné uzemnění.
-
Před uvedením stroje do provozu se ujistěte, že v jeho okolí nejsou žádné hořlavé nečistoty. V prostoru stroje by se během jeho používání měly pohybovat pouze oprávněné osoby.
-
V případě nouze stiskněte tlačítko nouzového zastavení.
Elektrické napájení
Vzhledem k množství zásuvek různých typů není součástí kabelu zástrčka. Doporučujeme, aby váš elektrikář nainstaloval zástrčku, která je srovnatelná s vaším stylem zásuvky. Můžete se rozhodnout, že napájecí kabel bude pevně připojen k vašemu zdroji napájení. Doporučujeme, aby váš elektrikář použil rozbočovací skříňku s vypínačem. Zařízení Miller Weldmaster T300 vyžaduje jeden z následujících elektrických požadavků:
- 25 A - jednofázový - 230 V
- 16 A - jednofázový - 400 V
Prodejna Zásobování vzduchem
Součástí Miller Weldmaster T300 je dílenský ventil přívodu vzduchu, který umožňuje rychlé připojení a odpojení k dílenskému přívodu vzduchu. Vzhledem k množství různých stylů vzduchových konektorů není součástí balení rychlospojka se samcem. Budete chtít vybrat samčí rychlospojku s ¼ palcovým NPT (národním trubkovým závitem), která bude odpovídat vaší samičí rychlospojce. Miller Weldmaster T600 vyžaduje následující požadavky na dílenský vzduch:
- Minimálně 5 cfm při 120 psi
- Nepřekročit 140 litrů/min při tlaku 8,3 baru
- Řadový odlučovač vody a nečistot
4.0 Zásady tepelného těsnění
Teplo
Horkovzdušný topný systém
Teplo potřebné pro svařování je vytvářeno elektricky jedním topným tělesem umístěným uvnitř krytu topného tělesa. Vnitřní vzduchový kompresor čerpá vzduch přes topný prvek a přenáší teplo přes horkovzdušnou trysku, čímž působí teplo na svařovaný materiál. Teplota horkého vzduchu se pohybuje od 25 do 730 stupňů Celsia (100 až 1350 stupňů Fahrenheita).
Systém vytápění horkým klínem
Topný systém Hot Wedge využívá k elektrickému ohřevu klínu čtyři topné články kazety. Teplota horkého klínu se pohybuje od 25 do 490 stupňů Celsia (100 až 915 stupňů Fahr- enheita).
Rychlost
Rychlost svařovacích válců určuje dobu působení tepla na svařovaný materiál. Čím pomalejší je nastavení rychlosti, tím více se materiál zahřívá. Čím rychlejší je nastavení rychlosti, tím méně se materiál zahřívá. Aby bylo dosaženo nejlepšího svaru, mělo by být na materiál aplikováno minimální množství tepla a zároveň by mělo být dosaženo plného svaru. Příliš mnoho tepla způsobí deformaci materiálu; zatímco nedostatečné teplo zabrání svařování materiálu.
Tlak
Přítlak svařovacího válce je posledním krokem při vytváření svaru. Tlak svařovacího válce stlačuje zahřátý materiál a dokončuje proces svařování.
Souhrn
Správná kombinace tepla, rychlosti a tlaku vám při tepelném zatavování umožní dosáhnout správně svařeného švu.
5.0 Definice ovládacích prvků
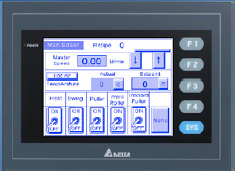
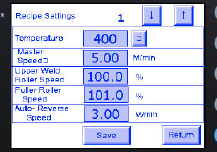
Hlavní obrazovka - obsluha HMI
Číslo receptu: Jednáse o konkrétní kombinaci parametrů tepla a rychlosti, která se používá ke svařování různých typů tkanin. Ukazuje, který recept na stroji právě používáte. 0 - 25 Dostupná nastavení receptury. Pro změnu receptů musí být přepínač zapnutí/vypnutí ohřevu ve vypnuté poloze.
Rychlost stroje : Jedná se o rychlost svařovacího válce. Rychlost lze nastavit stisknutím šipek nahoru nebo dolů. Každým stisknutím tlačítka se rychlost zvýší nebo sníží o 0,01 m/min. Pokud tlačítka podržíte stisknutá po dobu 1 sekundy, zvýší se nebo sníží rychlost o 0,1 m/min.
