Tento návod k obsluze je určen jako vodítko při práci se svářečkou PS400. Abyste zajistili optimální výkon svářečky, dodržujte přesně doporučení a specifikace.
Obsah
- Kapitola 1: Přehled strojů
- Kapitola 2: Vysvětlení varování
- Kapitola 3: Požadavky na elektrickou energii a vzduch
- Kapitola 4: Principy tepelného těsnění
- Kapitola 5: Zásady provozu
- Kapitola 6: Specifikace stroje
- Kapitola 7: Výměna a údržba součástí
- Kapitola 8: Další dokumenty stroje
Další technické informace o tomto stroji získáte na telefonním čísle 1-855-888-WELD nebo e-mailem. service@weldmaster.com.
1.0 Zamýšlené použití
PS400 je rotační horkovzdušný svařovací stroj určený k tepelnému svařování tepelně zpracovatelných plastů, jako jsou např.:
- Polypropylenová (PP) tkanina s povrchovou úpravou
- Polyethylenem (PE) potažené tkaniny
Výrobce neschvaluje:
- Další využití těchto strojů.
- Odstranění všech bezpečnostních krytů za provozu.
- Neoprávněné úpravy strojů.
- Používání náhradních dílů, které nejsou schváleny výrobcem.
![]() Obsluhovat a/nebo provádět běžnou údržbu nebo opravy strojů smí pouze řádně vyškolený technik.
Obsluhovat a/nebo provádět běžnou údržbu nebo opravy strojů smí pouze řádně vyškolený technik.
UPOZORNĚNÍ: Výrobce nenese odpovědnost za škody nebo zranění způsobené nevhodným používáním tohoto stroje.
2.0 Vysvětlení varování
Na Miller Weldmaster PS400 je umístěno několik různých výstražných symbolů. Symboly mají upozornit obsluhu na potenciálně nebezpečná místa na stroji. Seznamte se s jejich umístěním a významem.








3.0 Požadavky na elektrickou energii a vzduch
Upozornění! Elektrické napájení smí připojit pouze kvalifikovaný elektrikář.
Příprava - napájení a vzduch
- Ujistěte se, že je napájení 230 V, 30 A, 50/60 Hz nebo 480 V, 30 A, pokud byl dodán příslušný snižovací transformátor, 50/60 Hz a že se při práci stroje zvyšuje tlak na 100 psi (6,9 bar).
- Ujistěte se, že napětí a proud jsou určeny pro stroj a odpovídají výše uvedeným specifikacím.
- Na zemnicí svorce stroje musí být provedeno vhodné uzemnění.
 Před uvedením stroje do provozu se ujistěte, že v okolí stroje nejsou žádné nečistoty. hořlavé trosky. V prostoru stroje by se během jeho používání měly pohybovat pouze oprávněné osoby.
Před uvedením stroje do provozu se ujistěte, že v okolí stroje nejsou žádné nečistoty. hořlavé trosky. V prostoru stroje by se během jeho používání měly pohybovat pouze oprávněné osoby.- V případě nouze stiskněte tlačítko nouzového zastavení.
Elektrické napájení
Vzhledem k množství zásuvek různých typů není součástí kabelu zástrčka. Doporučujeme, aby váš elektrikář nainstaloval zástrčku, která je srovnatelná s vaším stylem zásuvky. Můžete se rozhodnout, že napájecí kabel bude pevně připojen k vašemu zdroji napájení. Doporučujeme, aby váš elektrikář použil rozbočovací skříňku s vypínačem. Stránka Miller Weldmaster PS400 vyžaduje jeden z následujících elektrických požadavků:
30 A - třífázový - 230 V
30 A - třífázový - 480 V (po připojení vhodného snižovacího transformátoru). byl dodán)
Prodejna Zásobování vzduchem
Součástí Miller Weldmaster PS400 je dílenský ventil pro přívod vzduchu, který umožňuje rychlé připojení a odpojení k dílenskému přívodu vzduchu. Vzhledem k množství různých stylů vzduchových konektorů není součástí balení rychlospojka se samcem. Budete chtít vybrat samčí rychlospojku s 3/8 palcovým NPT (národním trubkovým závitem), která bude odpovídat vaší samičí rychlospojce. Miller Weldmaster PS400 vyžaduje následující požadavky na dílenský vzduch:
- Minimálně 20 cfm při tlaku 100 psi
- Nepřekročit 565 litrů/min při tlaku 6,9 baru
- Řadový odlučovač vody a nečistot
4.0 Zásady tepelného těsnění
Vytápění: Teplovzdušné Vytápěcí systém: Teplo potřebné pro svařování je vytvářeno elektricky jedním (nebo dvěma v závislosti na aplikaci) topným tělesem umístěným uvnitř krytu topného tělesa. Přívod vzduchu z dílny přivádí vzduch nad topný prvek a přenáší teplo přes horkovzdušnou trysku, čímž působí teplo na svařovaný materiál. Teplota horkého vzduchu se pohybuje od 25 do 800 stupňů Celsia (77 až 1472 stupňů Fahrenheita).
Rychlost : Rychlost svařovacích válců určuje dobu působení tepla na svařovaný materiál. Čím pomalejší je nastavení rychlosti, tím více se materiál zahřívá. Čím vyšší je nastavení rychlosti, tím méně se materiál zahřívá. Aby bylo dosaženo nejlepšího svaru, mělo by být na materiál aplikováno minimální množství tepla a zároveň by mělo být dosaženo plného svaru. Příliš mnoho tepla způsobí deformaci materiálu; zatímco nedostatečné teplo zabrání svařování materiálu.
Tlak: Tlak svařovacích válců stlačuje zahřátý materiál a dokončuje tak proces svařování.
Souhrn
Správná kombinace tepla, rychlosti a přítlaku válce vám umožní dosáhnout správně svařeného švu.
5.0 Zásady provozu
PS400 je tepelný svářecí stroj, který svařuje termoplastické tkaniny nebo fólie horkým vzduchem, a to pomocí tlaku, konstantní rychlosti a přesné teploty pro dokonalé utěsnění termoplastických materiálů.
Ovládání: Účely a funkce
Ovládací obrazovka operátora
-
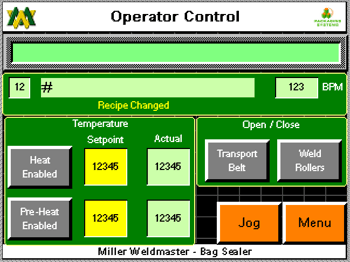
- Textové pole uprostřed nahoře: V textovém poli se zobrazí seznam aktuálních alarmů. Tlačítka nahoru/dolů vedle textového pole umožní uživateli procházet seznam aktuálních alarmů nahoru/dolů.
- Textové pole MSG0: V poli textového pole bude uveden aktuální stav stroje. Systém v nečinnosti, systém v chodu, pauza, předávání úlohy, otevřené dveře Conv, aktivní alarm, reset EPO, E-Stop na straně ovládání operátora a E-Stop na straně ovládání bez operátora.
- Červená kontrolka: Červená kontrolka se zobrazí stejnou barvou jako kontrolka zásobníku v režimu plné barvy.
- Taška/Min:"0" označuje aktuální průměrný počet sáčků za minutu, které projdou strojem.
- Stopy/min:"0" označuje aktuální průměrný počet sáčků za minutu, které projdou strojem.
