Tento návod k obsluze je určen jako vodítko při práci se svářečkou Triad Extreme Seam. Abyste zajistili optimální výkon svářečky, dodržujte přesně doporučení a specifikace.
Obsah
- Kapitola 1: Úvod
- Kapitola 2: Nastavení materiálu
- Kapitola 3: Návod k obsluze
- Kapitola 4: Průvodci materiály
- Kapitola 5: Svařování
- Kapitola 6: Obecná údržba
- Kapitola 7: Čištění a broušení klínu
- Kapitola 8: Nastavení klínu
- Kapitola 9: Výměna klínu
- Kapitola 10: Instalace klínu
- Kapitola 11: Řešení problémů
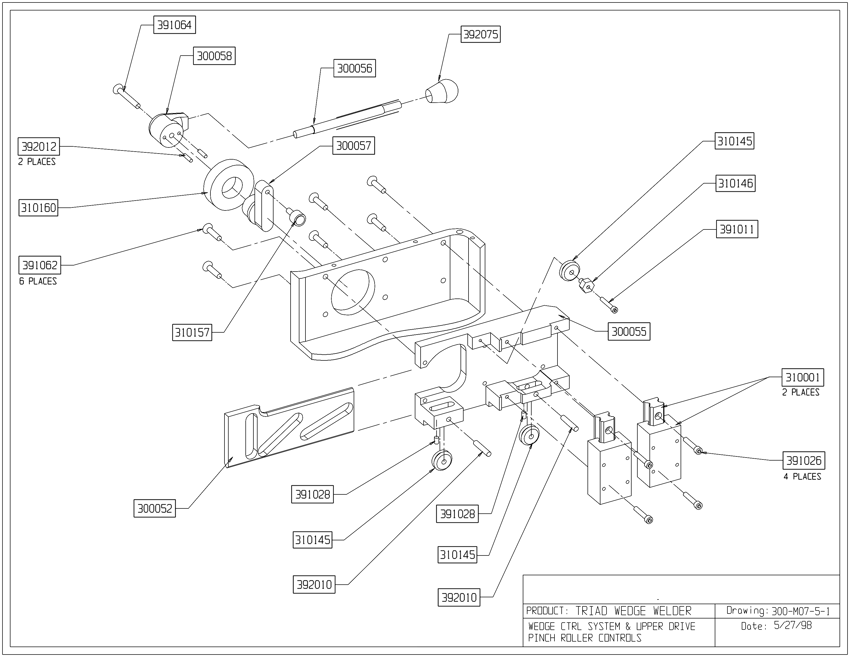
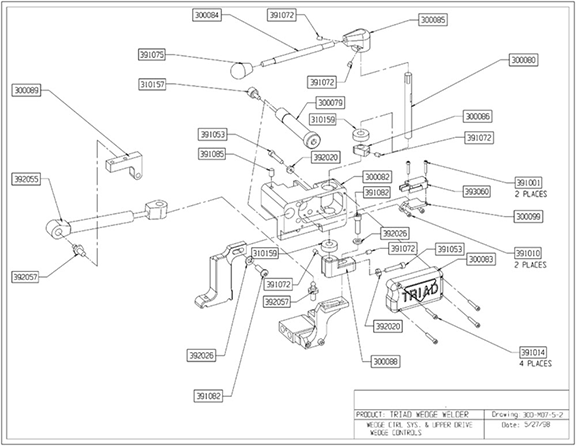
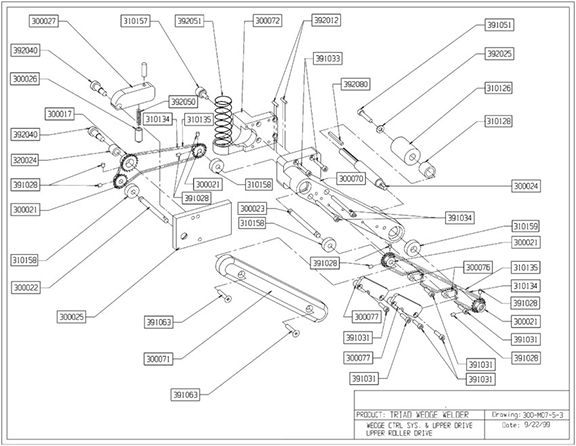
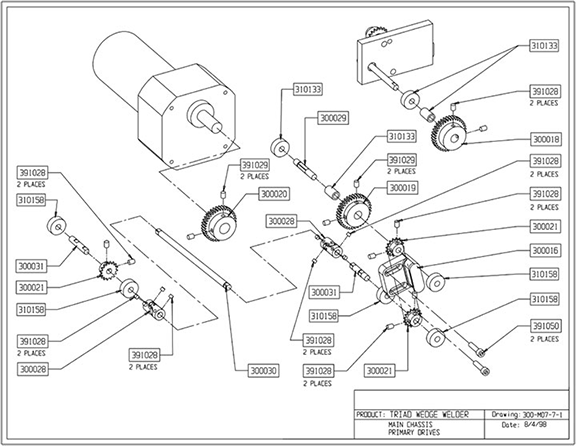
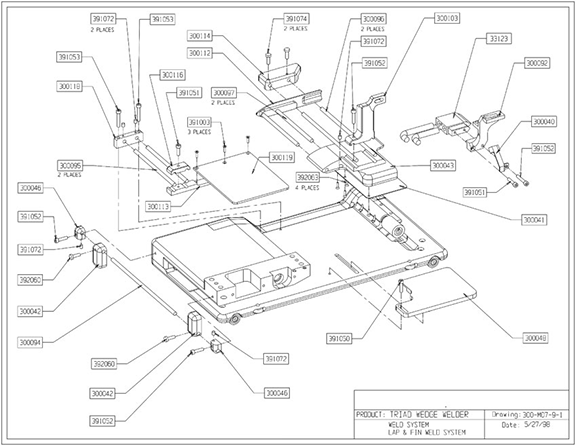