Skutečná teplota: Tato hodnota udává, jak je stroj aktuálně horký.
Nastavení teploty: To je teplota, na kterou má být stroj zahřátý pro účely svařování termoplastů.
Spínač tepla: Slouží k zapnutí/vypnutí regulátoru teploty.
Tlačítko Heat Swing: Tlačítko Heat Swing: zapíná/vypíná funkci Heat Swing. Pokud je nastaveno na OFF, výkyvné rameno se nezapne.
Stahovací spínač: Zapíná/vypíná stahovák výstupní desky. Stahovák zůstane v horní poloze a ve vypnuté poloze se neotáčí.
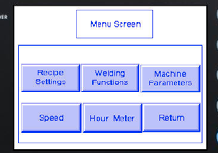

Obrazovka menu - Svařovací funkce
Tato obrazovka slouží k nastavení procentuálních hodnot rychlosti horního válce a stahovacího válce. Pokud jsou všechny válce synchronizovány, zobrazí se rychlost 100,0 %. Nastavením procentních podílů změníte rychlosti jednotlivých válců. Skutečnou rychlost válce můžete zkontrolovat na obrazovce Zobrazení rychlosti stroje.
Automatický zpětný chod: Tato funkce nastavuje zpětnou rychlost válců, když stroj přestane svařovat. Tato funkce má minimalizovat chybějící svařování a vytvořit dokonalý výrobek. Šipky NAHORU a DOLŮ zvyšují a snižují rychlost zpětného chodu.
Přepínače ON/OFF: Přepínače Drive FWD/REV, Drive System ON/OFF a Foot Pedal Override ON/OFF slouží k zapnutí/vypnutí funkcí.
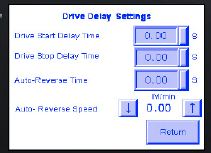
Nastavení zpoždění: Slouží k odstranění mezer ve švu.
Doba zpoždění spuštění pohonu: Po sešlápnutí nožního pedálu zpozdí doba zpoždění spuštění pohonu otáčení svařovacích válců, dokud nebude dosaženo nastaveného bodu. Obsluha nastaví dobu zpoždění náběhu na požadované nastavení.
Doba zpoždění zastavení pohonu: Po uvolnění nožního pedálu se budou svařovací válce otáčet, dokud se nedosáhne nastavené doby zpoždění zastavení válců. Obsluha nastaví dobu zpoždění zastavení válců na požadované nastavení.
Automatický reverzní čas: Po uvolnění nožního pedálu se svařovací válce budou otáčet dozadu, dokud doba zpoždění zastavení válců nedosáhne nastavené hodnoty a doba automatického zpětného chodu nedosáhne nastavené hodnoty. Čas automatického zpětného chodu nastaví obsluha na požadovanou hodnotu.
Automatický zpětný chod: Tato funkce nastavuje zpětnou rychlost válců, když stroj přestane svařovat. Tato funkce má minimalizovat chybějící svařování a vytvořit dokonalý výrobek. Šipky NAHORU a DOLŮ zvyšují a snižují rychlost zpětného chodu.

Změna hesla: Správce stroje může změnit osmimístné heslo stroje.
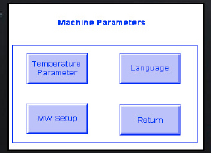
Parametr teploty: Pro nastavení hodnoty PID (Proporcionální integrální derivace).
- KP = poměrný koeficient
- TI = Integrální čas
- TD = časová rychlost
Hi-Temp Limit: Maximální teplota ohřevu stroje. Jakmile aktuální teplota překročí tento limit, stroj automaticky zastaví ohřev.
Alarm překročení teploty: Pokud je skutečná teplota vyšší než teplota alarmu Over-Temp, zobrazí se na obrazovce alarm, který upozorní obsluhu.
Maximální výkon: Omezujemnožství výstupního výkonu do topného systému.
POZNÁMKA: V paměti jsou uloženy dva různé parametry PID. podle použitého systému vytápění, horký vzduch nebo horký vzduch. klínu. Stiskněte tlačítko Výchozí na 1 sekundu a PID přejde do režimu. zpět na tovární nastavení.
Hodinový měřič: Hodinový měřič počítá celkovou dobu, po kterou je topný systém zapnutý.