- Svařovací tryska OFF: Stisknutím tlačítka zapnete/vypnete systém ohřevu. Jedním stisknutím přepnete do opačného stavu.
- Skutečný (F): Zobrazené číslo udává teplotu, kterou termočlánek aktuálně měří na základně krytu prvku.
- Nastavená hodnota (F): Zobrazené číslo udává, při jaké teplotě má regulátor teploty udržovat teplotu. Dotykem na textové pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit požadovanou hodnotu.
- Předehřívací tryska OFF: Stisknutím tlačítka zapnete/vypnete systém ohřevu. Jedním stisknutím přepnete do opačného stavu.
- Svařovací válec: Stisknutím tlačítka se otevřou/zavřou svařovací válce. Jedním stisknutím přepnete do opačného stavu.
- Přepravní pás: Stisknutím tlačítka otevřete/zavřete přepravní pásy. Jedním stisknutím přepnete do opačného stavu.
- Jog FWD: Stisknutím tlačítka se pohonný systém rozjede pomalou rychlostí směrem vpřed. Tato funkce je určena pouze k testování pohybu motorů a pohonného systému. Není určena k synchronizovanému provozu. Funkce Jog FWD se zobrazí pouze tehdy, když je stroj v pozastaveném stavu.
- Nabídka: Stisknutím tlačítka menu se uživatel dostane do hlavní nabídky.
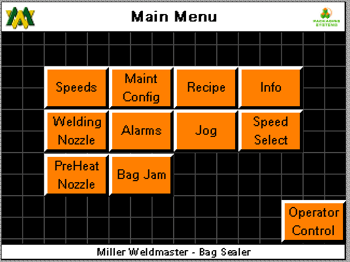
Obrazovka hlavní nabídky, úroveň operátora
-
- Konfigurace operátora: Stisknutím tlačítka Operator Configuration (Konfigurace operátora) přejde uživatel do nabídky Operator Configuration (Konfigurace operátora), Operator Level (Úroveň operátora).
- Historie alarmů: Stisknutím tlačítka Historie alarmů se uživatel dostane na obrazovku Historie alarmů.
- Přihlášení: Stisknutím tlačítka Přihlásit se uživatel přejde na přihlašovací obrazovku.
- Odhlášení: Stisknutím tlačítka Odhlásit se uživatel odhlásí a vrátí se na základní zobrazitelné obrazovky.
- Provoz: Stisknutím tlačítka Provoz se uživatel dostane na obrazovku Ovládání obsluhy.
-
Konfigurace operátora, úroveň operátora
-
- Číslo receptu: Číslo zobrazené v textovém poli je číslo aktuálně zobrazeného receptu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit požadované číslo receptu. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž slouží k přepnutí na další recept. Jedním dotykem šipky se recept změní na další recept.
- Název receptu: Zobrazený text je název aktuálního receptu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní text změnit.
- Aktivovat: Stisknutím tlačítka aktivovat se načte uložené nastavení zobrazeného receptu do příslušných nastavených bodů. Například při úpravě nastavení otáček je třeba změnit nastavení otáček a poté stisknout tlačítko activate, aby se změna odeslala do daného nastaveného bodu.
- Transportní pás (FT/MIN): Číslo zobrazené v textovém poli je rychlost, na kterou je nastaven transportní pás. Transportní rychlost je hlavní rychlost stroje. Číslo je uvedeno ve stopách za minutu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit rychlost Transportního pásu. Jedním dotykem šipky se rychlost zvýší/sníží o 0,01 stopy/min. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do daného nastaveného bodu.
- Přední svařovací válec (FT/MIN): Číslo zobrazené v textovém poli udává, na jakou rychlost je nastaven přední svařovací válec. Rychlost předního svařovacího válce je podřízena transportní rychlosti, ale může být posunuta. Číslo je uvedeno ve stopách za minutu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit rychlost předního svařovacího válce. Jedním dotykem šipky se rychlost zvýší/sníží o 0,01 stopy/min. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do daného nastaveného bodu.
- Zadní svařovací válec: Rychlost zadního svařovacího válce je závislá na rychlosti přepravy. Číslo je uvedeno ve stopách za minutu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit rychlost zadního svařovacího válce. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví rychlost zadního svařovacího válce. Jedním dotykem šipky se však rychlost zvýší/sníží o 0,01 ft/min. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do daného nastaveného bodu.
- Teplota svařovací trysky (F): Zobrazené číslo udává, při jaké teplotě má regulátor teploty udržovat teplotu. Dotykem na textové pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví nastavenou hodnotu. Jedním dotykem šipky se teplota zvýší/sníží o 1'f. Po zadání požadované žádané hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do dané žádané hodnoty.
- Teplota před ohřevem (F): Zobrazené číslo udává, při jaké teplotě má regulátor teploty udržovat teplotu. Dotykem na textové pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví nastavenou hodnotu. Jedním dotykem šipky se teplota zvýší/sníží o 1'f. Po zadání požadované žádané hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do dané žádané hodnoty.
- Čas bez sáčku (SEC): Snímač vstupního sáčku řídí, kdy má být systém výkyvu trysky v poloze pro svařování a kdy v poloze domů, když je stroj v režimu chodu. Když do stroje vstoupí sáček a snímač jej zaznamená, systém výkyvu trysky se má přehoupnout do svařovací polohy. Číslo zobrazené v textovém poli je doba, která musí uplynout, aniž by sáček prošel kolem vstupního snímače sáčku. Pokud je této doby dosaženo, je systému kývání trysky přikázáno, aby přešel do výchozí polohy, dokud nebude detekován další sáček. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu.
- Uložit: Stisknutím tlačítka uložit se uloží/uloží všechny aktuální hodnoty zadané do každého konkrétního textového pole do aktuálně zobrazeného receptu.
- Jog FWD: Stisknutím tlačítka se pohonný systém rozjede pomalou rychlostí směrem vpřed. Tato funkce je určena pouze k testování pohybu motorů a pohonného systému. Není určena k synchronizovanému provozu. Funkce Jog FWD se zobrazí pouze v pozastaveném stavu.
- Předchozí: Stisknutím předchozího tlačítka zobrazíte předchozí obrazovku.
Obrazovka hlavní nabídky, úroveň SU:
-
- Konfigurace receptu: Stisknutím tlačítka Recipe Config se uživatel dostane na obrazovku konfigurace receptů.
- Recept Aktivní: Stisknutím tlačítka Recipe Active se uživatel dostane na obrazovku Recipe Active.
- Teplo/ruční ovládání: Stisknutím tlačítka Heat/Manual se uživatel dostane na obrazovku Heat Control Weld Nozzle.
- Konfigurace stroje: Stisknutím tlačítka Konfigurace stroje se uživatel dostane na obrazovku Ovládání obsluhy.
- Vzdálené informace: Stisknutím tlačítka Remote Info se uživatel dostane na obrazovku Remote Info.
- Nastavení HMI: Stisknutím tlačítka Nastavení HMI se uživatel dostane na obrazovku Nastavení HMI.
- Aktivní alarmy: Stisknutím tlačítka Alarm Active se uživatel dostane na obrazovku Alarm Active.
- Informace: Stisknutím tlačítka Info se uživatel dostane na obrazovku Info.
- Přihlášení: Stisknutím tlačítka Přihlásit se uživatel přejde na přihlašovací obrazovku.
- Odhlášení: Stisknutím tlačítka Odhlásit se uživatel přejde na základní zobrazitelné obrazovky.