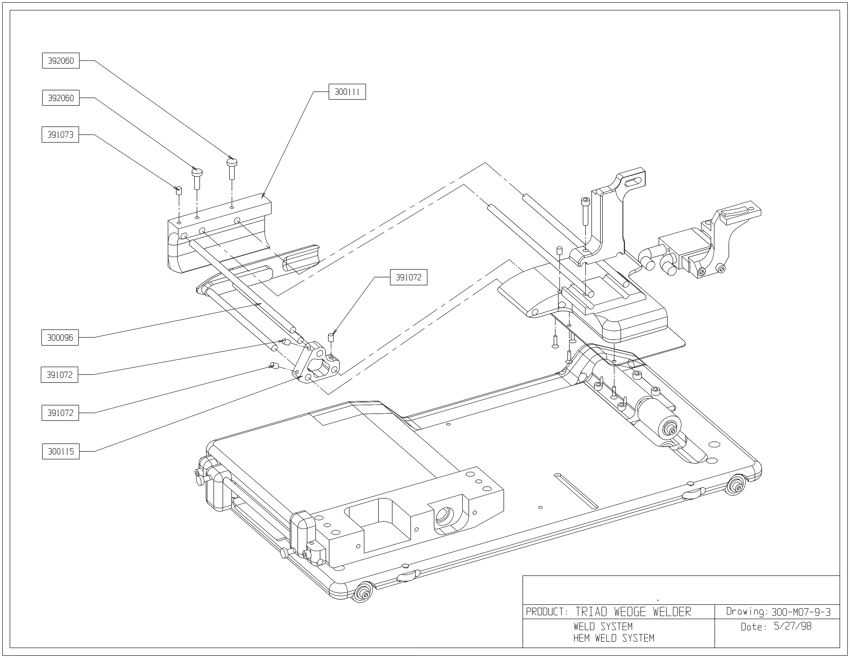
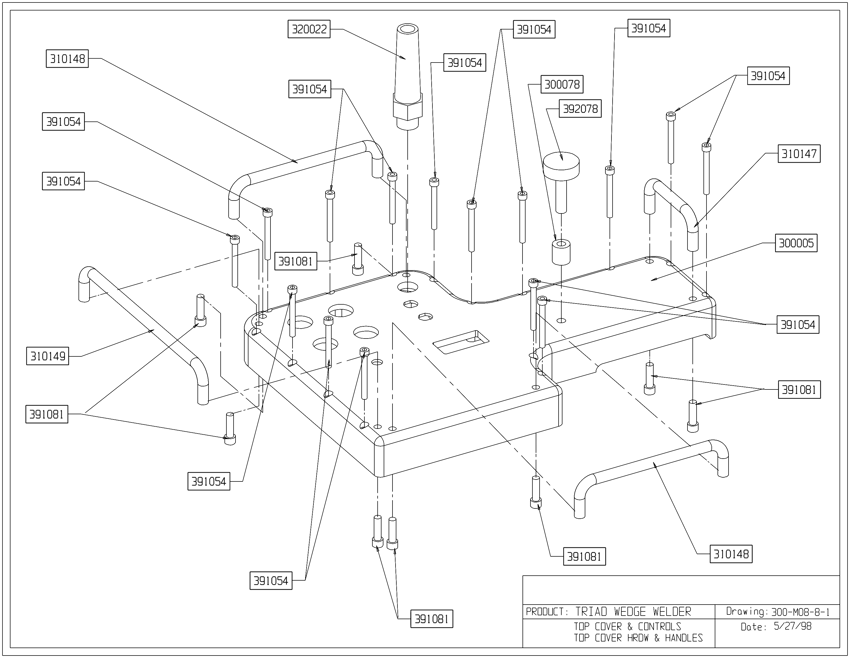
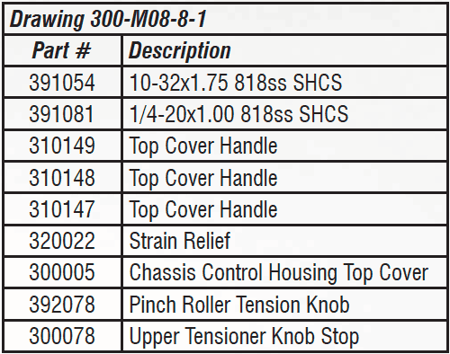
- Kapitola 12: Schémata
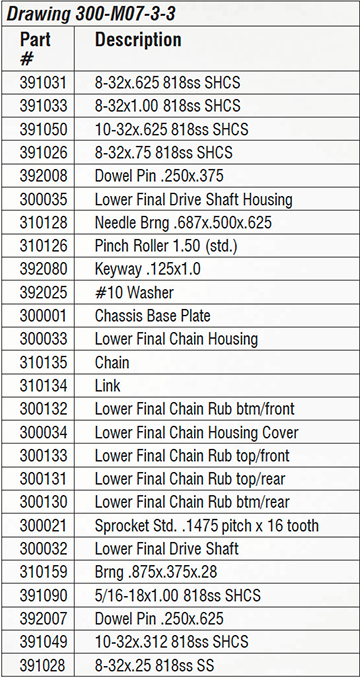
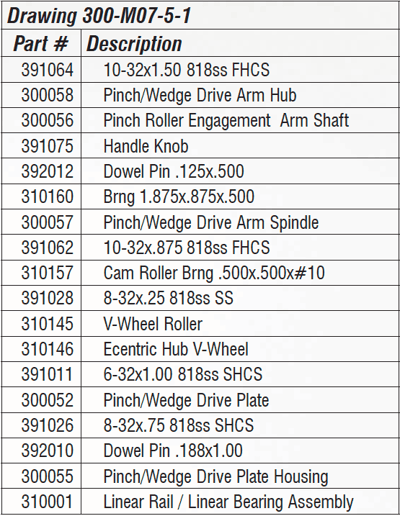
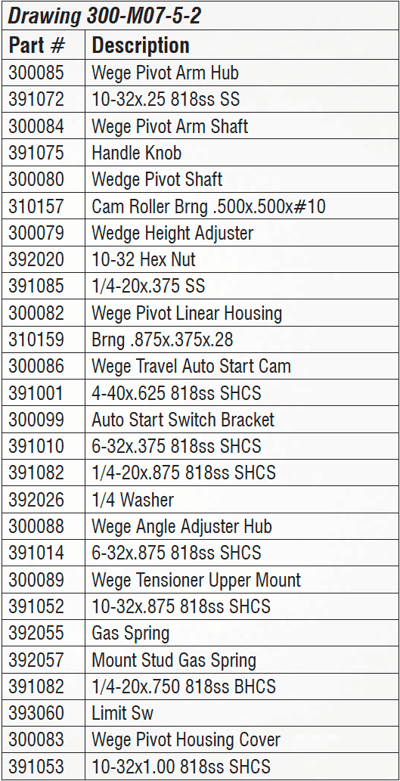
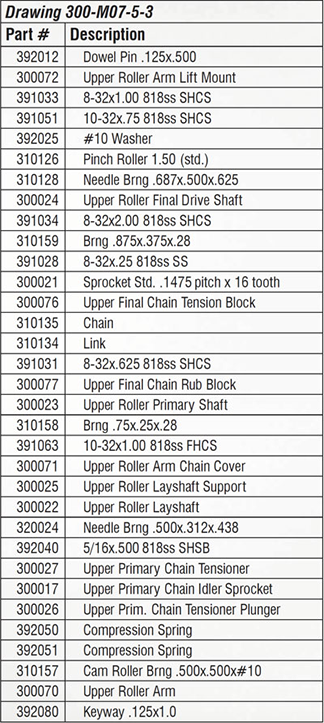
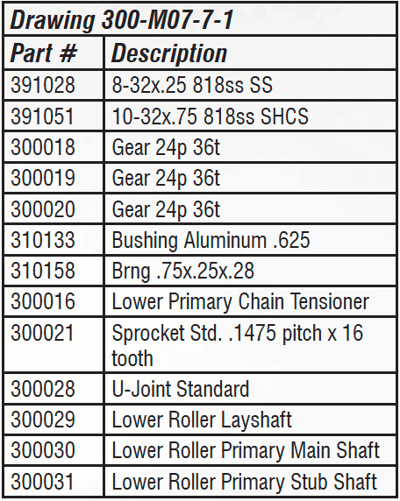
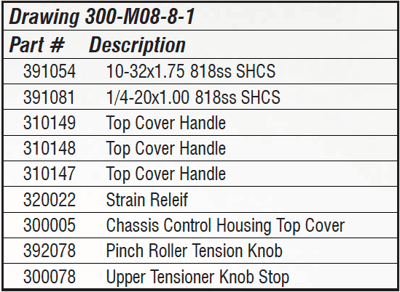
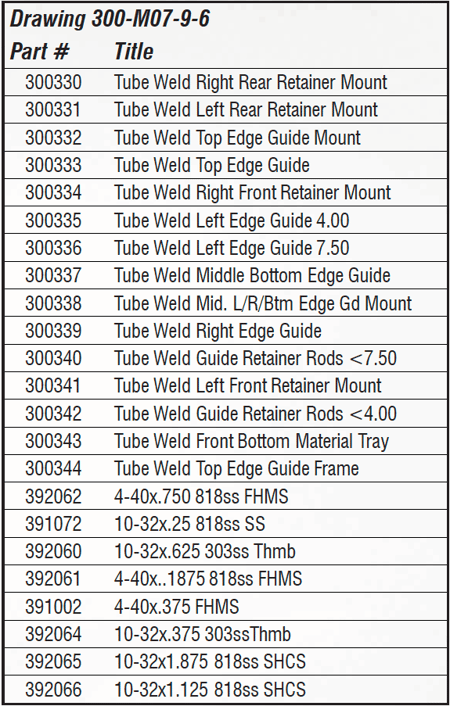
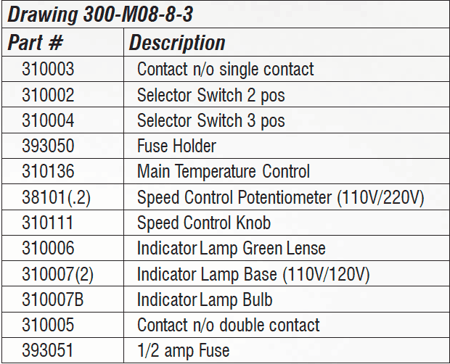
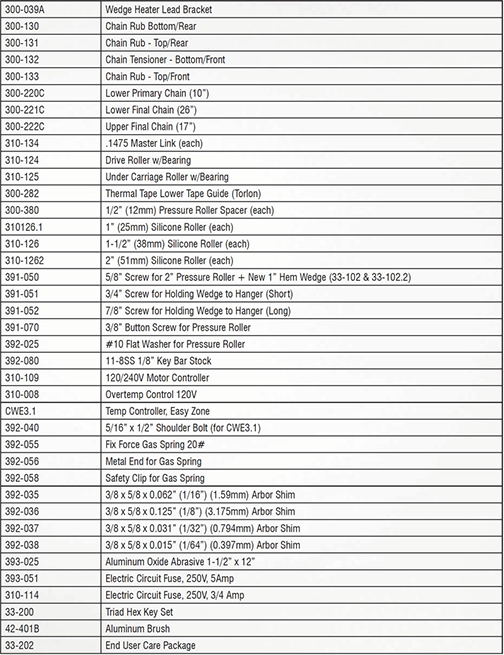
- Kapitola 13: Běžně používané díly
- Kapitola 14: Další dokumenty stroje
Další technické informace o tomto stroji získáte na telefonním čísle 1-855-888-WELD nebo e-mailem. service@weldmaster.com.