Nastavení receptu: Stisknutím tlačítka ULOŽIT se upravená nastavení uloží do vybraného receptu.
6.0 Doporučené náhradní díly
Miller Weldmaster doporučuje mít na skladě následující náhradní díly:

POZNÁMKA: V paměti jsou uloženy dva různé parametry PID. podle použitého systému vytápění, horký vzduch nebo horký vzduch. klínu. Stiskněte tlačítko Výchozí na 1 sekundu a PID přejde do režimu. zpět na tovární nastavení.
Objednávka dílů? Zavolejte na 855-888-9353 nebo napište na service@weldmaster.com.
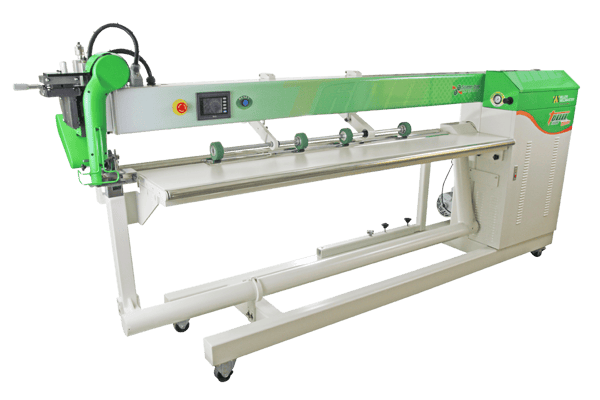
T600 je tepelný svářecí stroj, který svařuje termoplastové tkaniny nebo fólie horkým vzduchem nebo horkým klínem, a to pomocí tlaku, konstantní rychlosti a přesné teploty pro dokonalé utěsnění termoplastových materiálů.
Funkce
- Vhodné pro stany různých velikostí, nafukovací čluny, transparenty, plachty, markýzy atd.
- Uživatelsky přívětivé rozhraní HMI umožňuje obsluze snadné nastavení stroje pro širokou škálu výrobků.
- Automatická regulace teploty umožňuje systému přesně dodávat teplo vyráběným produktům.
- Duální ovládání pedálu umožňuje snadné ovládání po delší dobu s vysokou účinností.
- Automatická funkce Auto Reverse umožňuje spuštění a zastavení stroje bez prázdného švu.
Technické specifikace
- Jmenovitý proud - 25 A při 230 V / 16 A při 400 V
- Jmenovitý výkon - 4000 W
- Jmenovité napětí - 230 V AC, 50/60 Hz nebo 400 V AC, 50/60 Hz
- Maximální teplota - 730 °C (1350 °F)
- Obecný tlak vzduchu - 120psi (8,3 bar)
- Rychlost stroje - 3 ft/min až 80 ft/min (1 m/min až 25 m/min)
- Celkové rozměry - 69 x 26 x 58 palců (1750 x 650 x 1450 mm)
- Šířka těsnění - 5 mm až 50 mm
- Maximální hluk - 70 dbA
- Čistá hmotnost - 730 liber (330 kg)
- Číslo elektrického dokladu - Číslo dokladu je sériové číslo stroje. Toto číslo se nachází na sériovém štítku stroje.

Mechanická sekce
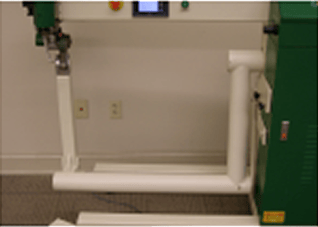
- Odnímatelná válečková deska stolu : Sestava válečkové desky stolu se používá pro obkládání panelů, lemování, dokončování hran a obecné šití.
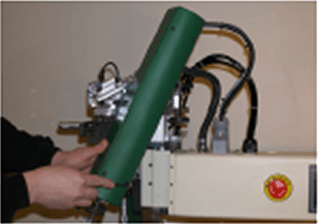
- Kyvné rameno : Kyvné rameno se používá, když výrobky obsahují tvary, křivky a trubky v oblasti šití.

Zdroj tepla
- Horký vzduch: pouzdro topného článku obsahuje topný článek a tepelnou spojku.
- Horký klín : hrot horkého klínu obsahuje topná tělesa a tepelnou spojku.
- Horní jednotka: Horní svařovací válec se pohybuje nahoru a dolů.
- Sestava pro nastavení tepelného systému: Umožňuje přesné polohování horkovzdušné trysky nebo klínového hrotu.