- SU Maint: Stisknutím tlačítka SU Maint se uživatel dostane na obrazovku údržby SU.
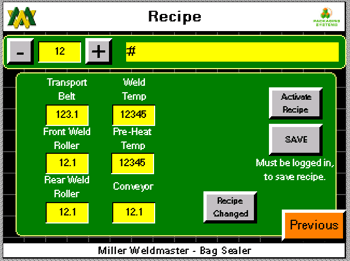
Obrazovka konfigurace receptury
-
- Číslo receptu: číslo zobrazené v textovém poli je číslo aktuálně zobrazeného receptu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit požadované číslo receptu. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž slouží k přepnutí na další recept. Jediným dotykem šipky se recept zvýší/sníží o 1.
- Název receptu: Zobrazený text je název aktuálního receptu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní text změnit.
- Aktivovat: Stisknutím tlačítka aktivovat se načte uložené nastavení zobrazeného receptu do příslušných nastavených bodů. Například při úpravě nastavení rychlosti musí být nastavení rychlosti změněno, když je třeba stisknout tlačítko activate, aby se změna odeslala do daného nastaveného bodu.
- Transportní pás (FT/MIN) : Číslo zobrazené v textovém poli udává, na jakou rychlost je nastaven transportní pás. Transportní rychlost je hlavní rychlost stroje. Číslo je uvedeno ve stopách za minutu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit rychlost Transportního pásu. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví rychlost pásu Transport. Jedním dotykem šipky se rychlost zvýší/sníží o 0,01 ft/min. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do daného nastaveného bodu.
- Přední svařovací válec (FT/MIN) : Číslo zobrazené v textovém poli udává, na jakou rychlost je nastaven přední svařovací válec. Rychlost předního svařovacího válce je podřízena transportní rychlosti, ale může být posunuta. Číslo je uvedeno ve stopách za minutu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit rychlost předního svařovacího válce. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví rychlost zadního svařovacího válce. Jedním dotykem šipky se rychlost zvýší/sníží o 0,01 ft/min. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do daného nastaveného bodu.
- Zadní svařovací válec (FT/MIN) : Číslo zobrazené v textovém poli udává, na jakou rychlost je zadní svařovací válec nastaven. Rychlost zadního svařovacího válce je podřízena transportní rychlosti, ale může být posunuta. Číslo je uvedeno ve stopách za minutu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit rychlost zadního svařovacího válce. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví rychlost zadního svařovacího válce. Jedním dotykem šipky se rychlost zvýší/sníží o 0,01 ft/min. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do daného nastaveného bodu.
- Teplota svařovací trysky (F): Zobrazené číslo udává, při jaké teplotě má regulátor teploty udržovat teplotu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví nastavenou hodnotu. Jedním dotykem šipky se teplota otáček zvýší/sníží o 1'f. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do dané nastavené hodnoty.
- Teplota před ohřevem (F): Zobrazené číslo udává, při jaké teplotě má regulátor teploty udržovat teplotu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví nastavenou hodnotu. Jedním dotykem šipky se teplota zvýší/sníží o 1'f. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do dané nastavené hodnoty.
-
- Uložit: Stisknutím tlačítka uložit se uloží/uloží všechny aktuální hodnoty zadané do každého konkrétního textového pole do aktuálně zobrazeného receptu.
- Jog FWD: Stisknutím tlačítka se pohonný systém rozjede pomalou rychlostí směrem vpřed. Tato funkce je určena pouze k testování pohybu motorů a pohonného systému. Není určena k provozu v sunchronizované funkci. Funkce Jog FWD se zobrazí pouze v pozastaveném stavu.
- Předchozí: Stisknutím předchozího tlačítka zobrazíte předchozí obrazovku.
Recept Aktivní obrazovka
-
- Číslo receptu: Číslo zobrazené v textovém poli je číslo aktuálně zobrazeného receptu.
- Název receptu: Zobrazený text je název aktuálního receptu.
- Přepravní pás (FT/MIN ): Číslo zobrazené v textovém poli udává, na jakou rychlost je nastavena přeprava. Transportní rychlost je hlavní rychlost stroje. Číslo je uvedeno ve stopách za min.
- Přední svařovací válec (FT/MIN) : Číslo zobrazené v textovém poli udává, na jakou rychlost je nastaven přední svařovací válec. Rychlost předního svařovacího válce je podřízena rychlosti přepravy. Číslo je uvedeno ve stopách za minutu.
- Zadní svařovací válec (FT/MIN) : Číslo zobrazené v textovém poli udává, na jakou rychlost je nastaven přední svařovací válec. Rychlost předního svařovacího válce je podřízena rychlosti přepravy. Číslo je uvedeno ve stopách za minutu.
- Teplota svařovací trysky (F): Zobrazené číslo udává, při jaké teplotě má regulátor teploty udržovat teplotu.
- Teplota před ohřevem (F): Zobrazené číslo udává, při jaké teplotě má regulátor teploty udržovat teplotu.
- Čas bez sáčku: Snímač vstupního sáčku řídí, kdy má být systém výkyvu trysky ve svařovací poloze a kdy v domovské poloze, když je stroj v režimu chodu. Když do stroje vstoupí sáček a snímač jej uvidí, systém výkyvu trysky dostane pokyn k výkyvu do svařovací polohy. Číslo zobrazené v textovém poli je doba, která musí uplynout, aniž by sáček prošel kolem vstupního snímače sáčku. Pokud je této doby dosaženo, je systému výkyvu trysky přikázáno, aby přešel do výchozí polohy, dokud nebude detekován další vak.
- Předchozí: Stisknutím předchozího tlačítka zobrazíte předchozí obrazovku.
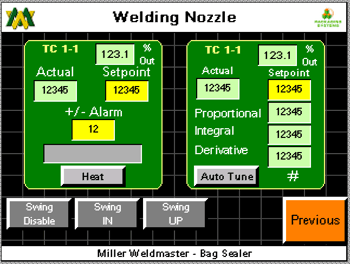
- Skutečné (F): Zobrazené číslo udává teplotu, kterou termočlánek aktuálně měří na základně krytu prvku. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu.
- Nastavená hodnota (F): Zobrazené číslo udává, při jaké teplotě má regulátor teploty udržovat teplotu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu.
- Alarm +/- (F): Na displeji je zobrazeno číslo, o kolik stupňů se může lišit teplota, než se aktivuje alarm vysoké/nízké teploty.
- Vypnutí topení: Stisknutím tlačítka vypnutí topení se vypne/zapne topný systém. Pokud je topný systém aktuálně vypnutý a jedním stisknutím tlačítka se topný systém zapne.
- Heat/Manual #2: Stisknutím tlačítka se uživatel dostane na obrazovku Heat Control Pre Heat Nozzle.
- Swing In: Stisknutím tlačítka se tryska topného systému vychýlí do vertikální polohy. Druhým stisknutím tlačítka se tryska topného systému vychýlí do výchozí polohy. Tlačítko je přepínací a s jedním.
-
Swing Up: Aby se tlačítko Swing Up aktivovalo, musí být výkyv topného systému ve svislé poloze. Pokud není ve svislé poloze, tlačítko Swing Up se neaktivuje. Stisknutím tlačítka se tryska topného systému posune do polohy nahoru. Druhým stisknutím tlačítka se tryska topného systému posune do polohy dolů. Tlačítko je přepínací a jedním stisknutím tlačítka se výkyvný systém posune nahoru/dolů. POZOR! Nenechávejte trysku v horní poloze déle než 3 sekundy, jinak dojde k poškození svařovacích válců!