1.0 Úvod
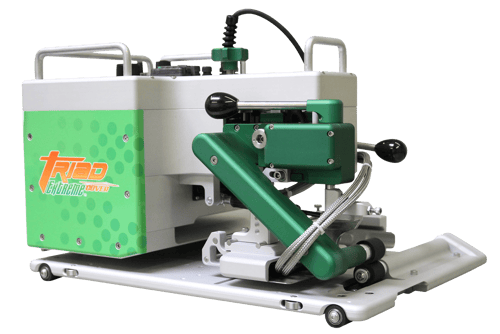
Svařovací stroj Triad Extreme Seam je určen pro vlastní výrobu široké škály flexibilních membrán. Patří sem mimo jiné PVC, PP, PE, LDPE, uretan atd.
Tloušťka materiálu, který lze svařovat, se liší také podle výrobku. Obvyklá tloušťka je 5-100 mil a může se jednat o podepřený nebo nepodepřený materiál.
Triad se dodává se třemi různými vodítky. To vám umožní provádět svařování s přesahem, svařování lemů, modlitební svařování a mnoho dalších možností svařování.
Triad používá jako zdroj tepla horký klín. Tato metoda zajišťuje bezkouřový a tichý provoz. Klín také umožňuje svařování tenčích výrobků bez deformace.
Svářečku Triad lze používat jako stacionární svářečku nebo v automatickém režimu. Při použití Triady v automatickém režimu se doporučuje použít kolejnicový systém. Viz Specifikace kolejnicového systému.
Doporučujeme, abyste před zahájením svařování provedli vzorky svarů vašeho výrobku, abyste dosáhli správného nastavení tepla, rychlosti a vyrovnání klínu.
1.1 Zamýšlené použití
Svářečka Triad Extreme Seam Welder je horký klínový svařovací stroj určený k tepelnému svařování tepelně svařitelných plastů, jako jsou:
- Vinylem (PVC) laminované a potahované tkaniny.
- Vinylové (PVC) a polyuretanové (PU) fólie.
- Polyuretanová (PU) a polypropylenová (PP) tkanina s povrchovou úpravou.
- Polyethylen (PE).