- Sestava vnějšího stahováku tkaniny: Pomáhá obsluze při manipulaci s materiálem a zároveň vytváří rovnější švy.

Sekce ovládání operátora
- Ovládací panel: Digitální dotykový displej HMI (Human Machine Interface) umožňuje nastavit ovládací prvky systému.
- Tlačítko zapnutí/vypnutí: Tlačítko napájení zapíná a vypíná stroj.
- Nouzové zastavení : Stisknutím tlačítka nouzového zastavení se v případě nouze zastaví operace šití.
Pneumatický systém
- Regulátor nastavení tlaku: Filtruje vodu a nečistoty ve vzduchu. Regulátor nastavení tlaku reguluje tlak v zařízení. Otáčením ve směru hodinových ručiček zvyšujte tlak a otáčením proti směru hodinových ručiček snižujte hodnotu.
- Elektromagnetický ventil: Ovládá činnost vzduchových válců.
- Tlakoměr: Slouží k zobrazení nastaveného tlaku. Manometr horního svařovacího válce: Slouží k zobrazení nastavení tlaku horního svařovacího válce.
- Vzduchový válec: Vzduchové válce horní jednotky/vytahovače se používají k otevírání a zavírání svařovacího válce a vytahovacího válce. Válec tepelného systému ovládá výkyvné zapínání a vypínání tepelného systému.
- Kontrola mezního tlaku stahováku: Postup nastavení naleznete na straně 21.
Další
- Jistič napájení: Slouží k ochrannému ovládání obecného napájení celého stroje.
- Pravý pedálový spínač: Pedál ovládá zvedání svařovacího válce a otevírání a zavírání svařovacích válců a stahováku (pokud je zapnutý spínač stahováku).
- Levý pedálový spínač: Spínač pedálu: Ovládá spuštění a zastavení šití.
8.0 Údržba
Pozor! Před zahájením práce musí obsluha odpojit stroj od napájení.
1. Uvolněte a sejměte ochranný kryt z krytu prvku.
2. Rozbalte izolaci ze skleněných vláken kolem přední části krytu prvku. Při manipulaci s izolací buďte opatrní, abyste se vyhnuli kontaktu s očima.
3. Uvolněte a odstraňte dva šrouby na držáku, které drží kryt prvku na místě.

4. Vyšroubujte šroub upevňující prvek v krytu.

6. Vytáhněte prvek ve svislé poloze.
7. Vyměňte starý prvek za nový podle opačného postupu. Při opětovné instalaci prvku dbejte na to, abyste klíč zarovnali do drážky pouzdra prvku k prvku.
POZNÁMKA: Skleněná trubice se snadno rozbije a může se již rozbít, buďte velmi opatrní.
Elektrické obvody
- Při výměně dílů a součástí musíte použít díl nebo součásti stejného typu jako původní nebo ekvivalentní původnímu typu. Náhradní díly pro originální zařízení by měly být zakoupeny prostřednictvím Miller Weldmaster a nebo autorizovaného distributora Miller Weldmaster .
- Elektrická skříň se musí čistit každých šest měsíců. Správné čištění elektrické skříně: odpojte napájení, pomocí stlačeného vzduchu a ofukovací pistole jemně profoukněte vzduch přes elektrickou součást a ovládací skříň a vyčistěte oblast od prachu a nečistot.
- Aby nedošlo k poškození PLC, displeje a ovládacího panelu, nikdy nezapojujte ani neodpojujte kabely spojující PLC, displej a ovládací panel, pokud je zapnuté napájení.
- Pokud se vyskytne jakákoli závada, kterou nelze odstranit, neprodleně kontaktujte servisní oddělení na adrese Miller Weldmaster.
Systém pohonu
- Zkontrolujte, zda nejsou hnací kola vyviklaná nebo uvolněná.
- Zkontrolujte, zda nejsou řetězy příliš volné. Podle potřeby je utáhněte.
- Zkontrolujte, zda je tryska rovnoběžná se svařovacím válečkem a zda se nachází v jeho středu. Pokud tomu tak není, je třeba ji seřídit podle seřízení horkovzdušného ohřívacího systému.
- Zkontrolujte, zda je pohyb horní jednotky nahoru a dolů plynulý.
UPOZORNĚNÍ: Skleněná trubice se snadno rozbije a může se již rozbít, buďte velmi opatrní.