- Jog FWD: Stisknutím tlačítka se pohonný systém rozjede pomalou rychlostí směrem vpřed. Tato funkce je určena pouze k testování pohybu motorů a pohonného systému. Není určena k synchronizovanému provozu. Funkce Jog FWD se zobrazí pouze v pozastaveném stavu.
- Automatické ladění proporcí: Zobrazené číslo je hodnota proporcionálního pásma, kterou regulátor teploty aktuálně používá pro regulační smyčku teploty.
- Automatické ladění Integrální: Zobrazené číslo je hodnota Intergrála, kterou regulátor teploty aktuálně používá pro regulační smyčku.
- Automatické ladění derivátu: Zobrazené číslo je hodnota derivačního času, kterou regulátor teploty aktuálně používá pro regulační smyčku teploty.
- Automatické ladění: Stisknutím tohoto tlačítka se regulace teploty přepne do stavu automatického ladění. POZOR! Před automatickým laděním nastavte nastavenou hodnotu teploty na 800' f a nechte skutečnou teplotu přiblížit se nastavené hodnotě! Pokud tak neučiníte, může dojít k poškození prvků nebo jiných součástí tepelného systému. Automatické ladění by se mělo používat pouze v případě, že teplota z neznámého důvodu kolísá. Před provedením funkce Auto Tune by mělo být vyčerpáno úsilí o identifikaci vadné součásti tepelného systému, tlaku vzduchu, průtoku vzduchu nebo jakéhokoli jiného důvodu.
- Nabídka: Stisknutím tlačítka menu se uživatel dostane do hlavní nabídky.
Stínítko trysky předehřevu Heat Control
-
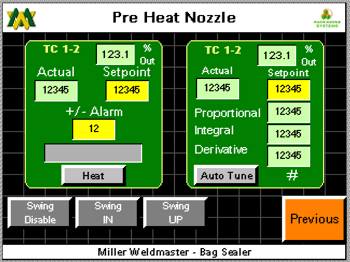
- Skutečné (F): Zobrazené číslo udává teplotu, kterou termočlánek aktuálně měří na základně krytu prvku. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu.
- Nastavená hodnota (F): Zobrazené číslo udává, při jaké teplotě má regulátor teploty udržovat teplotu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu.
- Alarm +/- (F): Na displeji je zobrazeno číslo, o kolik stupňů se může lišit teplota, než se aktivuje alarm vysoké/nízké teploty. Dotykem textového pole na displeji se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu.
- Vypnutí topení: Stisknutím tlačítka vypnutí topení se vypne/zapne topný systém. Pokud je topný systém aktuálně vypnutý a jedním stisknutím tlačítka se topný systém zapne.
- Vypnutí topení: Stisknutím tlačítka vypnutí topení se vypne/zapne topný systém. Pokud je topný systém aktuálně vypnutý a jedním stisknutím tlačítka se topný systém zapne.
- Heat/Manual #1: Stisknutím tlačítka se uživatel dostane na obrazovku Heat Control Weld Nozzle.
- Swing In: Stisknutím tlačítka se tryska topného systému vychýlí do vertikální polohy. Druhým stisknutím tlačítka se tryska topného systému vychýlí do výchozí polohy. Tlačítko je přepínací a jedním stisknutím tlačítka se výkyvný systém vyklopí/vyklopí.
- Swing Up: Aby se tlačítko Swing Up aktivovalo, musí být výkyv topného systému ve svislé poloze. Pokud není ve svislé poloze, tlačítko Swing Up se neaktivuje. Stisknutím tlačítka se tryska topného systému posune do horní polohy. Druhým stisknutím tlačítka se tryska topného systému posune do polohy dolů. Tlačítko je přepínací a jedním stisknutím tlačítka se výkyvný systém posune nahoru/dolů. POZOR! Nenechávejte trysku v horní poloze déle než 3 sekundy, jinak dojde k poškození svařovacích válců!
- Jog FWD: Stisknutím tlačítka se pohonný systém rozjede pomalou rychlostí směrem vpřed. Tato funkce je určena pouze k testování pohybu motorů a pohonného systému. Není určena k synchronizovanému provozu. Funkce Jog FWD se zobrazí pouze v pozastaveném stavu.
- Automatické ladění proporcí: Zobrazené číslo je hodnota proporcionálního pásma, kterou regulátor teploty aktuálně používá pro regulační smyčku teploty.
- Automatické ladění Integrální: Zobrazené číslo je hodnota Intergrála, kterou regulátor teploty aktuálně používá pro regulační smyčku.
- Automatické ladění derivátu: Zobrazené číslo je hodnota derivačního času, kterou regulátor teploty aktuálně používá pro regulační smyčku teploty.
- Automatické ladění: Stisknutím tohoto tlačítka se regulace teploty přepne do stavu automatického ladění. POZOR! Před automatickým laděním nastavte nastavenou teplotu na 800' F a nechte skutečnou teplotu, aby se přiblížila nastavené hodnotě!Pokud tak neučiníte, může dojít k poškození prvků nebo jiných součástí tepelného systému. Automatické ladění by se mělo používat pouze v případě, že teplota z neznámého důvodu kolísá. Před provedením funkce Auto Tune by mělo být vyčerpáno úsilí o identifikaci vadné součásti tepelného systému, tlaku vzduchu, průtoku vzduchu nebo jakéhokoli jiného důvodu.
- Nabídka: Stisknutím tlačítka menu se uživatel dostane do hlavní nabídky.
Obrazovka vzdáleného rozhraní
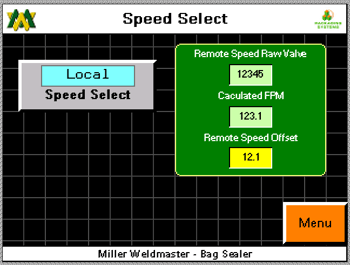
- Ovládání rychlosti "místní": Stisknutím tlačítka se přepne uvedená referenční rychlost mezi místním a vzdáleným ovládáním. Jedním stisknutím přepnete na opačný stav.
- Vzdálený SP: V textovém poli se zobrazí, jakou rychlostí stop za minutu má stroj pracovat z pytlovacího stroje. Touto rychlostí bude stroj pracovat pouze tehdy, pokud byl na obrazovce vzdáleného rozhraní zvolen provoz s dálkovou rychlostí.
- Vzdálený posun rychlosti (FT/MIN ): Číslo zobrazené v textovém poli odráží rychlost zadanou za účelem sladění nižší rychlosti dopravníku s rychlostí těsnění. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu. Nastavenou hodnotu lze upravit na kladné nebo záporné číslo. Například pokud sáček vstupuje do zatavovače a sáčky stojí vzpřímeně, při jízdě sáčků po lince a pokud se sáček začne naklánět dopředu; pak je offset příliš rychlý, což říká zatavovači, aby jel rychleji než spodní dopravník. Nastavte nastavenou hodnotu níže a sledujte další sáčky.
- Předchozí: Stisknutím předchozího tlačítka zobrazíte předchozí obrazovku.