- Fólie a tkaniny z termoplastické pryže (TPR) Netkané polyesterové a polypropylenové popruhy Různé svařitelné popruhy.
Výrobce neschvaluje:
- Další využití těchto strojů.
- Odstranění všech bezpečnostních krytů za provozu.
- Neoprávněné úpravy strojů.
- Používání náhradních dílů, které nejsou schváleny výrobcem.
 Pouze řádně vyškolený technik smí obsluhovat a/nebo provádět jakoukoli běžnou údržbu neboopravy strojů.
Pouze řádně vyškolený technik smí obsluhovat a/nebo provádět jakoukoli běžnou údržbu neboopravy strojů.
UPOZORNĚNÍ: Výrobce nenese odpovědnost za škody nebo zranění způsobené nevhodným používáním tohoto stroje.
2.0 Nastavení materiálu
Materiál by měl být rozložen co nejrovněji, buď na podlaze, nebo na stole, podle toho, jak jste si zařídili výrobní prostor. U většiny materiálů, a zejména u tenčího zboží, se dává přednost vytahování záhybů nebo vytahování tauntů. Použití plechů ve stroji nebo vedle něj na stole umožňuje použití magnetů k umístění a přidržení materiálu. Dobrou praxí je i stahování materiálu taunt páskou.
Při provádění překryvných svarů vždy překrývejte materiál více, než je konečná šířka svaru. Příklad: Při šířce svaru 1-1/2" překryjte konec materiálu nebo běh 2 až 2 1/2". Stroj a přední vodítka posunou materiál na požadovaný přesah. Pokud materiál není překrytý nebo správně umístěný, stroj nevytvoří požadovaný svar s přesahem. Viz vzorek níže.
3.0 Návod k obsluze
Následující postupy by měly být provedeny až po provedení postupů seřízení klínu a seřízení vodítka.
-
Zatáhněte za červený vypínač č. 3, aby se stroj zapnul. Zelená kontrolka napájení č. 4 se rozsvítí s jednosekundovým zpožděním. Zelené světlo zůstane svítit jako indikátor, že máte stroj napájen. (Zatlačením na červený vypínač č. 3 stroj vypnete).
-
Regulátor teploty č. 7 se zapne s 1-2sekundovým zpožděním po rozsvícení zelené kontrolky napájení. Jednotky jsou z výroby nastaveny ve stupních Celsia. Stiskněte a podržte tlačítko Nastavit, nyní stiskněte tlačítko nahoru nebo dolů, dokud nedosáhnete požadované teploty. Doba zahřívání je pouze jedna až dvě minuty. Nenastavujte teplotu vyšší než 510 stupňů C. Pro vzorové svary nastavte regulátor na 400 stupňů C. To nemusí být vaše konečné nastavení.
-
Nastavte přepínač č. 5 For/Rev do polohy Forward. Tím je indikován směr pohybu stroje a hnacího/tlakového válce.
-
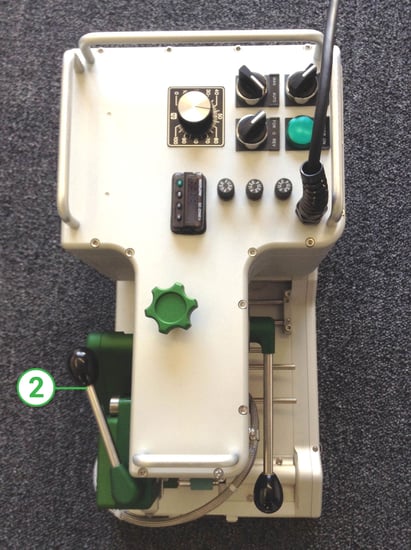
Nastavte přepínač Man/Auto č. 2 do polohy Auto. Tím dojde k zapnutí nebo spuštění hnacích/tlakových válců, když je klín přesunut do svařovací polohy.
-
Sestava hnacího kola č. 10 pod spodním přítlačným válcem. Tím se stroj začne pohybovat nebo automaticky. S vyjmutou sestavou hnacího kola lze stroj používat ve stacionárním režimu.
-
#1 je ovládání rychlosti. Je nastavitelný v rozsahu 0-30 stop za minutu. Normální nastavení se pohybuje v rozmezí 30-60, pro zboží o hmotnosti 12-30 mil.
-
#8 je tlakový knoflík. V závislosti na tloušťce materiálu jej lze nastavit na větší nebo menší přítlak.
-
Vložte materiál do stroje s nainstalovanými správnými vodítky a zavřete rukojeť přítlačného kola č. 9.
-
Otočte rukojetí č. 11 směrem ke stroji, čímž se automaticky spustí pohyb zařízení Triad dopředu a klín se spojí s materiálem.
-
Regulujte rychlost nahoru nebo dolů, dokud si neověříte, že se vám podařilo správně svařit.

4.0 Průvodce materiálem
Všechny níže uvedené příručky jsou součástí standardního stroje. V každé příručce naleznete konkrétní typ svaru a další informace. V jednu chvíli můžete používat pouze jeden systém vodítek.