Čištění/výměna vzduchového filtru (pouze pro horkovzdušné stroje)
Miller Weldmaster T600 je vybaven externím vzduchovým kompresorem, který přivádí vzduch k tepelnému prvku. Pro udržení dostatečného průtoku vzduchu je nutné pravidelné čištění a výměna kazety vzduchového filtru. Nedostatečný průtok vzduchu nebo jakékoli nečistoty v proudu vzduchu zkracují životnost tepelného prvku.
Čistěte kazetu vzduchového filtru každý týden
Pokud nejsou okolní podmínky ve vašem výrobním prostoru čisté, doporučujeme čistit kazetu vzduchového filtru dvakrát týdně.
- Uvolněte a sejměte koncovku kazety vzduchového filtru.
- Vyjměte kazetu vzduchového filtru.
- Pomocí čističe brzd nebo přípravku obsahujícího velké množství éteru postříkejte kazetu vzduchového filtru zevnitř ven .
- Vysušte kazetu vzduchového filtru vyfoukáním kazety vzduchového filtru zevnitř ven pomocí vzduchu z dílny.
- Znovu nasaďte kazetu vzduchového filtru a koncovku kazety vzduchového filtru na vnitřní vzduchový kompresor a utáhněte ji.
Výměna kazety vzduchového filtru každých 3 - 6 měsíců
Pokud nejsou okolní podmínky ve vašem výrobním prostoru čisté, doporučujeme měnit kazetu vzduchového filtru každý měsíc.
- Sejměte koncovku kazety vzduchového filtru.
- Vyjměte kazetu vzduchového filtru.
- Nahraďte ji novou kazetou vzduchového filtru, číslo dílu 330297.
- Znovu nainstalujte kazetu vzduchového filtru a koncovku kazety vzduchového filtru na vnitřní vzduchový kompresor.
Utahování/mazání řetězů
Na Miller Weldmaster T300 je několik řetězů, které se používají k pohonu svařovacích válců a stahovacích válců. Přestože řetězy nepatří mezi položky s náročnou údržbou, měly by se jednou ročně zkontrolovat, zda nedochází k nadměrné korozi, rzi nebo znečištění. Zkontrolujte také, zda nejsou volné nebo uvolněné. V případě potřeby řetězy jednou ročně namažte převodovým olejem 80w - 90w.
1. Přepněte jistič do polohy vypnuto.
2. Odpojte napájecí kabel od zdroje napájení. Pokud je napájecí kabel pevně připojen, vypněte napájení v rozvodné skříni.

3. Odstraňte kryt koncové skříňky a zkontrolujte řetězy. Podle potřeby proveďte případnou údržbu řetězů.
4. Odstraňte koncové krytky na spodním nosníku a zkontrolujte řetězy. Podle potřeby proveďte případnou údržbu řetězů.

5. Sejměte kryt vytahovače a kryty horní jednotky svařovacího válce. Podle potřeby proveďte případnou údržbu řetězů.
Výměna klínového hrotu
1. Odpojte napájení stroje přepnutím hlavního jističe do polohy vypnuto.
2. Ujistěte se, že klín vychladl na teplotu, při které s ním lze manipulovat.
3. Uvolněte a sejměte kryt krytu.
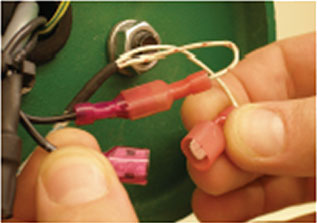
4. Odpojte samčí a samičí vodiče termočlánku a klínu.
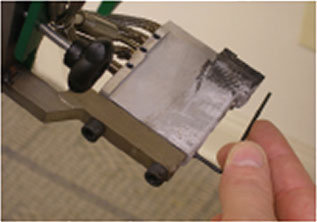
5. Povolte dva stavěcí šrouby umístěné na boku klínu.
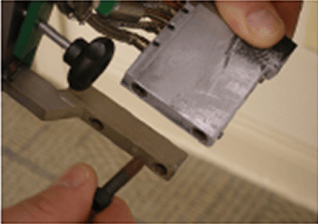
6. Odstraňte oba šrouby ze zadní montážní konzoly a vyjměte sestavu klínu.
7. Nainstalujte novou sestavu klínu podle výše uvedených pokynů. Při utahování šroubů na zadní straně klínu povolte o 1/8 otáčky, aby měl klín určitý "vztlak".