POZNÁMKA: Je velmi důležité vědět, že naklonění sáčku dopředu nebo dozadu ovlivní rovnost těsnění. Za předpokladu, že je sáček při vstupu rovný; pokud se sáček při průchodu těsnicí jednotkou nakloní dopředu, může to způsobit zvětšení velikosti záhybu od předního okraje k zadnímu okraji. Pokud se sáček při průchodu těsnicí jednotkou naklání dozadu, může to způsobit, že se velikost záhybu od náběžné hrany k odtokové hraně zmenší.
Obrazovka aktivního alarmu
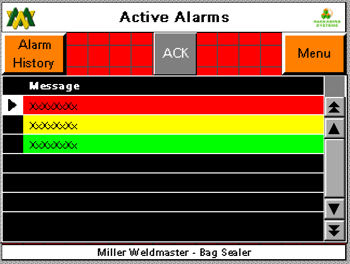
V černém textovém poli se zobrazí aktivní alarm. Tyto alarmy zůstanou zobrazeny, dokud nebudou vyřešeny a dokud nebude stisknuto tlačítko ACK.
- Historie: Stisknutím tlačítka Historie se zobrazí obrazovka Historie alarmů.
- ACK: Potvrzení alarmu, stisknutím tlačítka ACK potvrdíte alarm a odpočíváte. Pokud stav alarmu nebyl vyřešen, alarm se znovu objeví.
- Předchozí: Stisknutím předchozího tlačítka zobrazíte předchozí obrazovku.
Obrazovka Historie alarmů
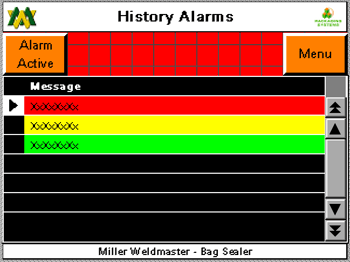
V černém textovém poli se zobrazí všechny události alarmu, které nastaly v minulosti, spolu s datem a časovým razítkem.
- Tlačítka se šipkami nahoru/dolů: Tlačítka šipek umožňují uživateli procházet stránku s alarmy nahoru/dolů.
- Přehledná historie: Stisknutím tlačítka vymazat historii vymažete historii uloženou v paměti. Tlačítko Vymazat historii se zobrazí pouze po přihlášení jako uživatel SU.
- Předchozí: Stisknutím předchozího tlačítka se zobrazí předchozí obrazovka.
Informační obrazovka

Tato obrazovka slouží pouze k zobrazení kontaktních informací na adrese Miller Weldmaster'a k uvedení konkrétního typu stroje, sériového čísla a verze softwaru. Pokud budete volat na adresu Miller Weldmaster s jakýmikoli dotazy, připravte si typ stroje, sériové číslo a verzi softwaru, které můžete poskytnout zástupci Miller Weldmaster .
- Předchozí: Stisknutím předchozího tlačítka zobrazíte předchozí obrazovku.
Přihlašovací obrazovka
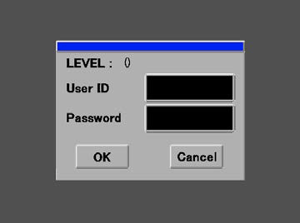
Pro přístup k uzamčeným obrazovkám nebo obrazovkám s úrovňovým přístupem je třeba zadat příslušné ID uživatele a heslo. V případě jakýchkoli dotazů se obraťte na svého nadřízeného.
Obrazovka konfigurace stroje
- Rychlost joggingu (FT/MIN ): Zobrazené číslo vyjadřuje, kolik stop za minutu bude systém pohonu pracovat při stisknutí tlačítka joggingu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit rychlost joggingu.
- Doba zpoždění pauzy (SEC): Zobrazené číslo udává, jak dlouhá doba uplyne po vydání signálu pauzy nebo po stisknutí tlačítka pauzy. Tato funkce slouží k vyčištění systému PS400 od sáčků. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit dobu prodlevy pauzy.
- Doba jamování v sáčku (SEC): Zobrazené číslo udává, kolik sekund uplyne, jakmile je sáček zobrazen vstupním snímačem sáčku a kdy se spustí alarm zaseknutí sáčku, pokud sáček není zobrazen výstupním snímačem sáčku. Například při vstupu sáčku do stroje, za předpokladu správné prezentace, uvidí sáček vstupní snímač sáčku a stejně tak při výstupu sáčku ze stroje uvidí sáček výstupní snímač sáčku. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit čas uvíznutí sáčku.
- Čas rozkmitání a čas rozkmitání(SEC): Systém kývání trysky je navržen se dvěma pohyby a dvěma vzduchovými válci, které tyto pohyby provádějí. Z výchozí polohy se tryska otáčí směrem ke svařovacím válcům a poté se posouvá nahoru; a z polohy pro svařování se tryska posouvá dolů a poté se otáčí ven. Tato konstrukce byla vytvořena tak, aby poloha trysky byla v těsné blízkosti vodicího systému, svařovacího válce a samotného vaku.
- Swing In Time (Sec): Zobrazené číslo udává dobu, po kterou probíhá druhá akce výkyvného systému trysek. Například když se řekne, že se má spustit kyv trysky, akce otočení začne okamžitě, ale druhá akce, posun, nahoru nezačne, dokud čas nedosáhne nastavené hodnoty. Tato doba je určena k tomu, aby se otočný kloub trysky dostal přímo pod svařovací válečky a vodítko, než se začne posouvat nahoru. Dotykem na textové pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit dobu výkyvu.
- Doba výkyvu (SEC): Zobrazené číslo udává dobu, po kterou probíhá druhá akce výkyvného systému trysky. Akce a sled událostí je přesně opačný než u Swing In Time. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit dobu Swing Out Time.
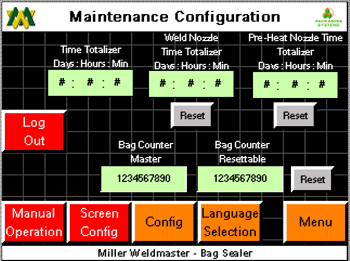
- Prvek poradenství Snooze (HRS): Jakmile se poradenství o konci životnosti stane aktivním a je stisknuto tlačítko ACK, přejde poradenství o konci životnosti do režimu odložení. Zobrazené číslo udává, kolik hodin je v režimu snooze. Počet hodin je nastavitelný v rozmezí 0 až 99 hodin. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit počet hodin.
- Stroj: Celková doba, po kterou je stroj zapnutý. Čas se zobrazuje v hodinách.
- Svařovací tryska: Celková doba, po kterou je systém Weld Heat zapnutý. Čas se zobrazuje v hodinách.
- Tryska předehřevu : Celková doba, po kterou je systém předehřevu zapnutý. Čas se zobrazuje v hodinách.
- Počítadlo sáčků: Celkový počet sáčků, které prošly vstupním i výstupním snímačem sáčků.
- Aktivní prvek svařovací trysky (HRS): Celková doba, po kterou je svařovací tryska zapnutá od posledního resetu.
- Poradenství na konci života: Zobrazené číslo udává, po kolika hodinách je topný systém zapnutý, dokud se nezobrazí END of Life Advisory. Poradenství lze potvrdit stisknutím tlačítka zpět, čímž se poradenství vynuluje na 24 hodin. Hlášení o konci životnosti bude pokračovat, dokud se oprávněná osoba nepřihlásí k uživateli SU a neresetuje měřič hodin svařovací trysky i předehřívací trysky. Počet hodin je nastavitelný v rozmezí 0 až 99 hodin. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit počet hodin.