Horní vodicí lišta se používá pro všechny tři různé funkce svařování, překrytí, lemování a modlitební svary. Všechna vodítka jsou nastavitelná.
Abyste dosáhli přesného svaru bez volných chlopní na horní nebo spodní straně plechu, je třeba vodítka nastavit tak, aby byla rovnoměrná s šířkou klínu nebo svařovací plochy.
Průvodce překrýváním
Top průvodce
Průvodce lemem
Modlitba nebo průvodce Fin

5.2 Svařování lemů
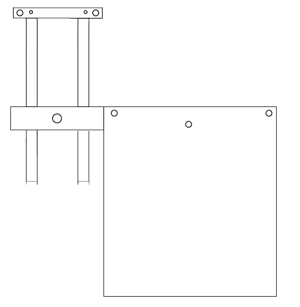
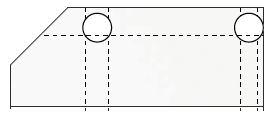
Nasaďte vodicí lištu č. 2 na tři nerezové tyče až k vnější vodicí liště č. 3 (schéma č. 1), přičemž mezi nimi ponechte dostatečný prostor, aby se materiál snadno posouval. Utáhněte šroub s palcem (B) (schéma č. 1), čímž se vnější vodítko rohu a vodítko lemu budou pohybovat jako jeden celek. To určuje velikost svařovaného lemu. Zatlačte na posuvník lemu č. 4 (schéma č. 2), abyste dosáhli požadované šířky nebo velikosti lemu. Po dokončení tohoto úkonu utáhněte šrouby s palci (C) (schéma č. 1), abyste je zajistili na místě.

5.3 Modlitba nebo Fin Weld
Umístěte vodítko modlitby č. 5 pod svařovací roh a zasuňte klíč do drážky. Po dokončení správného vyrovnání jej upevněte dodaným šroubem.

5.4 Přední vodítka
Přední vodítka č. 6 jsou nastavitelná pro předběžné vyrovnání materiálu před zahájením svařování. To pomůže obsluze při správném podávání materiálu do stroje.

6.0 Obecná údržba
Všeobecná údržba svářečky Triad Extreme by měla být prováděna každoročně.
Napnutí řetězu je třeba kontrolovat, aby nedocházelo k nadměrnému opotřebení řetězů a řetězových kol. Použití pěnivého maziva na řetěz přilne k řetězu a prodlouží jeho životnost.
Pokud jsou válečky pořezané, ploché, spálené apod., je třeba je vyměnit.
Nastavení klínu je třeba kontrolovat denně před zahájením svařování. Obsluha by měla znát všechna nastavení klínu, aby dosáhla nejlepší kvality svaru. Zkontrolujte, zda není uvolněný hardware. Uvolněný hardware může při každém záběru změnit nastavení klínu.
Pro přesné svary a delší životnost klínu je třeba klín pravidelně čistit a brousit.
ČIŠTĚNÍ: Klín je třeba čistit denně. Existují dva způsoby čištění klínu.
-
Když jsou přítlačné válečky v horní poloze a klín v poloze pro svařování, vyčistěte klín nahoře i dole pomocí přiloženého mosazného kartáče. To lze provádět po každém svaru nebo podle potřeby.
-
Druhým způsobem čištění klínu je zvýšení teploty na 510 °C po dobu 5-10 minut. Tím se zbytky na klínu spálí a odloupnou se. K odstranění použijte mosazný kartáč.
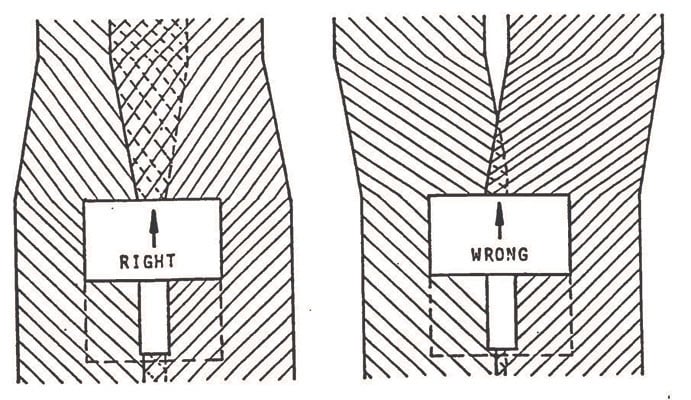
HONOVÁNÍ: Honování klínu by mělo být provedeno, pokud se na klínu objeví známky opotřebení. To se projevuje nerovnými svary, zaoblenými hranami nebo rohy klínu.
-
Nainstalujte oba hladké ocelové válečky na stroj (se silikonovými válečky na stroji klín nehonujte).
-
Otočte přepínač jízdy vpřed/vzad do polohy pro jízdu vzad.
-
Překlopte klín do svařovací polohy a zavřete válce.