Úpravy teplovzdušného vytápěcího systému
Začněte zapnutím horkého vzduchu a nastavením požadované teploty. Nastavte svařovací válce do zavřené polohy sešlápnutím pedálu svařovacího válce.
- Polohu trysky zleva doprava zkontrolujte sešlápnutím pedálu pohonu a sledujte špičku trysky. Měla by být na svařovacích válečcích vycentrována zleva doprava, pokud tomu tak je, přejděte k dalšímu kroku seřízení. Pokud tomu tak není, najděte aretační knoflík vlevo vpravo a povolte jej o dvě otáčky. To umožní nastavení mikrometru zleva doprava. Nyní najděte levopravý mikrometr, který se nachází přibližně ve výšce očí obsluhy. Otáčením knoflíku mikrometru zleva doprava tak, aby se číselná hodnota zvyšovala, se špička trysky posune doleva. Otáčením knoflíku mikrometru zleva doprava tak, aby se číselná hodnota snižovala, se špička trysky posune doprava. Po vystředění trysky na svařovací válce utáhněte aretační knoflík zleva doprava.
- Polohu trysky nahoru a dolů zkontrolujte sešlápnutím pedálu pohonu a sledujte špičku trysky. Měla by směřovat do bodu přitisknutí obou svařovacích válečků, pokud ano, přejděte k dalšímu kroku seřízení. Pokud tomu tak není, najděte aretační knoflík výšky a povolte jej o dvě otáčky. To nám umožní nastavit knoflík výškového mikrometru. Knoflík výškového mikrometru se nachází ve spodní části tepelného systému a směřuje dolů. Otáčením knoflíku mikrometru výšky tak, aby se číselná hodnota zvyšovala, se špička trysky zvedne. Otáčením knoflíku výškového mikrometru tak, aby se číselná hodnota snižovala, se špička trysky sníží. Po vyrovnání trysky utáhněte aretační knoflík výšky.
Poznámka: Při změně teploty se špička trysky posune nahoru nebo dolů. Po změně teploty o více než 100 stupňů nezapomeňte zkontrolovat výšku špičky trysky. - Hloubka trysky by měla být přibližně ¼ až ½ palce od bodu přitlačení svařovacích válečků. Zkontrolujte to sešlápnutím pedálu pohonu a sledujte špičku trysky. Pokud je tryska vyrovnaná, proveďte zkušební svar. Pokud tomu tak není, vyhledejte knoflík aretace hloubky a povolte jej o dvě otáčky. To nám umožní nastavit knoflík mikrometru hloubky. Knoflík mikrometru hloubky je umístěn na zadní straně tepelného systému ve směru toku látky. Otáčením knoflíku mikrometru hloubky tak, aby se číselná hodnota zvyšovala, se hrot trysky přiblíží ke svařovacím válcům. Otáčením knoflíku mikrometru hloubky tak, aby se číselná hodnota snižovala, se hrot trysky vzdaluje od svařovacích válců. Po vyrovnání trysky utáhněte knoflík mikrometru hloubky. Po vyrovnání trysky proveďte zkušební svar.
Nastavení stahováku
- Když je sestava stolu na místě, nastavte výšku stahováku materiálu pomocí ocelové manžety a pojistné matice tak, abyste dosáhli požadované výšky stahováku materiálu.
- U většiny aplikací je třeba nejprve nastavit kolečko stahovače materiálu tak, aby se mírně dotýkalo nerezového válečku.
- Poté nastavte stahovací kolo o něco níže otočením nastavovacího límce o půl otáčky proti směru hodinových ručiček. Tím zajistíte plný kontakt styčných ploch.
Instalace/demontáž/seřízení sestavy stolu
- Začněte uvolněním dvou černých knoflíků vpravo od obsluhy (jejich odstranění není nutné).
- Poté přejděte na stranu stahováku stroje. Těsně pod stahovákem materiálu budou dva černé knoflíky podobné dříve uvolněným spojovacím prvkům. Odstraňte tyto knoflíky a zároveň podepřete váhu sestavy stolu.
- Nakonec zvedněte a vytáhněte sestavu stolu z hrdla stroje zadní stranou (stranou stahováku).
Nastavení systému vytápění horkým klínem
Před začátkem je třeba upozornit, že klín by měl být trochu volný (3/16 palce vůle). Začněte tím, že nastavením hlavní rychlosti na nulu a zavřením svařovacích válců.