- Předehřívací tryska Aktivní prvek: Celková doba, po kterou je svařovací tryska zapnutá od posledního vynulování.
- Počítadlo sáčků lze resetovat: Celkový počet sáčků, které prošly vstupním i výstupním snímačem sáčků. Stisknutím tlačítka reset se hodnota v součtovém počítadle vynuluje.
- Předchozí: Stisknutím předchozího tlačítka zobrazíte předchozí obrazovku.
Nastavení rychlostí
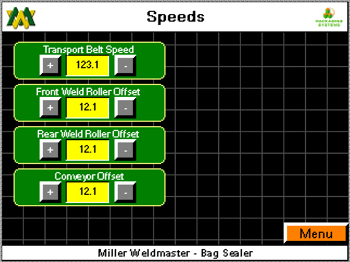
- Transportní pás (FT/MIN) : Číslo zobrazené v textovém poli je rychlost, na kterou je nastaven transportní pás. Transportní rychlost je hlavní rychlost stroje. Číslo je uvedeno ve stopách za minutu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit rychlost Transportního pásu. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví rychlost Transportního pásu. Jedním dotykem šipky se rychlost zvýší/sníží o 0,01 ft/min. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do daného nastaveného bodu.
- Přední svařovací válec (FT/MIN) : Číslo zobrazené v textovém poli udává, na jakou rychlost je nastaven přední svařovací válec. Rychlost předního svařovacího válce je podřízena transportní rychlosti, ale může být posunuta. Číslo je uvedeno ve stopách za minutu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit rychlost předního svařovacího válce. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví rychlost zadního svařovacího válce. Jedním dotykem šipky se však rychlost zvýší/sníží o 0,01 ft/min. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do daného nastaveného bodu.
- Zadní svařovací válec (FT/MIN) : Číslo zobrazené v textovém poli udává, na jakou rychlost je zadní svařovací válec nastaven. Rychlost zadního svařovacího válce je podřízena transportní rychlosti, ale může být posunuta. Číslo je uvedeno ve stopách za minutu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit rychlost zadního svařovacího válce. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví rychlost zadního svařovacího válce. Jedním dotykem šipky se rychlost zvýší/sníží o 0,01 ft/min. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do daného nastaveného bodu.
- Teplota svařovací trysky (F): Zobrazené číslo udává, při jaké teplotě má regulátor teploty udržovat teplotu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví nastavenou hodnotu. Jedním dotykem šipky se však teplota zvýší/sníží o 1'f. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do dané nastavené hodnoty.
- Teplota před ohřevem (F): Zobrazené číslo udává, při jaké teplotě má regulátor teploty udržovat teplotu. Dotykem textového pole na obrazovce se zobrazí klávesnice, která uživateli umožní změnit nastavenou hodnotu. Šipka nahoru/dolů umístěná vpravo/vlevo od textového pole rovněž upraví nastavenou hodnotu. Jedním dotykem šipky se však teplota zvýší/sníží o 1'f. Po zadání požadované nastavené hodnoty do textového pole musí uživatel stisknout tlačítko aktivace, aby se změna odeslala do dané nastavené hodnoty.
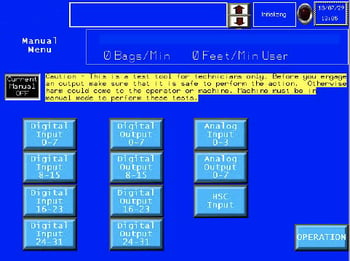
Obrazovka ručního menu
 |
|
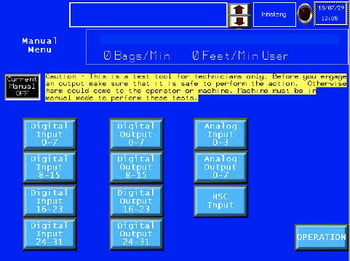 |
Aktuální ruční vypnutí Stisknutím tohoto tlačítka přepnete funkci stroje z ručního zapnutí na ruční zapnutí. |
 |
Ruční vstupní zobrazení 0-7 Když je vstup zapnutý, rozsvítí se černý rámeček vedle textu. Jedná se pouze o zobrazitelnou obrazovku. Podívejte se na elektrické schéma a text napsaný na obrazovce, abyste se ujistili, že je zapnutý/vypnutý požadovaný vstup. |
 |
Zobrazení ručního vstupu 8-15 Když je vstup zapnutý, rozsvítí se černý rámeček vedle textu. Jedná se pouze o zobrazitelnou obrazovku. Podívejte se na elektrické schéma a text napsaný na obrazovce, abyste se ujistili, že je zapnutý/vypnutý požadovaný vstup. |
 |
Zobrazení ručního vstupu 13-23 Když je vstup zapnutý, rozsvítí se černý rámeček vedle textu. Jedná se pouze o zobrazitelnou obrazovku. Podívejte se na elektrické schéma a text napsaný na obrazovce, abyste se ujistili, že je zapnutý/vypnutý požadovaný vstup.
|
 |
Zobrazení ručního vstupu 23-31 Když je vstup zapnutý, rozsvítí se černý rámeček vedle textu. Jedná se pouze o zobrazitelnou obrazovku. Podívejte se na elektrické schéma a text napsaný na obrazovce, abyste se ujistili, že je zapnutý/vypnutý požadovaný vstup.
|
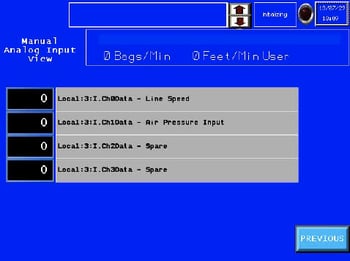 |
Ruční zobrazení analogového vstupu V černém poli se zobrazí technická data, která přicházejí na vstup. Jedná se pouze o prohlížecí obrazovku. Podívejte se na elektrické schéma a text napsaný na obrazovce, abyste se ujistili, že požadovaný vstup zobrazuje data. |
 |
Ruční zobrazení analogového výstupu V černém poli se zobrazí technická data, která přicházejí na výstup. Jedná se pouze o zobrazovací obrazovku. Podívejte se na elektrické schéma a na text napsaný na obrazovce, abyste se ujistili, že požadovaný výstup zobrazuje data. |
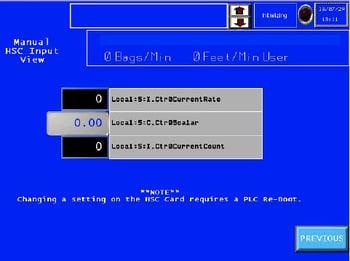 |
Ruční zobrazení vstupu HSC Zobrazené číslo je technické číslo vysokorychlostního čítače. Jedná se pouze o zobrazitelnou obrazovku. |
 |
Ruční výstup 0-7 Dotykem černého pole na obrazovce vedle výstupu se výstup zapne/vypne. Podívejte se na elektrické schéma a text napsaný na obrazovce, abyste se ujistili, že se požadovaný výstup skutečně zapíná/vypíná. |
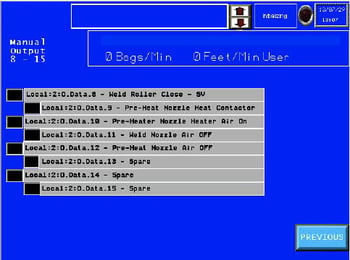 |
Ruční výstup 8-15 Dotykem černého pole na obrazovce vedle výstupu se výstup zapne/vypne. Podívejte se na elektrické schéma a text napsaný na obrazovce, abyste se ujistili, že se požadovaný výstup skutečně zapíná/vypíná.
|
 |
Ruční výstup 16-23 Dotykem černého pole na obrazovce vedle výstupu se výstup zapne/vypne. Podívejte se na elektrické schéma a text napsaný na obrazovce, abyste se ujistili, že se požadovaný výstup skutečně zapíná/vypíná. |
 |
Ruční výstup 24-31 Dotykem černého pole na obrazovce vedle výstupu se výstup zapne/vypne. Podívejte se na elektrické schéma a text napsaný na obrazovce, abyste se ujistili, že se požadovaný výstup skutečně zapíná/vypíná.
|
Funkce
- Vhodné pro více velikostí tašek z polyvlákna s několika způsoby uzavírání tašek.