-
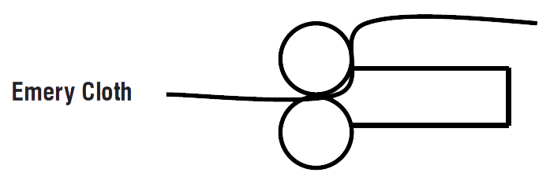
Vezměte dodanou jemnou smirkovou tkaninu a přejeďte s ní zpět přes válečky na horní straně klínu. Tento krok zopakujte na spodní straně klínu.
-
Opakujte krok 4 nahoře i dole, dokud nebude klín rovnoměrně opotřebovaný po celé délce.
-
Pokud se při honování klín nevyrovná, přečtěte si část Seřízení klínu. Může být nutná kombinace honování a seřízení.
Správné vyrovnání klínu je nezbytné pro dosažení správného svaru. Jednotky jsou přednastaveny z výroby. Před vlastním použitím stroje by měly být provedeny vzorové svary. Pokud jsou vzorové svary dobré pouze na jedné nebo druhé straně nebo jsou svařeny pouze částečně, znamená to, že klín není vyrovnaný nebo kolmý k válcům a je nutné seřízení vyrovnání. Před prací na stroji odpojte jednotku od zdroje napájení a ujistěte se, že je klín vychladlý.
1. Stáhněte rukojeť přítlačného válce č. 1 dolů. Tím se zavřou přítlačné válečky.

2. Otočte rukojetí klínu č. 2, čímž se klín spojí s válečky. Klín č. 4 by měl spočívat nebo ...těsně zapadnout do válečků č. 3 na obou stranách a měl by být vycentrovaný.
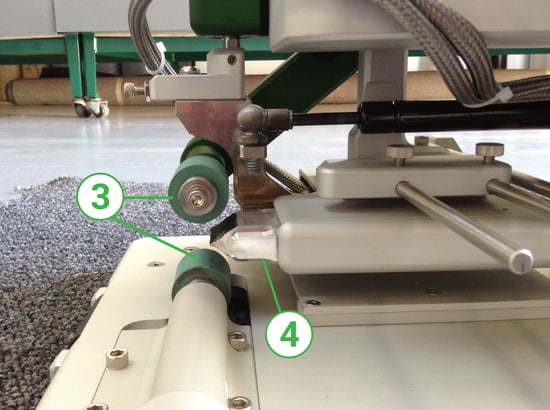
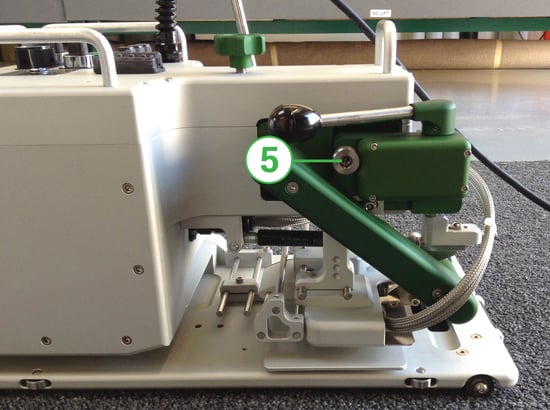
3. Chcete-li klín vycentrovat mezi válečky, otočte šroubem č. 5, čímž se klín doladí nahoru a dolů. Je třeba pouze 1/8 nebo 1/4 otáčky. Nepřetáčejte. Pomalu pohybujte rukojetí přítlačného válce nahoru a dolů, abyste zkontrolovali nastavení centrování. Kývejte rukojetí klínu dovnitř a ven, abyste se ujistili o správné poloze.
4. Seřizovací šroub č. 6 posouvá klín po středové ose doleva a doprava. Uvolněte zajišťovací šroub č. 8 a proveďte nastavení. Povolte pojistnou matici č. 7, otáčejte seřizovacím šroubem ve směru hodinových ručiček, aby se pravá strana klínu dostala dovnitř, a proti směru hodinových ručiček, aby se dostala dovnitř levá strana. Po správném nastavení utáhněte pojistný šroub a pojistnou matici.
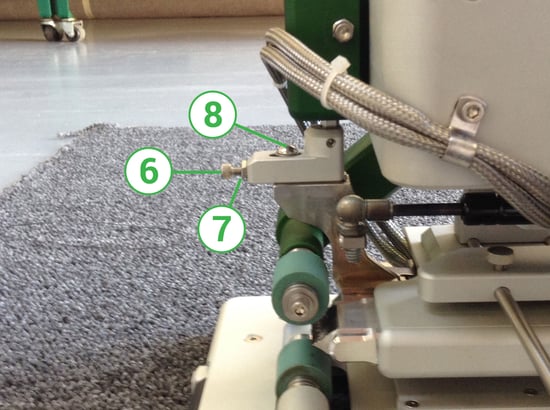
5. Šroub č. 9 zastaví pohyb klínu při polohování klínu do svařovací polohy. Uvolněte pojistnou matici č. 10 , otočte seřizovacím šroubem dovnitř nebo ven do správné polohy. Okraj klínu by měl těsně a pravoúhle zapadnout do válečků na obou koncích.