První krok zarovnání
Když se rameno klínu vyklopí a vyjede dopředu, je nutné, aby hrot vyrovnávacího kolíku zapadl do prohlubně ramene klínu. Zkontrolujte to sešlápnutím nožního pedálu pohonu. Pokud je to v pořádku, přejděte k druhému kroku seřízení. Pokud tomu tak není, najděte na horní straně ramene klínu knoflík pro seřízení středu. Uvolněním knoflíku pro seřízení středu budete moci otáčet hřídelí s vroubkovanou hlavou o ¼ otáčky, dokud seřizovací kolík nezapadne do vybrání. Po dosažení správného zarovnání utáhněte knoflík centrického nastavení.
Druhý krok zarovnání
Špička klínu musí být ve stejné výšce jako bod přitlačení svařovacích válečků. Zkontrolujte to sešlápnutím pedálu pohonu a sledováním špičky klínu. Měl by zajíždět přímo do bodu přitlačení svařovacích válečků, aniž by se nejdříve dotkl horního nebo spodního svařovacího válečku. Současně je třeba zkontrolovat sklon klínu. Ujistěte se, že levý hrot není umístěn výše nebo níže než pravý hrot. To musíte zkontrolovat tak, že se dostanete do úrovně očí svařovacích válců. Pokud jsou v pořádku, přejděte ke třetímu kroku vyrovnání. Pokud tomu tak není, vyhledejte knoflík aretace výšky a povolte jej o dvě otáčky. To umožní nastavení knoflíku mikrometru výšky. Otáčením knoflíku výškového mikrometru tak, aby se číselná hodnota zvyšovala, se klín zvedne. Otáčením knoflíku výškového mikrometru tak, aby se číselná hodnota snižovala, se klín sníží. Nastavení sklonu vyžaduje kombinaci povolování a utahování levého a pravého knoflíku sklonu. Po vyrovnání výšky a sklonu špičky klínu utáhněte aretační knoflík výšky.
Třetí krok vyrovnání
Špička klínu musí být zarovnána zleva doprava a vycentrována na válečky. Zkontrolujte to tak, že sešlápnete pedál pohonu a sledujete, zda je hrot po vyjetí vpřed vystředěn na válečcích. Pokud je to v pořádku, přejděte ke čtvrtému kroku vyrovnání. Pokud tomu tak není, vyhledejte levý/pravý aretační knoflík a povolte jej o dvě otáčky. To umožní nastavení levého/pravého mikrometrického knoflíku. Otáčením se sníží číselná hodnota na knoflíku levého/pravého mikrometru, čímž se klín posune doprava. Otáčením ke zvýšení číselné hodnoty na knoflíku levého/pravého mikrometru se klín posune doleva. Poté, co je hrot klínu zarovnán vlevo vpravo se svařovacími válci, utáhněte aretační knoflík vlevo/vpravo.
Čtvrtý krok zarovnání
Hrot klínu musí být v jedné rovině se svařovacími válci. Zkontrolujte to sešlápnutím pedálu pohonu a pohledem přes horní plochu klínu. Zkontrolujte, zda je klín rovnoměrně srovnán se svařovacími válci. Pokud je zarovnán správně, přejděte k pátému kroku zarovnání. Pokud tomu tak není, mírně povolte montážní šrouby klínu, velmi mírně otočte celý tepelný systém v požadovaném směru a znovu utáhněte montážní šrouby klínu. Znovu zkontrolujte rovinnost klínu. Postup opakujte tak dlouho, dokud nebude klín namontován rovně.
Pátý krok zarovnání
Poslední krok se týká hloubky klínu. Toto nastavení zkontrolujte sešlápnutím pedálu pohonu a zkontrolujte kontakt mezi klínem a svařovacími válečky. Není-li kontakt dostatečný, klín se válců sotva dotkne. To způsobí nedostatečný přenos tepla na materiál. Při příliš velkém kontaktu se klín dotkne válců a horní výkyvná jednotka klínu se vychýlí. To způsobí, že klín bude během šití nasáván svařovacími válci. Pokud je klín správně seřízen, zapněte spínač ohřevu a nastavte jej na zkušební svařování. Pokud tomu tak není, vyhledejte knoflík aretace hloubky a povolte jej o dvě otáčky. To umožní nastavení knoflíku mikrometru hloubky. Otáčením knoflíku mikrometru hloubky za účelem zvýšení číselné hodnoty se klín posune zpět od svařovacích válců. Otáčením knoflíku mikrometru hloubky směrem dolů se klín posune směrem ke svařovacím válcům. Po správném seřízení utáhněte aretační knoflík hloubky. Zapněte spínač ohřevu a nastavte jej na zkušební svařování.