- Uživatelsky přívětivé rozhraní HMI umožňuje obsluze snadné nastavení stroje pro širokou škálu výrobků.
- Automatická regulace teploty umožňuje systému přesně dodávat teplo vyráběným produktům.
Technické specifikace
- Jmenovitý proud = 30 A při 230 V / 30 A při 480 V
- Jmenovitý výkon = 9000 W
- Jmenovité napětí = 230 V AC, 50/60 Hz nebo 480 V AC, 50/60 Hz
- Maximální teplota = 800 °C (1472 °F)
- Obecný tlak vzduchu = 100psi (6,9 bar)
- Rychlost stroje = 20 ft/min až 150 ft/min (6 m/min až 45 m/min)
- Celkové rozměry = 116 palců délka x 54 palců šířka x 68 palců výška (2946 mm x 1372 mm x 1727 mm)
- Šířka těsnění = 1 až 2 palce (25 až 50 mm)
- Maximální hluk = 75 dbA
- Číslo elektrotechnického dokumentu: MWC-0100-1200 (Číslo dokumentace je sériové číslo stroje. Toto číslo je uvedeno na sériovém štítku stroje.)
Technické specifikace
Mechanická sekce
 |
|
 |
Horní/dolní jednotka
|
 |
Sestava pro nastavení tepelného systému
|
 |
Trimmer
|
|
Creaser
|
|
 |
Výtahový systém
|
|
Vodicí systém
|
Sekce ovládání operátora

Ovládací panel (tlačítko Reset, tlačítko Pauza, nouzové zastavení)
Ovládací panel: Digitální dotykový displej HMI (Human Machine Interface) umožňuje nastavit ovládací prvky systému.
Tlačítko Reset: Stisknutím se umožní provoz při spuštění stroje nebo po stisknutí tlačítka nouzového zastavení.
Tlačítko pauzy: Po stisknutí tlačítka pauzy se stroj kontrolovaně zastaví.
Nouzové zastavení: Tlačítko nouzového zastavení (Estop) po stisknutí uvede stroj do stavu nouzového zastavení. Vypne se ohřev, zastaví se motory a tryska přejde do výchozí polohy. Stav nouzového zastavení musí být zrušen, stroj musí být zkontrolován, zda je připraven k resetu, poté lze stisknout tlačítko Reset.
Pneumatický systém
Vstupní vzduchový filtr a odlučovač vody

Filtruje vodu a nečistoty ve vzduchu.
Tlakoměr

Slouží k zobrazení nastavení tlaku. Ukazatel svařovacího válce slouží například k zobrazení nastavení tlaku svařovacího válce.
Vzduchový válec / elektromagnetické ventily

Vzduchový válec: Vzduchové válce horní jednotky/transportu se používají k otevírání a zavírání svařovacího válce a transportního pásu. Válec tepelného systému ovládá výkyvné zapínání a vypínání tepelného systému.
Elektromagnetické ventily: několik elektromagnetických ventilů se používá pro provoz vzduchových lahví, svařovacího vzduchu a chladicích zařízení.
![]() Pozor! Před zahájením práce musí obsluha odpojit stroj od napájení.
Pozor! Před zahájením práce musí obsluha odpojit stroj od napájení.
- Uvolněte a sejměte ochranný kryt z krytu prvku.
- Rozbalte izolaci ze skleněných vláken kolem přední části krytu prvku. Při manipulaci s izolací dbejte na to, abyste se vyhnuli kontaktu s očima.
- Uvolněte a odstraňte dva šrouby na držáku, které drží kryt prvku na místě.
- Vyšroubujte šroub upevňující prvek v krytu.
- Povolte 2 horní stavěcí šrouby (1 na každé straně) na prvku zajišťující elektrické vodiče a vodiče vyjměte.
- Vytáhněte prvek ve svislé poloze
- Starý prvek vyměňte za nový podle opačného postupu. Při opětovné instalaci prvku dbejte na to, abyste klíč do drážky pouzdra prvku zarovnali na prvek.
POZNÁMKA: Křemenná trubice se snadno rozbije a může se již rozbít, buďte velmi opatrní.
Údržba
Elektrické obvody

- Při výměně dílů a součástí musíte použít díl nebo součásti stejného typu jako původní typ. Originální náhradní díly by měly být zakoupeny prostřednictvím Miller Weldmaster a nebo autorizovaného distributora Miller Weldmaster .
- Elektrická skříň se musí čistit každé tři měsíce. Správné čištění elektrické skříně: odpojte napájení, pomocí stlačeného vzduchu a ofukovací pistole jemně profoukněte vzduch přes elektrickou součást a ovládací skříň a vyčistěte oblast od prachu a nečistot.
- Aby nedošlo k poškození PLC, displeje a ovládacího panelu, nikdy nezapojujte ani neodpojujte kabely spojující PLC, displej a ovládací panel, pokud je zapnuté napájení.
- Pokud se vyskytne jakákoli závada, kterou nelze odstranit, neprodleně kontaktujte servisní oddělení na adrese Miller Weldmaster.
Přímé systémy
- Zkontrolujte, zda jsou hnací řetězová kola a řemeny správně seřízeny, opotřebeny a připevněny k hřídeli.
- Zkontrolujte, zda nejsou řemeny příliš volné. Podle potřeby je utáhněte.
- Zkontrolujte, zda je tryska rovnoběžná se svařovacím válečkem a zda se nachází v jeho středu. Pokud tomu tak není, je třeba ji seřídit podle oddílu 3.3.1.
- Zkontrolujte, zda je pohyb otevírání/zavírání svařovací jednotky a přepravy plynulý.
UPOZORNĚNÍ: Při nesprávné údržbě stroje může dojít k poškození jeho výkonu. ovlivnit. V případě jakýchkoli dotazů se obraťte na Miller Weldmaster .
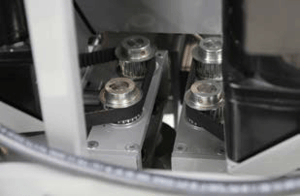
Údržba řemenů a řemenic

- Stránka Miller Weldmaster PS400 má několik řemenů a řemenic, které slouží k pohonu svařovacích válců, rylovacího stroje, ořezávače a transportního systému. Přestože řemeny a řemenice nepatří mezi položky s náročnou údržbou, měly by se jednou měsíčně kontrolovat, zda se na nich nenachází nadměrné množství prachu nebo nečistot. Zkontrolujte také, zda nejsou volné nebo uvolněné. U nově instalovaných strojů by se řemeny a řemenice měly kontrolovat jednou týdně po dobu prvních dvou týdnů provozu.