Před zahájením práce proveďte zkušební svar. Jemné doladění nastavení lze provést, dokud je klín horký. Nepoužívejte horký klín do silikonových válců bez materiálu ve stroji po delší dobu, protože by došlo k deformaci silikonu.
POZNÁMKA: U silnějších výrobků (30mil a více) může být nutné klín vyjmout, aby se uvolnil prostor pro materiál.Pokud již není honování a seřizování účinné, je třeba klín vyměnit. Pokud po určité době dojde k selhání topných těles, nemusí být možné je snadno vyjmout. Klín a topné těleso bude pravděpodobně nutné vyměnit společně.
-
Odpojte stroj od sítě a ujistěte se, že je klín chladný.
-
Vyšroubujte šroub č. 11 držáku závěsu a vyjměte sestavu pouzdra klínu č. 14.
-
Odšroubujte a odpojte konektor topení č. 12.
-
Vyšroubujte oba klínové šrouby č. 13 a vyjměte klín.
-
Nainstalujte nový klín pomocí klínových šroubů. Připojte konektor ohřívače a znovu připevněte klín.
-
Vystřeďte pouzdro pomocí šroubu č. 11 a utáhněte jej.
-
Může být nutné seřízení klínu, viz část Seřízení klínu.
10.0 Instalace klínu

Pomocí dvou šroubů namontujte klín na rameno pro montáž klínu spolu s držákem vedení (viz vložená fotografie). Umístěte dráty topení správně na držák vedení a jemně zavřete výstupky, abyste je zajistili.

Když je klín v zapnuté poloze, svažte pomocí stahovacích pásků dráty topení dohromady. Všimněte si ovinutí vodičů ohřívače kolem horního ramene přítlačného válečku a kolem zadní části modelu Triad.

Pomocí svorky a šroubu připevněte kolem vodičů ohřívače a umístěte na tělo Triad. Nedotahujte úplně.
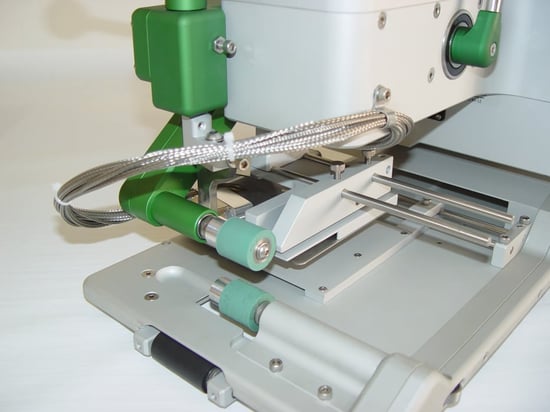
Elektricky připojte horký klín k zásuvce na tělese Triad. Po připojení proveďte pohodlné ohnutí topného drátu a správně jej umístěte do svorky. Kývejte klínem do svařovací polohy a z ní, abyste se ujistili, že je obtékání zadní části modelu Triad pohodlné. Po dokončení utáhněte svorku pro zajištění.

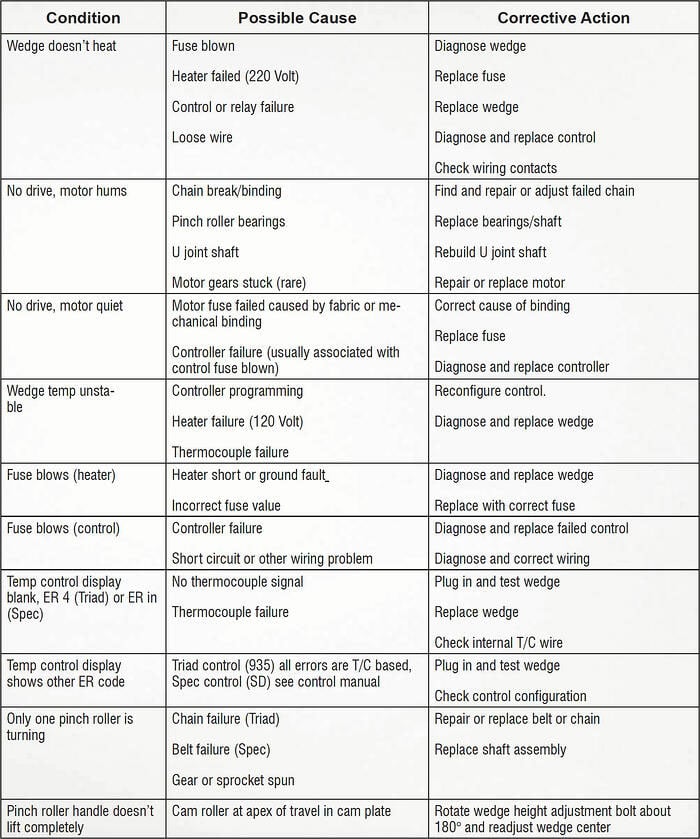
11.0 Řešení problémů