Nastavení rychlosti horního svařovacího válce
T300 má nastavení rychlosti horního svařovacího válce, které umožňuje měnit synchronizaci horního svařovacího válce se spodním svařovacím válcem. V některých situacích bude třeba, aby se horní válec otáčel rychleji než spodní válec. Příkladem může být svařování lemu, svařování kapsy na tyči a svařování rovného kusu s rádiusovým kusem. Chcete-li zvýšit rychlost horního válce, postupujte podle následujících kroků:
- Stiskněte tlačítko nabídky na hlavní obrazovce.
- Stiskněte tlačítko funkcí svařování na obrazovce nabídky.
Chcete-li nastavit procento rychlosti horního svařovacího válce, můžete stisknutím šipek nahoru nebo dolů rychlost zvýšit nebo snížit, nebo stiskněte pole s procentem a zobrazí se číselná klávesnice. Vyberte požadovanou číselnou hodnotu.
Nastavení vnitřního stahováku

- Když je sestava stolu na místě, nastavte výšku stahovače materiálu pomocí hřídele vzduchového válce a pojistné matice. (Na obrázku).
- U většiny aplikací by měla být kola stahováku materiálu nastavena tak, aby se mírně dotýkala nerezového válce.
- Dbejte na rovnoměrné nastavení každé strany. Nastavení jedné strany mírně ovlivní druhou stranu.
9.0 Specifikace přepravy a skladování
Pozor! Při přemísťování nebo vyjímání stroje v přepravce z palety se doporučuje použít vysokozdvižný vozík.
Přeprava v rámci výrobního zařízení
Vzhledem k hmotnosti stroje Miller Weldmaster výrobce vyžaduje použití vysokozdvižného vozíku nebo tažného motoru. Vidlice je třeba zasunout pod spodní rám podél těžiště. Zvedejte pomalu, abyste zajistili správné umístění vidlic.
Přeprava mimo výrobní zařízení
Výrobce požaduje, aby byl stroj Miller Weldmaster umístěn na paletu a naložen do nákladního automobilu pomocí vysokozdvižného vozíku nebo tažného motoru. Vidlice musí být zasunuty pod spodní rám podél těžiště. Zajistěte stroj na paletě a chraňte různé ovládací prvky a funkce tím, že stroj zabalíte do bedny.
Úložiště
Výrobce doporučuje, aby byl stroj v době, kdy není používán, chráněn před nadměrnou prašností a vlhkostí. Obsluha by se měla seznámit s výstražnými symboly na stroji, aby byla upozorněna na potenciálně nebezpečná místa na stroji.
UPOZORNĚNÍ: Výrobce nenese odpovědnost za škody nebo zranění způsobené jakýmkoli způsobem. nevhodného použití tohoto stroje.
10.0 Technické požadavky
Technické požadavky
- Celkový tlak vzduchu by měl být 120 psi (8,3 bar).
- Tlak svařovacího kola horní jednotky by se měl pohybovat v rozmezí 5 až 60 psi (.3 bar až 4.1 bar).
- Zvedání horního svařovacího válce musí být plynulé a volné, bez zjevných vibrací.
- Pokud jsou horní a dolní svařovací válečky správně seřízeny, měly by být okraje obou válečků rovnoběžné a vyrovnané.
- Výkyv tepelného systému: Kmitání tepelného systému by mělo být plynulé a přirozené při mírné rychlosti.
- Vzduchová vedení a vzduchové armatury by neměly být netěsné.
POZNÁMKA: Změny faktorů, jako je tloušťka materiálů, kvalifikace obsluhy a odlišné prostředí a počasí, mohou přímo ovlivnit výrobek. Obsluha by měla být schopna porozumět zejména následujícím nastavitelným faktorům:
- Teplota ohřevu
- Tlak vzduchu
- Přítlak horního svařovacího válce
- Objem vzduchu
- Umístění topného systému
11.0 Další dokumenty ke stroji