- Přepněte jistič do vypnuté polohy.
- Odpojte napájecí kabel od zdroje napájení. Pokud je napájecí kabel pevně připojen, vypněte napájení v rozvodné skříni.
- Otevřete obě dvířka skříně a zkontrolujte řemeny a řemenice. Podle potřeby proveďte údržbu řemenů a řemenic.
Úpravy stroje
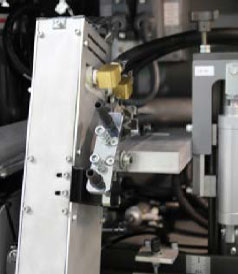




(Obr. 55) (Obr. 56) (Obr. 57) (Obr. 58) (Obr. 59)
Začněte zapnutím horkého vzduchu a nastavením požadované teploty. Nastavte svařovací válce do zavřené polohy stisknutím tlačítka Weld Roller na HMI.
POZNÁMKA: Tlačítka ručního kývání se nacházejí na obrazovce HMI "Heat Control Weld Nozzle" nebo "Heat Control Pre Heat Nozzle".
- Poloha trysky zleva doprava, zkontrolujte polohu levé/pravé trysky stisknutím tlačítka "Swing In" na HMI. Tryska by měla být vycentrovaná na vodicích čepech (viz obr. 57), pokud tomu tak je, přejděte k dalšímu kroku seřízení. Pokud tomu tak není, vyhledejte zápustnou matici seřizovacího šroubu vlevo/vpravo a povolte ji (viz obr. 55). To umožní nastavení polohy trysky zleva doprava. Otáčením seřizovacího šroubu zleva doprava (viz obr. 55) po směru hodinových ručiček/proti směru hodinových ručiček se poloha trysky posune doleva nebo doprava. Po vystředění trysky na vodicích čepech utáhněte pojistnou matici.
- Polohu trysky nahoru a dolů zkontrolujte stisknutím tlačítka "Swing Up" na HMI. Špička trysky by měla být umístěna 1/16" až 1/8" pod horní částí vodicích kusů (viz obr. 58), pokud ano, přejděte k dalšímu kroku vyrovnání. Pokud tomu tak není, vyhledejte knoflík pro nastavení výšky a povolte pojistnou matici (viz obr. 56). To nám umožní nastavit výškovou polohu trysky bude posunout špičku trysky nahoru nebo dolů. Poté, co je tryska 1/16" až 1/8" pod vrcholem vodicích kusů, utáhněte pojistnou matici.
- Hloubka trysky by měla být přibližně 1/16 až 1/8 palce od bodu přitlačení svařovacích válečků a s minimální mezerou mezi tryskou Pre Heat a předními díly (viz obr. 58). Zkontrolujte polohu hloubkové trysky zapnutím tlačítka "Swing In" a "Swing Up" na HMI. Pokud je tryska vyrovnaná, proveďte zkušební svar. Pokud není hloubková tryska vyrovnaná, vyhledejte otvory pro nastavení hloubky a uvolněte šrouby (viz obr. 59). Po uvolnění šroubů lze celý tepelný systém posunout dopředu nebo dozadu, aby se tryska správně vyrovnala. Jakmile je tryska vyrovnána, proveďte zkušební svar.
POZNÁMKA: Při změně teploty se hrot trysky pohybuje nahoru/dolů nebo doprava/doleva. Po změně teploty o více než 200 stupňů nezapomeňte zkontrolovat polohu špičky trysky.
POZOR! Pokud jsou trysky na požadované teplotě a trysky jsou ručně umístěny ve svařovací poloze, dojde k poškození svařovacích válců!
Nastavení výšky stroje


(Obr. 60) (Obr. 61)
- Výška stroje se nastavuje pomocí kliky.
- Přepnutím přepínače ráčny může uživatel nastavit výšku nahoru/dolů. (viz obr. 60)
POZOR! Nepokoušejte se nastavit výšku stroje výše, než je maximální limit. Vedle kliky pro nastavení výšky se nachází stupnice výšky. V horní části stupnice najde uživatel červenou zónu. Nenastavujte výšku stroje uvnitř červené zóny. Při nastavení stroje výše, než je jeho maximální limit, může dojít k poškození stroje nebo zranění uživatele! - Po nastavení stroje na požadovanou provozní výšku je třeba nastavit dva spodní krajní upínací třmeny, aby se omezil zdvih zdvihu zdvihacího systému. (obr. 61)
- V blízkosti upínacích límců, které slouží k omezení zdvihu výtahu směrem dolů, najde uživatel červený štítek s upozorněním. (obr. 61)
Přeprava a skladování
POZOR! Při přemísťování nebo vyjímání stroje v přepravce z palety se doporučuje použít vysokozdvižný vozík. Při přemísťování stroje po závodě se doporučuje použít vysokozdvižný vozík. Je velmi důležité, aby bylo výškové nastavení stroje před jeho přemístěním vůbec provedeno do nejnižšího bodu!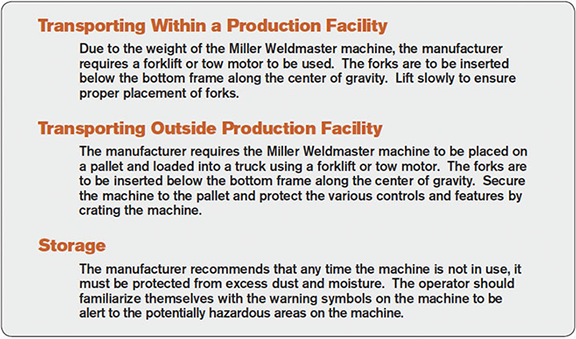
POZNÁMKA: Výrobce nenese odpovědnost za škody nebo zranění způsobené nevhodným použitím tohoto stroje.
Technické požadavky
- Celkový tlak vzduchu by měl být minimálně 100 psi (6,9 bar) a 150 psi (10,3 bar).
- Tlak svařovacích válců by se měl pohybovat v rozmezí 2,8 až 3,4 baru (40 až 50 psi).
- Otevírání a zavírání svařovacích válců a dopravních pásů musí být plynulé a volné, bez zjevných vibrací.
- Pokud jsou horní a dolní svařovací válečky správně seřízeny, měly by být okraje obou válečků rovnoběžné a vyrovnané.
- Výkyv tepelného systému: Kmitání tepelného systému by mělo být plynulé a přirozené při mírné rychlosti.
- Vzduchová vedení a vzduchové armatury by neměly být netěsné.
- Všechna provozuschopná ložiska a ložiskový blok je třeba jednou měsíčně zkontrolovat a podle potřeby namazat. Při 24hodinovém provozu 5 až 7 dní v týdnu může být jednou za měsíc zapotřebí malé množství maziva.
- Poloha trysek se musí kontrolovat na začátku každé směny a po každém zaseknutí sáčku v blízkosti trysek.
UPOZORNĚNÍ
Změny faktorů, jako je tloušťka materiálů, kvalifikace obsluhy a rozdílné prostředí a počasí, mohou přímo ovlivnit výrobek. Obsluha by měla být schopna porozumět zejména následujícím nastavitelným faktorům:
- Teplota ohřevu
- Tlak vzduchu
- Přítlak horního svařovacího válce
- Objem vzduchu
- Umístění topného systému
14.0 Další dokumenty ke stroji